



焊接过程具有热源温度高,温度分布极其不均匀以及热源连续移动等特点,影响焊接应力与焊接变形的因素更多,焊接应力与变形的形成极为复杂。在理解焊接应力与变形产生时,应注意理解几个原理的应用。首先是热胀冷缩原理,亦即金属受热膨胀、遇冷收缩;其次是平截面假设,即变形前后的截面始终保持。这是材料力学中的一个假设,虽然用在焊接分析上本质上是不合适的,但是对于理解焊接应力与变形的形成很有用;再次是力学平衡原理,对于理解拉应力和压应力的分布非常重要。为了便于理解焊接应力与变形的特点,下面具体分析焊接应力与变形的产生过程。
1.长板条中央堆焊
以低碳钢板条中央堆焊为例,在电弧加热的过程中,沿板条横截面,越靠近焊缝的金属温度越高,远离焊缝的金属则温度较低,其温度分布如图4-1a所示。假想地将工件分割成许多不相连的窄板条,则各板条由于受热必然要膨胀伸长;然而实际工件是由这些假想的窄板条所组成的整体,不同区域,处于不同温度状态的金属在变形过程中必然相互约制;焊缝附近温度较高,伸长量较大的部分受两侧温度较低,伸长量较小的金属的限制而受压缩并产生压应力;两侧金属则由于受到焊缝附近温度较高,伸长量较大的金属的作用而受拉伸并产生拉应力;因此焊缝端面只能均匀膨胀(平移)到某一位置,如图4-1a的a-a(由内应力的平衡条件确定)所示。
焊接时,由于是局部高温加热,温度梯度很大,焊缝附近的压应力通常达到了屈服而产生压缩塑性变形。另外,由于焊缝及其附近区域的加热温度超过了力学熔点(即屈服强度几乎为零,对变形没有任何抗力)。通常认为正是这些压缩塑性变形造成工件在冷却后产生残余应力和残余变形。
在冷却过程中,这些假想的窄板条都要收缩,如果允许自由收缩的话,加热时产生压缩塑性变形的板条将按其产生的压缩塑性变形量缩短,那些没有产生压缩塑性变形的板条则恢复原状。但实际上是不可能的,各板条之间是互相约束的,最后使工件端面均匀缩短到某一位置,如图4-1b的b-b所示。同时在工件中造成焊缝处受拉,两侧受压的残余应力。
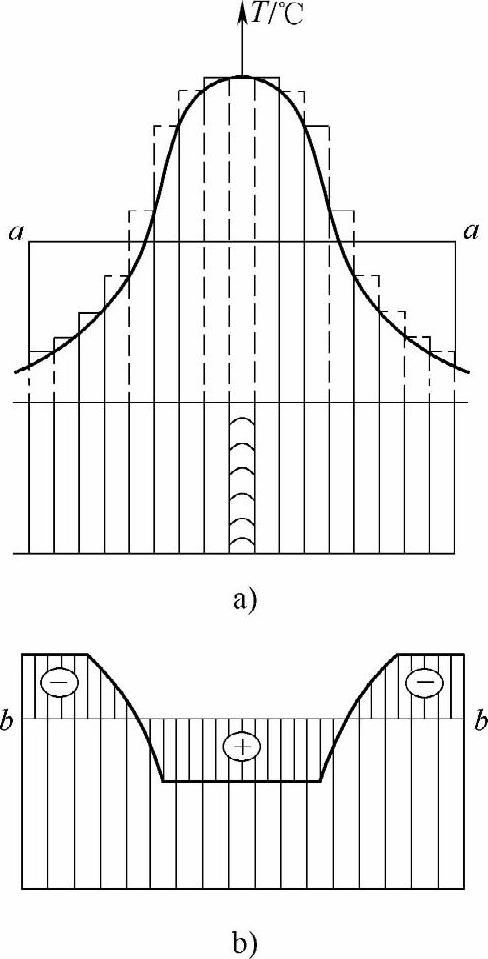
图4-1 焊接应力变形产生过程
a)加热阶段 b)冷却后
2.焊接瞬态应力分析
上面描述焊接应力变形的形成,主要分析了工件中心截面的加热和冷却两个状态的情况。虽然它们反映了焊接应力变形的形成本质,但是对于形成过程的理解仍然欠缺。
图4-2描述了焊接过程中的瞬态温度与应力的变化。图4-2a表示构件焊接过程,焊接电弧以焊接速度v沿x轴方向移动形成焊缝。假设焊接电弧位于原点O处,图中的阴影区域表示在焊接热循环中产生塑性变形的区域,其尺寸稍大于焊缝区域。焊缝区域是否存在压缩塑性变形至今仍是焊接界争论的问题之一。电弧作用区的原点O处的小椭圆表示金属熔化区,阴影线以外的区域保持弹性状态。图中画出了A-A、B-B、C-C、D-D四个截面,在假设焊接过程处于介稳态的情况下,四个截面在同一时刻的温度和应力分布表示了某一截面的不同时刻的温度与应力分布,因此反映了焊接温度与应力变化的过程。(https://www.xing528.com)
图4-2b表示了上述四个截面上的温度分布。在焊接电弧前方的A-A截面上,由焊接引起的温度变化几乎为零;在焊接电弧作用区的B-B截面上,焊接温度分布十分陡峭,熔化区温度可达数千度,而在熔合区外几毫米的范围内,温度则降为数百摄氏度;在焊接电弧作用区后一段的C-C截面上,电弧已不存在,温度分布已趋向缓和;在远离焊接电弧作用区的D-D截面上,由焊接电弧产生的温度变化又减少到几乎为零。
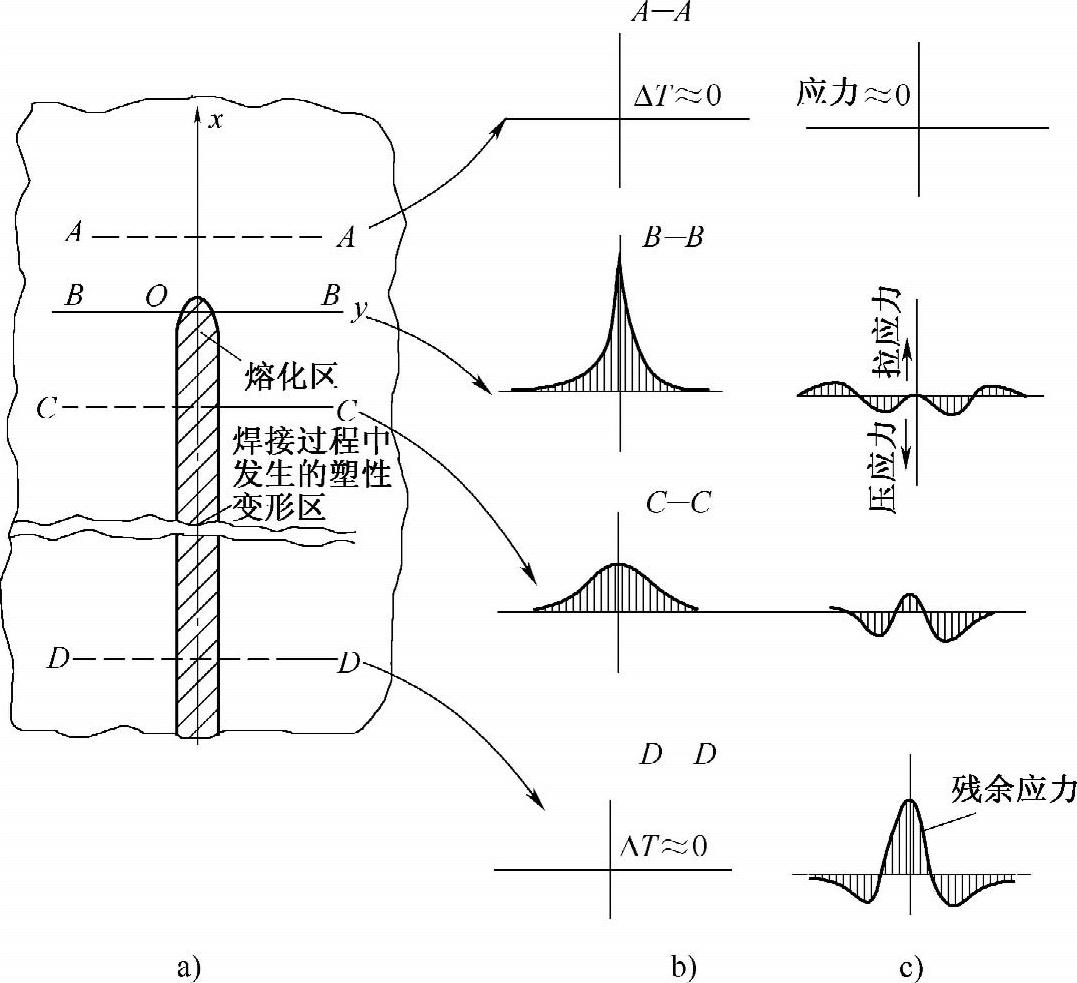
图4-2 焊接瞬态温度和应力变化原理
a)焊接过程 b)截面温度分布 c)截面纵向应力分布
根据温度与应力的关系,可分析各个截面的应力分布。图4-2c表示了这些截面上沿焊缝方向的纵向应力分布。在A-A截面上,由于不均匀的温度场,因此几乎没有应力;在B-B截面上,熔化区域的金属已不能承受外力,所以焊接电弧作用区域的应力为零。在这个截面上,靠近焊缝区的金属膨胀被周围温度较低的金属所制约,因而产生压应力。由于近缝区的温度相对较高,所以材料的屈服应力较低,拘束产生的应力大致和材料的屈服应力相等。随着沿焊缝距离的增加或者温度的减低,压应力逐步达到极大值,在离焊缝更远的区域承受拉应力,其数值和焊缝附近区域的压应力相平衡。在C-C截面上,熔化区的焊缝金属及其附近区域的母材冷却收缩,形成拉伸应力区,随着与焊缝区域的距离增加,应力由拉应力变为压应力。在D-D截面上,焊缝及其附近区域产生了很高的拉应力,离开焊缝较远的地方是压应力。
3.焊接瞬态变形分析
图4-3为薄板边缘一侧堆焊的瞬态变形过程,板中心点的挠度f的变形过程如图中曲线ABCD所示。由于在板的上边缘堆焊,其附近区域温度高,并形成极大的温度梯度和变形梯度,上部变形大于下部,引起板的上挠弯曲变形。当焊接结束后,金属开始冷却,加热膨胀的区域开始收缩,板条向相反的方向变形。
如果在整个加热冷却循环过程中,板条所有的区域都是完全弹性的,矩形板的变形过程会沿曲线AB′C′D′变形,最后恢复到初始形状而没有残余变形。但是实际焊接过程中,由于温度梯度非常大,导致在加热区的受压变形远远大于材料的屈服强度,从而产生塑性变形。在冷却过程中,由于压缩塑性变形而导致板的上部收缩,从而产生下挠变形,即挠度变形沿BCD运动。最后形成残余变形。
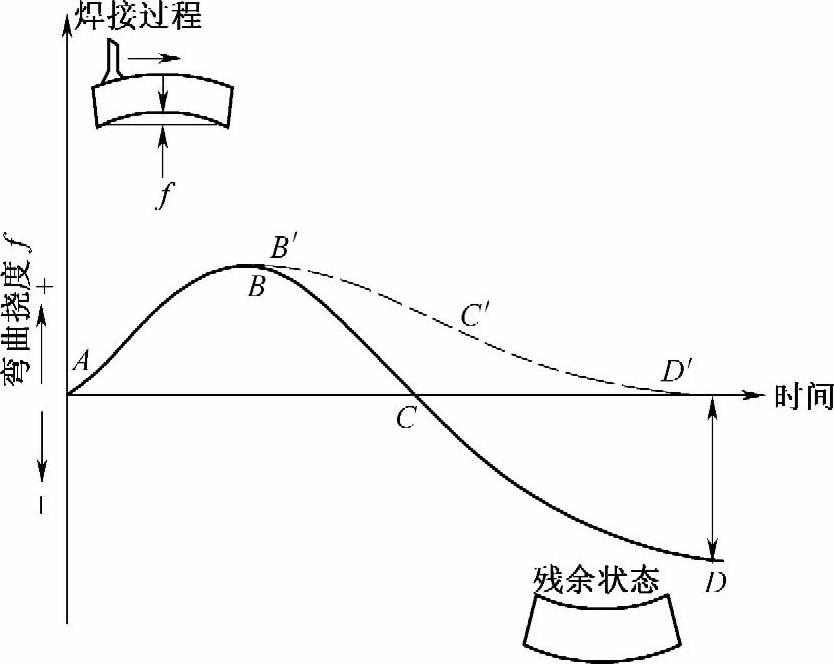
图4-3 薄板边沿堆焊时中心挠度变化曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。