



氧乙炔焰气割是冷作工常用的一种下料方法。气割与机械切割相比具有设备简单、成本低、操作灵活方便、机动性高、生产率高等优点。气割可切割较大厚度范围的钢材,并可实现空间任意位置的切割,所以,在金属结构制造及维修中,气割得到广泛的应用。尤其对于本身不便移动的大型金属结构,应用气割就更能显示其优越性。
气割的主要缺点是劳动强度大,薄板气割时易引起工件变形,切口冷却后硬度极高,不利于切削加工等,而且对切割材料有选择性。
1.气割的过程及条件
气割是利用气体火焰的热能将工件待切割处加热到一定温度后,喷出高速切割氧气流,使待切割处金属燃烧实现切割的方法。氧乙炔焰气割就是根据某些金属加热到燃点时,在氧气流中能够剧烈氧化(燃烧)的原理实现的。金属在氧气中剧烈燃烧的过程就是金属切割的过程。
(1)氧乙炔焰气割的过程由以下三个阶段组成:
1)金属预热。开始气割时,必须用预热火焰将欲切割处的金属预热至燃烧温度(燃点)。一般碳钢在纯氧中的燃点为1100~1150℃。
2)金属燃烧。把切割氧喷射到达到燃点的金属上时,金属便开始剧烈地燃烧,并产生大量的:氧化物(熔渣)。由于金属燃烧时会放出大量的热,便氧化物呈液体状态。
3)氧化物被吹除。液态氧化物受切割氧流的压力而被吹除。上层的金属氧化时,产生的热量能传至下层金属,使下层金属预热到燃点,切割过程由表面深入到整个厚度,直至将金属割穿。同时,金属燃烧时,产生的热量和预热火焰一起,又将邻近的金属预热至燃点,沿切割线以一定的速度移动割炬,即可形成割缝,使金属分离。
(2)金属材料进行气割的条件
1)金属材料的燃点必须低于其熔点。这是保证切割在燃烧过程中进行的基本条件。否则,切割时金属将在燃烧前先行熔化,使之变为熔割过程,不仅割口宽,极不整齐,而且易于粘连,达不到切割质量要求。
2)燃烧生成的金属氧化物的熔点,应低于金属本身的熔点,同时流动性要好。否则,就会在割口表面形成固态氧化物,阻碍氧流与下层金属的接触,使切割过程不能正常进行。
3)金属燃烧时,能放出大量的热,而且金属本身的导热性要差。这是为了保证下层金属有足够的预热温度,使切割过程能连续进行。
满足上述条件的金属材料有纯铁、低碳钢、中碳钢和普通低合金钢。而铸铁、高碳钢、高合金钢及铜、铝等有色金属及其合金,均难以进行氧乙炔焰气割。
例如,铸铁不能用普通方法气割,是因为其燃点高于熔点,并产生高熔点的二氧化硅,且氧化物的粘度大、流动性差,高速氧流不易把它吹除。此外,由于铸铁的含碳量高,碳燃烧时产生一氧化碳及二氧化碳气体,降低了切割氧的纯度,也造成气割困难。
2.气割设备
(1)氧气瓶 氧气瓶是储存和运送高压氧气的容器,如图3-15所示。常用氧气瓶容积为40L,工作压力为15MPa,可以储存6m3氧气。氧气瓶瓶体上部装有瓶阀,通过旋转手轮可开关瓶阀并能控制氧气的进出流量。瓶帽旋在瓶头上,以保护瓶阀。
按规定,氧气瓶外表应漆成天蓝色,并用黑漆标明“氧气”字样区别于其他气体。应正确地使用和保管好氧气瓶,否则会有爆炸的危险。在使用氧气瓶时应遵守下列使用要求:
1)氧气瓶在使用时应直立放置,安装必须平稳可靠,防止倾倒。只有在特殊情况下才允许卧放,但瓶头一端必须垫高,并防止滚动。
2)氧气瓶开启时,操作者应站在出气口的侧面,先拧开瓶阀吹掉出气口内杂质,再与氧气减压器连接。开启和关闭氧气瓶阀时用力不要过猛。
3)氧气瓶内的氧气不能全部用完.至少要保持0.1~0.3MPa的压力,以便充氧时便于鉴别气体性质及吹除瓶阀内的杂质,还可以防止使用中可燃气体倒流或空气进入瓶内。
4)氧气瓶不应与其他气瓶放在一起;气割工作场地和其他火源都要距氧气瓶5m以外。
5)禁止撞击氧气瓶;严禁瓶嘴沾染油脂。
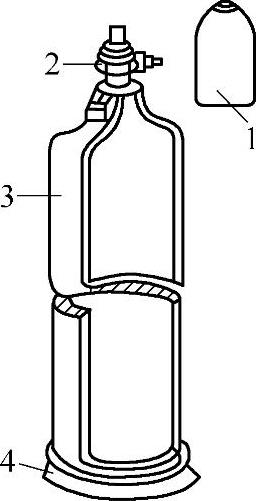
图3-15 氧气瓶
1—瓶帽 2—瓶阀
3—瓶体 4—瓶座
6)夏季露天操作时,氧气瓶应放在阴凉外,要避免阳光的强烈照射;冬季阀门冻结时,严禁用火烤,应用热水或水蒸气解冻。
7)定期对氧气瓶进行检查。
(2)乙炔瓶 乙炔瓶是一种储存和运输乙炔用的压力容器,外形与氧气瓶相似,但构造较复杂。乙炔瓶的构造如图3-16所示,其主体是用优质碳素结构钢或低合金结构钢经轧制而成的圆柱形无缝瓶体,瓶体外表漆成白色,并用红漆标注“乙炔”字样。在瓶内装有浸满丙酮的多孔性填料,使乙炔气能稳定、安全地储存在瓶内。使用时,溶解在丙酮内的乙炔分解出来,通过乙炔瓶阀流出,而丙酮仍留在瓶内,以便溶解再次压入的乙炔。乙炔瓶阀下面的填料中心部分长孔内放有石棉,其作用是帮助乙炔从多孔填料中分解出来。
乙炔瓶内的多孔性填料通常采用质轻而多孔的活性炭、木屑、浮石及硅藻土等合制而成。由于乙炔是易燃、易爆的危险气体,所以在使用时必须谨慎,除必须遵守氧气瓶的各项使用要求外,还应遵守下列要求:
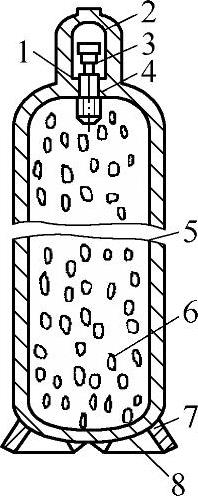
图3-16 乙炔瓶
1—瓶口 2—瓶帽
3—瓶阀 4—石棉(https://www.xing528.com)
5—瓶体 6—多孔性填料
7—瓶座 8—瓶底
1)乙炔瓶不能遭受剧烈振动或撞击,以免瓶内的多孔性填料下沉而形成空洞,影响乙炔的储存,甚至造成乙炔瓶爆炸。
2)乙炔瓶在使用时只能直立放置,不能横放。卧放会使丙酮流出,甚至会通过减压器而流入乙炔胶管和割炬内,引起燃烧或爆炸,这是非常危险的。
3)乙炔瓶体的温度不应超过30~40℃,因为乙炔瓶温度过高会降低丙酮对乙炔的溶解度,导致大量乙炔逸出,使瓶内的乙炔压力急剧增高,不利于安全生产。因此,乙炔瓶应放在远离热源的地方。
4)乙炔减压器与乙炔瓶阀的连接必须可靠,严禁漏气,否则会形成乙炔与空气的混合气体,一旦触及明火就可能造成爆炸事故。
5)工作时,使用乙炔的压力不能超过0.15MPa,输出流量不能超过1.5~2.5m3/h。
6)乙炔瓶内的乙炔不能全部用完,当高压表的读数为零,低压表的读数为0.01~0.03MPa时,应立即关闭瓶阀。
7)开启瓶阀时应缓慢,一般只需开启3/4圈即可。乙炔瓶阀冻结时,不能用明火烤,只能用40℃以下的温水解冻。
由于乙炔瓶阀的阀体旁侧没有连接减压器的侧接头,因此必须使用带有夹环的乙炔减压器,如图3-17所示。
(3)氧气减压器 氧气减压器是用来调节氧气工作压力的装置。在气割工作中,所需氧气压力有一定的规范,要使氧气瓶中的高压氧气转变为工作需要的稳定的低压氧气,就要由减压器来调节。
减压器的工作原理如图3-18所示。松开调压手柄(逆时针方向),活门弹簧闭合活门,高压气体就不能进入低压室,即减压器不工作,从气瓶来的高压气体停留在高压室的区域内,高压表量出高压气体的压力,也是气瓶内气体的压力。拧紧调压手柄(顺时针方向),使调压弹簧压紧低压室内的薄膜,再通过传动件将高压室与低压室通道处的活门顶开,使高压室内的高压气体进入低压室,此时的高压气体进行体积膨胀,气体压力得以降低,低压表可量出低压气体的压力,并使低压气体从出气口通往焊炬。如果低压室气体压力高了,向下的总压力大于调压弹簧向上的力,即压迫薄膜和调压弹簧,使活门开启的程度逐渐减小,直至达到焊炬工作压力时,活门重新关闭;如果低压室的气体压力低了,向上的总压力小于调压弹簧向上的力,此时薄膜上鼓,使活门重新开启,高压气体又进入到低压室,从而增加低压室的气体压力;当活门的开启度恰好使流入低压室的高压气体流量与输出的低压气体流量相等时,即稳定地进行气焊工作。减压器能自动维持低压气体的压力,只要通过调压手柄的旋入程度来调节调压弹簧压力,就能调整气焊所需的低压气体压力。
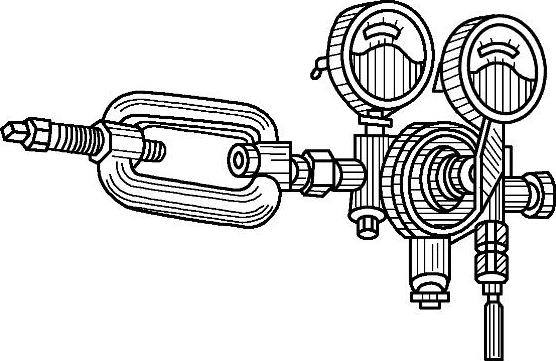
图3-17 乙炔减压器
(4)橡胶软管 氧气和乙炔通过橡胶软管输送到割炬中去,橡胶软管是用优质橡胶掺入麻织物或棉织纤维制成的。氧气胶管允许工作压力为1.5MPa,孔径为8mm;乙炔胶管允许工作压力为0.5MPa,孔径为10mm。为便于识别,按GB9448—1999的规定,氧气胶管采用黑色,乙炔胶管采用红色。氧气胶管与乙炔胶管的强度不同,不能混用或互相代替。
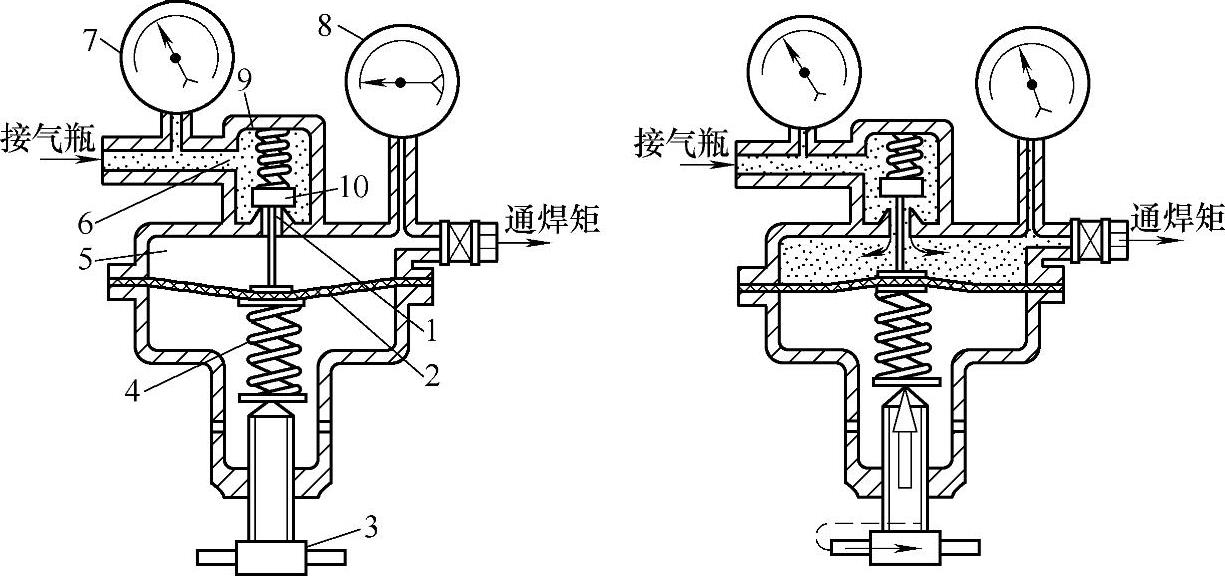
图3-18 减压器的工作示意图
1—通道 2—薄膜 3—调压手柄 4—调压弹簧 5—低压室 6—高压室
7—高压表 8—低压表 9—活门弹簧 10—活门
(5)割炬 割炬的作用是使乙炔与氧气以一定的比例和方式混合,形成具有一定热量和形状的预热火焰,并在预热火焰的中心喷射切割氧气进行气割。割炬的种类很多,按形成混合气体的方式可分为射吸式和等压式两种,按用途不同又可分为普通割炬、重型割炬及焊割两用炬。就目前应用情况来看,仍以射吸式割炬应用较为普遍。图3-19为射吸式割炬外部结构示意图。
射吸式割炬的工作原理如图3-20所示,打开氧气调节阀,氧气由通道进入喷射管,再从直径细小的喷射孔喷出,使喷嘴外围形成真空,造成负压,产生吸力。乙炔在喷嘴的外围被氧流吸出,并以一定比例混合,经过射吸管和混合气管从割嘴喷出。
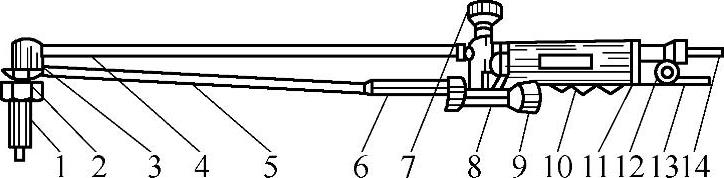
图3-19 射吸式割炬外部结构
1—割嘴 2—割嘴螺母 3—割嘴接头
4—切割氧气管 5—混合气管 6—射吸管
7—切割氧开关 8—中部整体 9—预热氧开关
10—手柄 11—后部接体 12—乙炔开关
13—乙炔接头 14—氧气接头
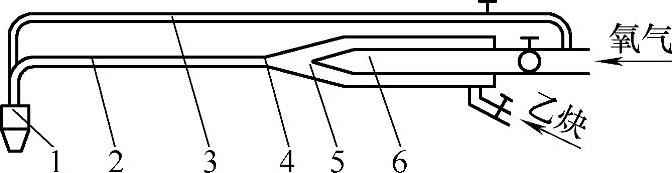
图3-20 射吸式割炬工作原理
1—割嘴 2—混合气管 3—切割氧气管
4—射吸管 5—喷嘴 6—喷射管
气割时,应根据有关规范,选择割炬型号和割嘴规格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。