



用拉深工艺可以制成的零件大体可分为轴对称零件、盒形零件、复杂曲面零件三大类(见图2-4-1)。
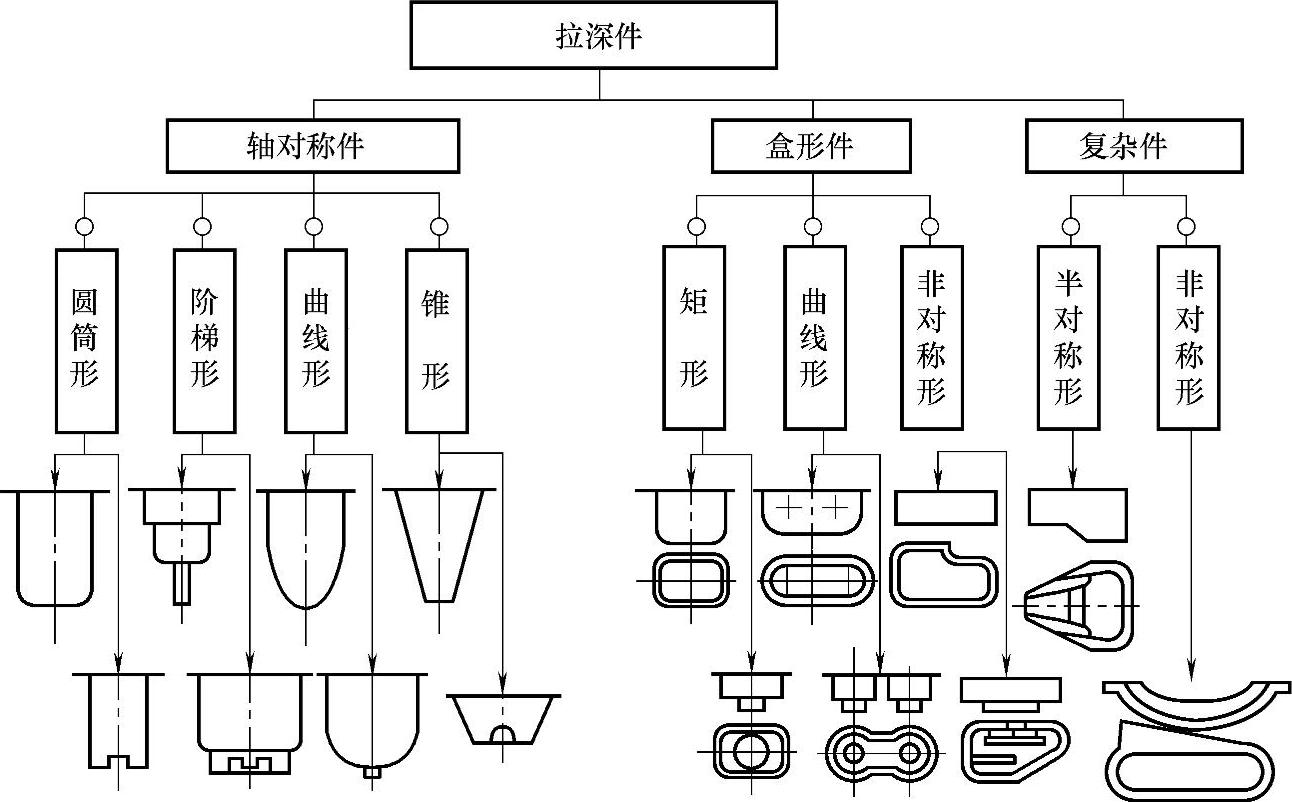
图2-4-1 拉深件的基本类型
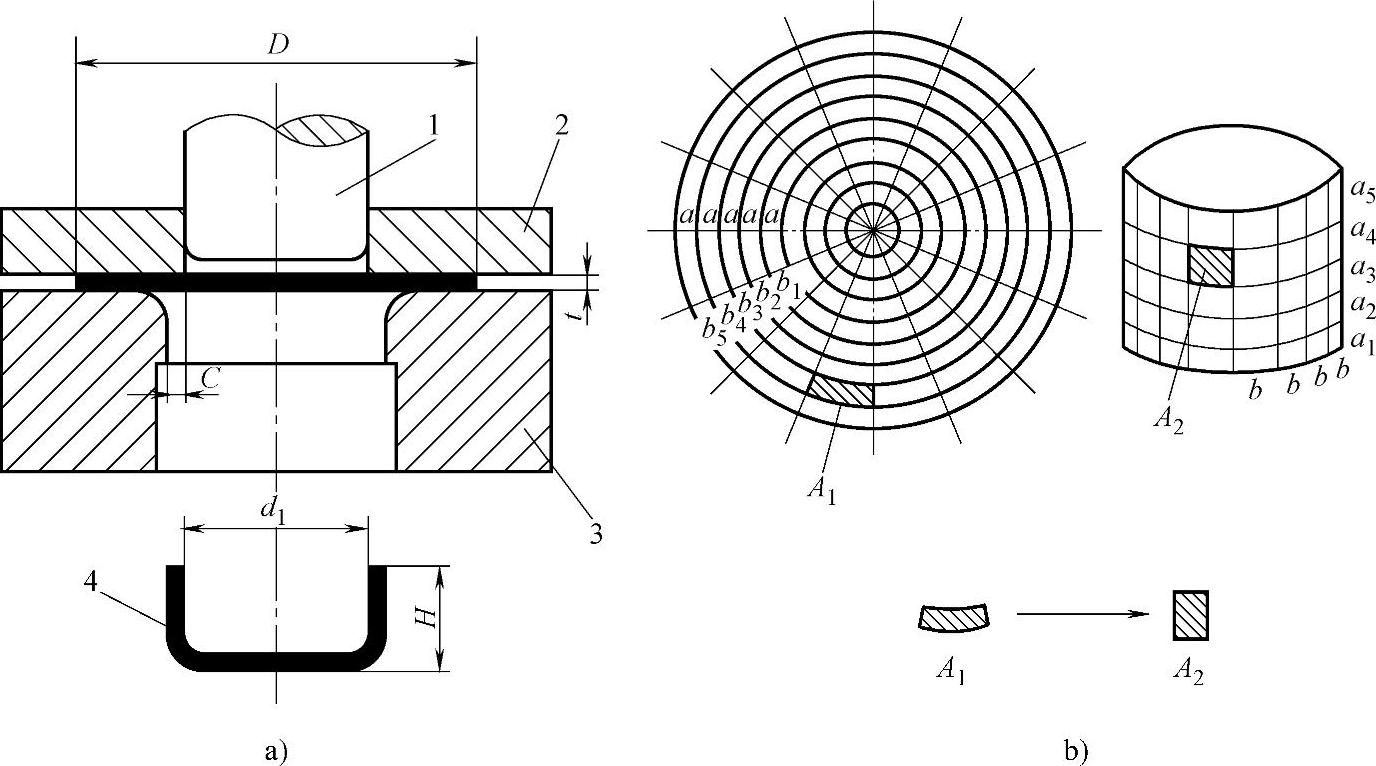
图2-4-2 平板毛坯拉深为圆筒形件的变形过程及拉深件的网格变化(https://www.xing528.com)
1—凸模 2—压边圈 3—凹模 4—拉深件
在圆筒形件拉深过程中,随着凸模的下压,迫使材料进入凹模,拉深变形主要集中在凸缘部分的材料上,凸模的压力作用于筒底,通过逐渐形成的筒壁将压力传递到凸缘部分,使之逐渐收缩转化为筒壁,由拉深前直径为D的毛坯拉成直径为d1的制件(图2-4-2a)。拉深时,若先将毛坯画上等距a的同心圆和分度相等的辐射线所组成的扇形网格(图2-4-2b),拉深后筒底的网格基本上保持原状,筒壁上原来等距的同心圆变成不等距的水平圆筒线,间距越靠筒口越大,即a1>a2>a3>…>a,原来分度相等的辐射线变成等距的竖线,即b1=b2=b3=…=b。由此说明了拉深时,材料是向开口方向流动,即沿着半径方向向外延展。其结果一方面增加工件的高度Δh,使得H> (D-d1),另一方面增加工件的壁厚Δt。
(D-d1),另一方面增加工件的壁厚Δt。
拉深过程中,凸缘部分处于径向拉伸与切向压缩状态,径向拉伸使凸缘材料变薄,切向压缩使凸缘厚度增加,越靠近凸缘外侧,径向拉应力越小,切向压应力越大,使凸缘外侧厚度增加。凹模圆角部分为过渡区,材料变形较为复杂,除切向受压,径向受拉外,还承受到凹模圆角的压力和弯曲作用而产生压应力,材料通过凹模圆角后,受到单向拉应力作用,料厚变薄,但由于凸缘上材料在流动时增厚,所以筒壁上部材料变厚而下端变薄。在凸模圆角稍上处,材料变薄最多,且此处加工硬化程度最低,强度提高最少,在实际生产中成为最易破裂的“危险断面”。凸模底部材料受到平面双向拉伸,变形也为双向伸长,但受到凸模摩擦力的阻止,故变薄较小。
其他几何形状的拉深件,变形区的位置、变形的性质及分布、毛坯各部位的应力状态、分布规律等与圆筒形件均有一定的差异。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。