



高速钢淬火通常包括预热、淬火加热和冷却3个步骤。高速钢淬火与其他工具钢淬火目的不同,高速钢淬火不仅仅是为了得到高硬度的淬火组织,而且还必须使大量的碳化物溶入基体,使基体充分合金化,从而保证淬火后热硬性和在回火时得到最高的二次硬化效果。因此,高速钢淬火应该尽量选择较高的淬火加热温度和较长的保温时间,但是同时应该保持高速钢的晶粒度尺寸在合理的范围之内,不应过分粗大。高速钢淬火冷却过程中应采用较快的冷却速度,保证高速钢基体淬硬,同时还要保证在冷却过程中不从基体中析出碳化物或少析出碳化物,但为避免产生淬火裂纹和产生较大的淬火畸变,应该适当控制淬火冷却速度。
1.高速钢的淬火加热
(1)高速钢淬火预热 高速钢淬火预热的一个目的是为了减少热冲击,从而减少工具的淬火畸变和淬火开裂的危险。由于高速钢的淬火温度很高,工具直接从冷状态加热到1200℃以上的温度会产生很大的热冲击。特别是尺寸较大的工具,预热可以使工具表面与心部的温差减少到最小;在盐浴中预热时,工具进入预热炉初期会在工具表面形成凝固的盐浴套,使工具加热更趋缓慢,因而热冲击更小。再者,由于奥氏体在Ac1点开始形成,因此预热到750℃以上,高于Ac1点温度,所以预热可以减少淬火加热工序由于相变产生的附加应力。
高速钢淬火预热的另一目的是减少在淬火温度的保温时间,从而减少淬火高温加热时的脱碳。如果冷工具直接进入高温盐浴炉,工具必须经过加长的保温时间才能热透。工具在高温盐浴中长时间停留,增加了工具表面产生脱碳的危险。
高速钢的导热性差,工件不容易热透,淬火加热前必须进行预热,一般要进行两次预热。高速钢工具在盐浴炉中预热的具体规范如下:
1)低温预热。450~500℃,保温时间按工具的有效厚度计算:1~1.5min/mm(空气炉);600~650℃,保温时间按工具的有效厚度计算:0.8~1.0min/mm(盐浴炉)。
2)中温预热。800~850℃,保温时间按工具的有效厚度计算:0.4~1.0min/mm(盐浴炉)。
3)高温预热。1050~1100℃,保温时间与淬火加热时间相同。
尺寸不大、形状简单的工具可以采用一次预热。对大多数工具来说,以二次预热为好。这有利于减少淬火畸变和开裂,而且第一次预热烤干工具表面的水分,工具进入盐浴炉时不会产生盐浴溅射现象,生产更加安全。
也可采用三次预热的方法,即再增加一次高温预热。高温预热可以使工具表层与心部温差更小,更有利于减少工具的畸变与开裂,同时可以适当缩短淬火加热时间,有利于减少工具表面脱碳。
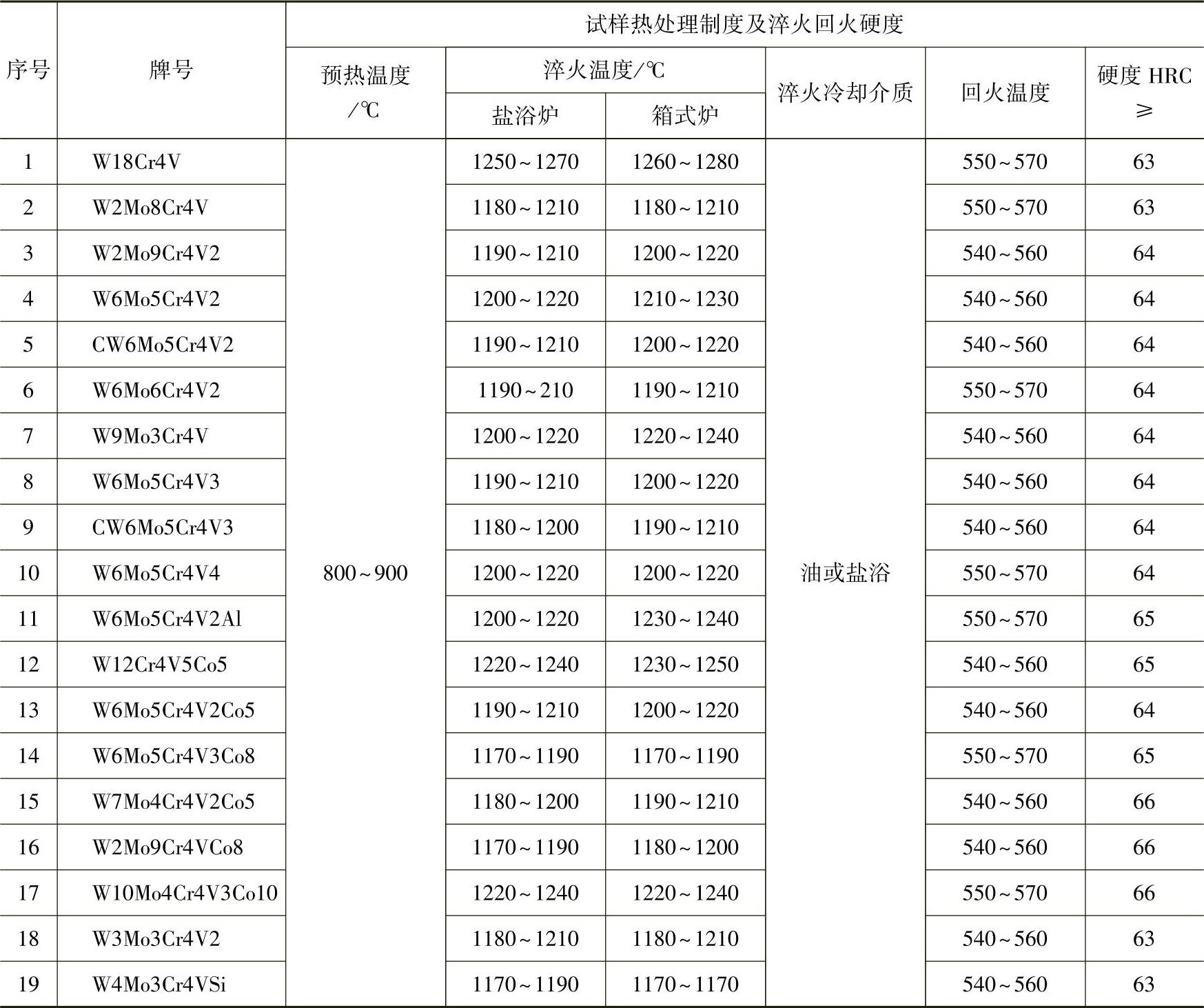
(2)高速钢淬火加热温度 淬火加热温度是高速钢淬火过程中最重要的工艺参数,因此必须进行非常认真的选择。高速钢的淬火加热温度首先是由高速钢的牌号和成分决定的,现行高速钢国家标准中推荐的高速钢的淬火加热温度、回火温度、淬火回火后的硬度数据见表3-15。对一些国内应用较少的高速钢牌号,如高碳高速钢、高碳高钒高速钢以及钴高速钢可以参考该表的淬火加热温度;对国内应用较多的通用型高速钢,由于长期应用,有比较成熟的经验,因此可以针对具体的产品选择最佳的淬火加热温度。
表3-15 几种高速钢的淬火温度和淬火回火的硬度
同一牌号的高速钢由于炉号和批次的不同,在同样的淬火加热温度下有不同大小的晶粒度,因此选择的淬火加热温度会有所不同。图3-30所示为国外对150个炉号、900个试样试验的结果,不同炉号的W18Cr4V高速钢和W6Mo5Cr4V2高速钢最佳淬火加热温度分布的比率。由图3-30可见,最佳晶粒度的淬火加热温度范围很广,中间有一个分布概率最高的温度。所以在选择淬火加热温度时不仅根据高速钢的牌号选择,最好还要根据具体炉号来确定。在国外较多的做法是长期统计高速钢化学成分与淬火温度和晶粒度之间的关系,这样就可以根据某批次高速钢的化学成分来确定淬火温度了。
在选择高速钢的淬火加热温度时也要考虑工具的种类和规格,专门针对具体加工对象制造的工具还必须考虑到被加工材料的可加工性和切削规范等使用条件选择最佳的淬火加热温度。高速钢淬火加热温度的选择还与采用的加热设备有关,采用盐浴炉、空气炉和真空炉所采用淬火加热温度有所不同。
在高速钢进行淬火加热时,随着淬火加热温度的升高,碳化物不断地溶入高速钢的基体,高速钢中残留碳化物的数量逐渐减少。图3-31所示为W18Cr4V和W6Mo5Cr4V2两种高速钢在淬火加热时,钢中的碳化物数量逐渐减少的情况。W18Cr4V高速钢中的碳化物数量淬火加热前在25%以上,加热到1300℃时,只有15%左右。W6Mo5Cr4V2高速钢中的碳化物数量淬火加热前在20%以上,加热到1300℃时,大约有12%左右。
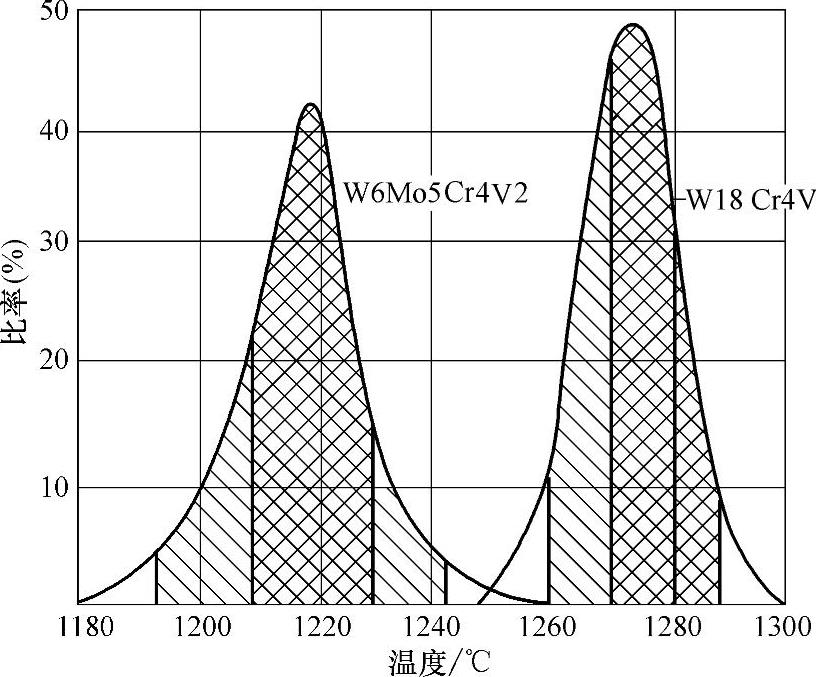
图3-30 不同炉号高速钢最佳淬火加热温度的分布
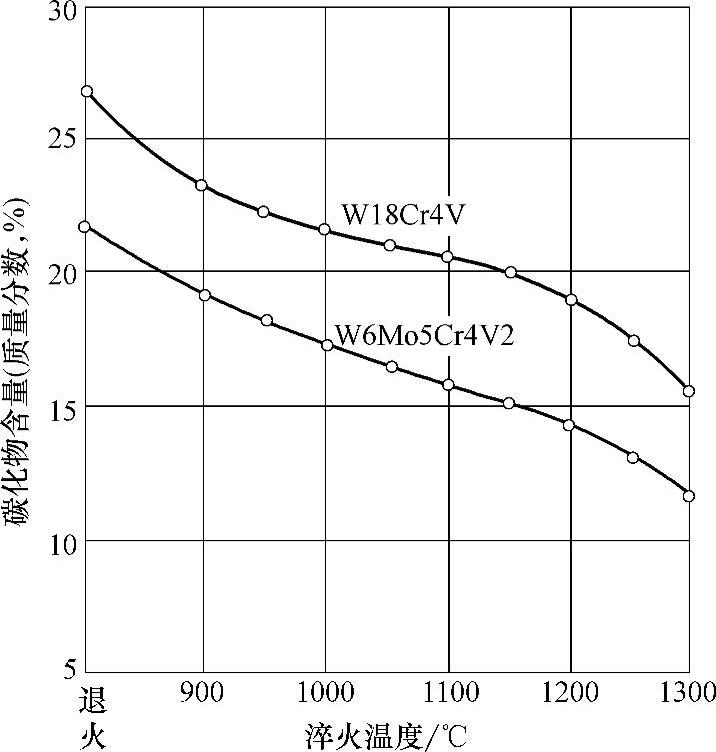
图3-31 高速钢碳化物的数量与淬火温度的关系
随着碳化物的不断溶入基体,高速钢基体中的C及W、Mo、Cr、V等合金元素的含量不断升高,这有利于淬火后形成的马氏体的耐磨性和热硬性的提高。
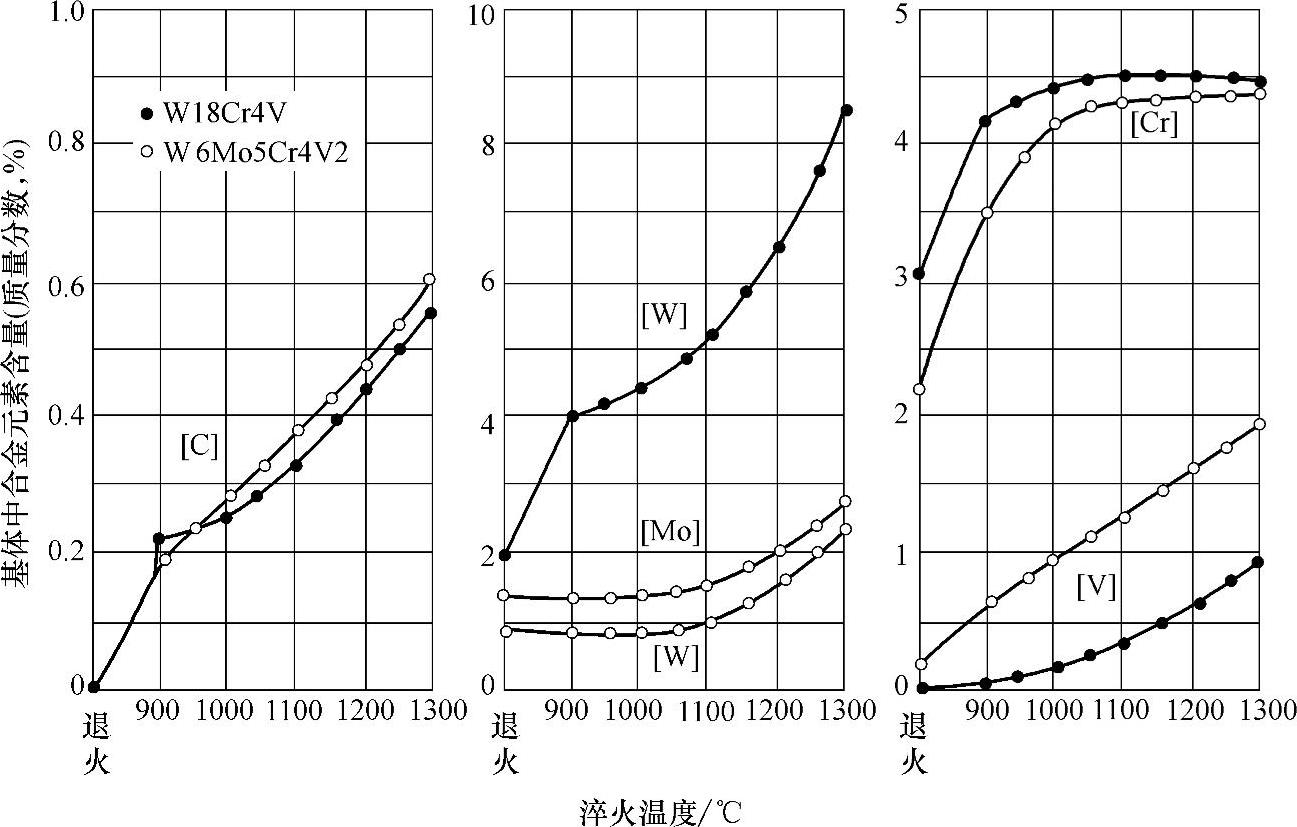
图3-32 高速钢基体中合金元素含量与淬火温度的关系
图3-32所示为W18Cr4V和W6Mo5Cr4V2两种高速钢中的C及W、Mo、Cr、V含量随着淬火温度的升高而升高的情况。基体中C的含量几乎随着淬火加热温度的升高而直线上升。Cr的含量随着淬火温度的升高而增加,高于1100℃Cr含量不再增加,说明Cr的碳化物在1100℃几乎全部溶入基体。W、Mo、V的含量随着淬火加热温度的升高而不断上升,直到1300℃其含量还在增加,说明此时这些碳化物只是部分溶入基体,尚未完全溶解。
淬火加热温度的升高使碳化物不断溶入基体,基体的碳和合金元素的含量不断升高,因此淬火后的硬度、强度和热硬性升高,但是淬火加热温度的升高会导致晶粒粗大,因此高速钢的韧性下降。
高速钢的淬火加热温度对淬火后硬度的影响如图3-33所示,W6Mo5Cr4V2高速钢伴随淬火加热温度的升高,淬火硬度不断升高,淬火加热温度到达某一温度时,淬火硬度达到最高值,再继续升高淬火加热温度,则淬火组织中残留奥氏体数量大大增加,因此淬火硬度开始下降。
淬火加热温度对高速钢热硬性的影响如图3-34所示,伴随淬火加热温度的升高,高速钢的热硬性不断升高。W18Cr4V高速钢淬火加热温度从1200℃升高到1325℃时,600℃4次回火后的硬度从约57HRC升高到约62HRC;650℃4次回火后的硬度从52HRC升高到56HRC。
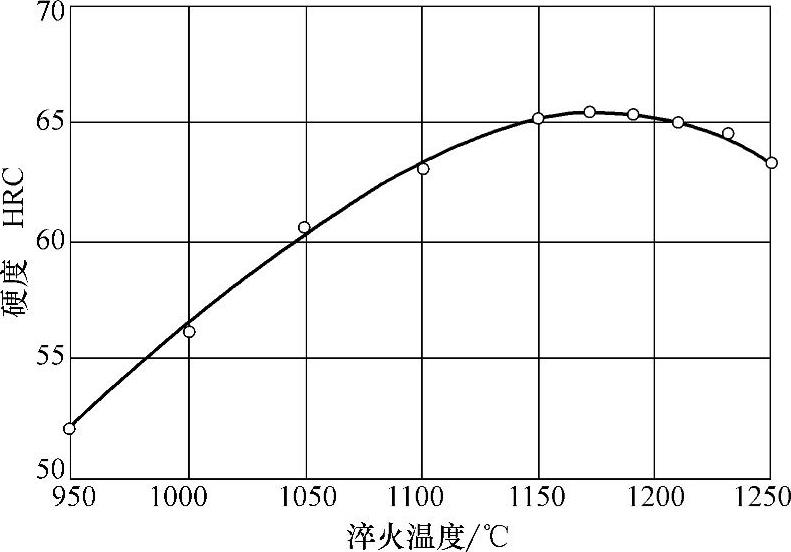
图3-33 W6Mo5Cr4V2高速钢硬度与淬火温度的关系
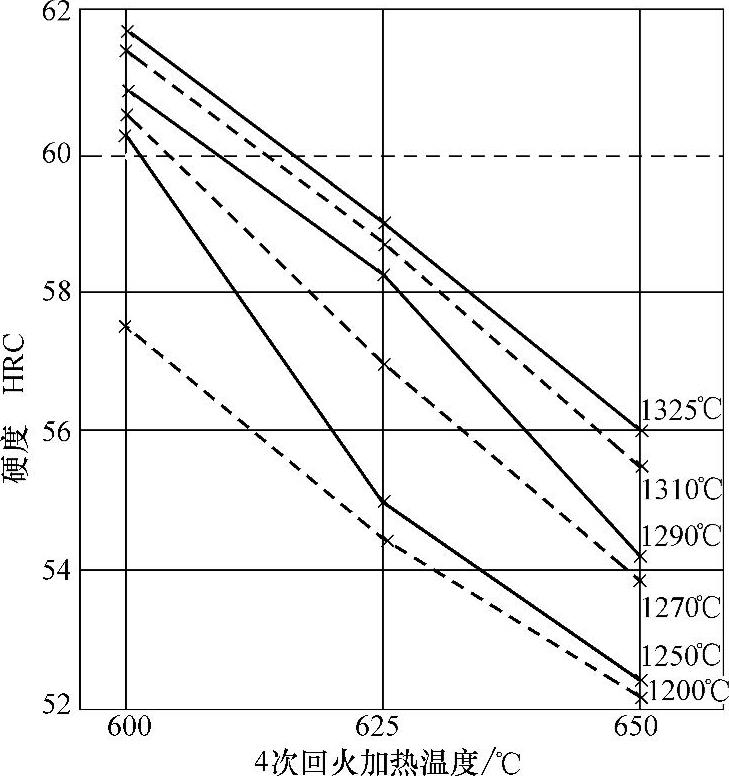
图3-34 W18Cr4V高速钢的热硬性与淬火温度的关系
(3)高速钢淬火加热保温时间 高速钢淬火加热保温时间与淬火加热温度一样会影响高速钢的奥氏体化程度,影响碳化物的溶解和基体的合金化,影响高速钢的硬度、热硬性和韧性及晶粒度的大小,进而影响工具的寿命。只是这种影响与淬火加热温度的影响相比,作用要小一些。淬火加热温度与保温时间对淬火效果的影响,可以用淬火参量公式来表达。
P=T(37+lgt)(3-1)
式中 P——淬火参量;
T——淬火加热温度(℃);
t——淬火加热时间(min)。
式(3-1)中的淬火参量P代表了淬火加热温度和保温时间的综合作用,也可以认为是高速钢奥氏体化的程度。由式(3-1)可见,高速钢奥氏体化程度(淬火参量P)与淬火加热温度是正比关系,而与淬火加热保温时间的影响是对数关系,因此淬火加热温度的影响要比淬火加热保温时间的影响大。但是,在淬火过程中无论淬火加热温度和保温时间怎样变化,只要淬火参量相同,那么高速钢奥氏体化的程度就应该是相同的。由此看来,国外采用的高温短时间加热和低温长时间加热的淬火方法都是合理的,只要淬火参量相同,奥氏体化的程度应该是一样的。
图3-35所示为淬火参量与碳化物量和残留奥氏体量的关系。由图3-35可见,伴随淬火参量的增大,淬火后高速钢中残留碳化物的数量不断减少,而残留奥氏体的数量不断升高。
国外曾对淬火加热保温时间的计算进行过详细的研究,以切削试验时最高的切削寿命为准,确定最佳的淬火加热保温时间。切削试验采用7mm×8mm×2.5mm的刀片,共对4个牌号的高速钢进行了2653次切削试验,每个试验重复4~7次,最后取工具寿命的平均值,并且采用了不同的切削速度进行切削试验。图3-36所示为W18Cr4V高速钢在1275℃加热时,淬火加热保温时间对刀片寿命的影响,随着淬火加热保温时间的加长,刀片的寿命不断升高,到达一定保温时间以后,刀片的寿命开始下降。在这种试验条件下,W18Cr4V高速钢刀片在1275℃加热、保温3.5min时,寿命最高。
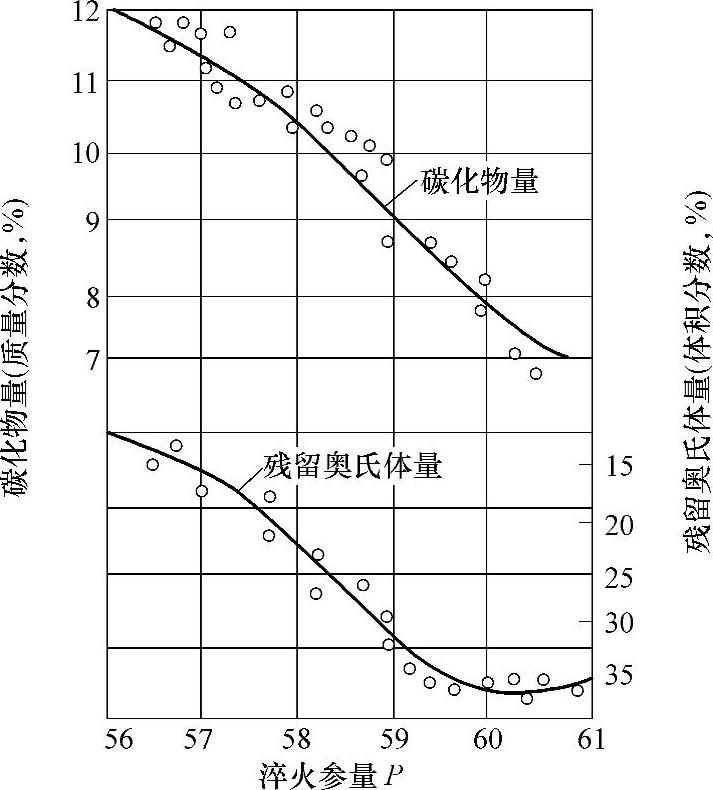
图3-35 淬火参量与碳化物量和残留奥氏体量的关系
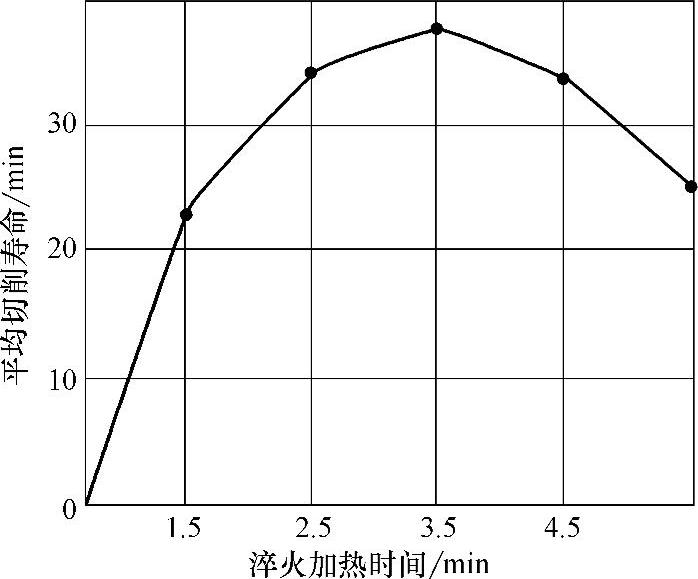
图3-36 淬火加热时间对W18Cr4V 高速钢刀片寿命的影响
通过切削试验确定高速钢的淬火加热保温时间与切削性能之间存在一定的规律性,最佳淬火加热保温时间随着淬火温度的升高而缩短。通过切削试验证实了下列关于高速钢淬火加热保温时间的公式是可靠的。
t总=t透+t溶(3-2)
t透=kV/F(3-3)
式中 t总——总加热保温时间;
t透——工具的热透时间;
t溶——碳化物溶解时间;
V——工具的体积,V=abc;
F——工具的表面积;F=2(ab+bc+ca);a、b、c——工具的边长。
也就是说,总的淬火加热保温时间包括工具热透的时间和碳化物溶解时间。工具热透时间与工具的体积与表面积之比成正比。
在生产实践中,高速钢的淬火加热时间通常以较为简单的方法进行计算,即以工具的有效厚度乘以加热系数来计算。有效厚度的计算方法,与碳素工具钢与合金工具钢的有效厚度计算方法相同。
高速钢在盐浴中的加热系数与淬火加热温度有关,通常的参考数据为:1150~1240℃加热时可选用10~12s/mm;1250~1300℃加热时可选用8~12s/mm。
淬火加热保温时间与淬火加热温度有密切关系。在美国和欧洲对高速钢工具曾经流行不同热处理技巧。例如:在德国曾流行过短时间加热的热处理方法;在美国则流行长时间加热的热处理方法。所谓的长时间加热的热处理方法的做法是把淬火加热温度降低7~10℃,把保温时间延长50%。这样不但可以减少工具的淬火畸变,而且可以增加工具加热的均匀性。
淬火加热系数只是作为单件加热时计算加热时间的依据,在实际生产大量装炉时,必须考虑到加热炉的类型、结构、功率、升温速度以及工具的装夹方式、装量大小、预热情况等因素来确定最终的加热时间。
2.高速钢的淬火冷却
高速钢的淬火冷却,从确保在冷却过程中碳化物不从奥氏体中析出,保证奥氏体的最高合金浓度的角度出发,应该是冷却速度越快越好。但从避免工具产生开裂和减少畸变的角度出发,冷却速度越慢越好。在实际生产中,往往都是在保证淬火硬度的前提条件下,尽量缓慢冷却,以免产生废次品。
为了更清晰地表述,可以把高速钢的淬火划分为没有中间停留的直接冷却淬火、有中间停留的分级淬火冷却淬火和等温冷却淬火3个部分来叙述。(https://www.xing528.com)
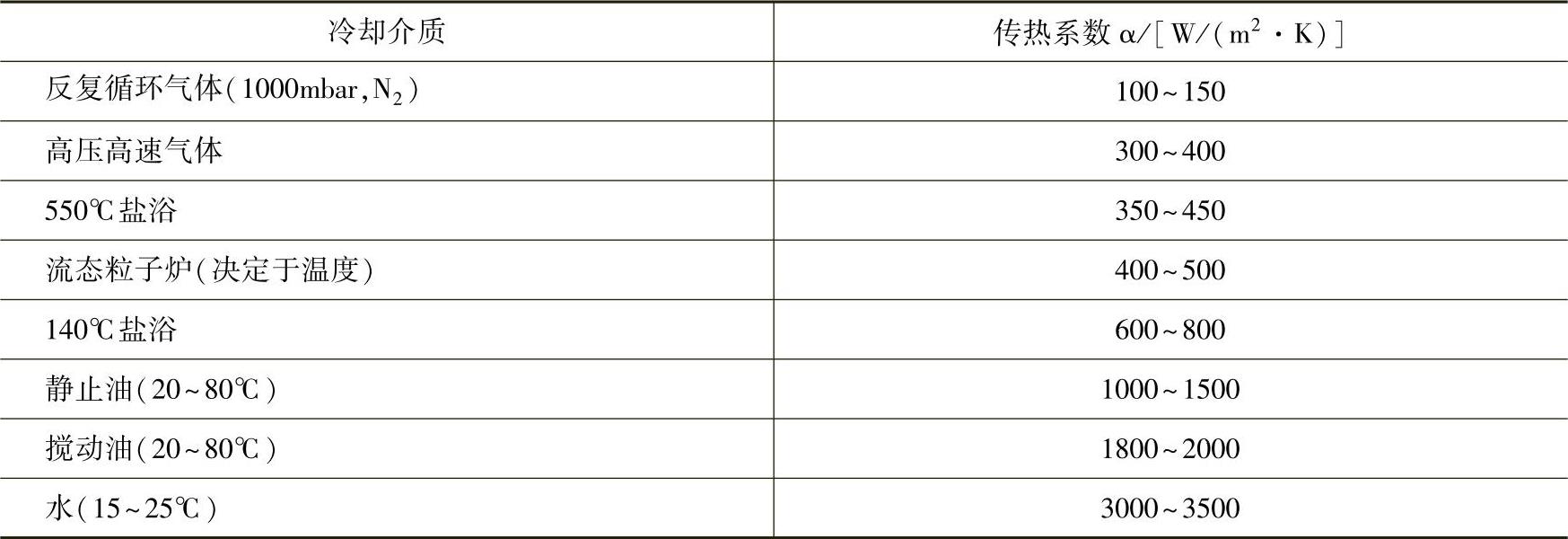
(1)高速钢的直接冷却淬火 直接冷却淬火就是在一种冷却介质中一直冷却到底,中间没有任何停留。为此必须选择适当的冷却介质,选择淬火冷却介质就是为了有足够的冷却速度,避免高速钢在冷却过程中有珠光体型软组织的产生,使高速钢可以完全淬硬。高速钢的淬火可以采用油冷、气冷、盐浴冷却等多种冷却方法,各种冷却介质和冷却方法的传热系数的比较见表3-16。冷却速度最快的是水冷,但水冷不适用于高速钢的淬火。油冷的冷却速度也比较快,是早期高速钢淬火常用的冷却介质。盐浴冷却速度足以保证高速钢的奥氏体完全可以淬硬,通常用作分级淬火和等温淬火的冷却介质。高压气体和高速气体的冷却速度已经可以达到、甚至超过盐浴的冷却速度,现在在真空热处理炉中应用已经很普遍。
1)油冷。油冷是较早采用的高速钢淬火冷却方法,特点是冷却速度快,可以使大尺寸的高速钢工具淬硬,淬火硬度和热硬性高;但是采用油冷淬火工具的畸变较大,容易产生淬火裂纹。现在油冷在专业工具厂大多用于车刀等形状简单或热硬性要求较高的切削工具。由表3-16可知,静止油的传热系数为1000~1500W/(m2·K),搅动后油的传热系数达到1800~2000W/(m2·K),搅动后油的冷却速度大幅度升高。油温升高会降低冷却速度,有时为了减少工具的淬火畸变,可以采用热油淬火。
2)气冷。较早的气冷淬火采用空气冷却,由于空气冷却速度较慢,只适用于尺寸很小的仪表钻头等小规格的高速钢工具。为了提高冷却速度可以采用风扇冷却,高速钢齿轮铣刀的毛淬火就是采用风扇冷却淬火的。现在真空气冷淬火已经大规模应用,但是采用的气体不是空气,而是采用氮气、氩气等惰性气体。采用氮气作为冷却介质,在高压或大流量的情况下,冷却速度大幅度提高(表3-16),高压气淬的冷却速度接近盐浴的冷却速度,可以使尺寸达到100mm的高速钢工具完全淬硬。根据工具种类和规格大小的不同,可以选择采用常压气淬、2bar的压力气淬、5~6bar的高压气淬,甚至10bar和20bar的超高压气淬。现在真空炉的高压气淬或大流量气淬完全适用于各种尺寸高速钢工具的淬火冷却。
表3-16 不同淬火冷却介质传热系数比较表
(2)高速钢的分级淬火 高速钢的分级淬火,是把高速钢工具从淬火加热温度直接浸入到500~650℃的熔盐中保温一定时间(保温时间通常与淬火加热保温时间相同),然后在空气中冷却。分级淬火比油冷淬火的淬火畸变小,并减少了产生淬火开裂的危险,是国内专业工具厂大多数高速钢工具的淬火冷却方法。分级淬火在国外也是高速钢淬火普遍采用的冷却方法,但是世界各国在分级冷却温度方面有较大差别。
我国专业工具厂高速钢工具的分级淬火冷却温度绝大多数采用580~620℃的盐浴分级冷却。在实际生产中,由于高温的工件不断浸入分级冷却的盐浴中,盐浴温度不断上升,常常超过分级温度的上限,个别情况下甚至超过700℃。过高的分级温度是否会影响到工具的寿命,是否有必要控制分级温度,这是工具生产中的重大技术问题。
英国、德国、瑞士、日本等国家一般都采用400~550℃的分级冷却,即使长时间使用,盐浴的温度也一般不会超过600℃。美国采用的分级温度多为540~650℃。苏联也曾采用600℃左右的分级温度,但从20世纪70年代开始把高速钢的分级冷却温度升高到650℃,最高甚至达到675℃。
高速钢的分级淬火冷却温度有西方的400~550℃的低温分级冷却、我国的600℃左右的中温分级冷却和苏联的650~675℃的高温分级冷却三种情况。400~550℃的低温分级淬火,可以减少碳化物的析出并保持淬火马氏体组织有较高的合金度,有利于得到较高的工具寿命。650~675℃的高温分级淬火的优点是可以减少工具的淬火畸变。
苏联原来也是采用600℃左右的分级冷却温度,20世纪70年代苏联对高速钢分级淬火进了多次试验,先后对6种高速钢进行了550℃~700℃,保温时间10~60min的全面分级冷却试验。测定了分级淬火后高速钢的硬度、热硬性、强度、残留奥氏体和电阻率等参数,并进行了切削试验。试验结果认为分级淬火温度的升高,直到650℃和675℃,对高速钢淬火回火硬度、热硬性和强度的影响不大;对残留奥氏体和电阻率的影响也不大,并由此推断升高分级温度并未引起基体的碳化物析出和合金元素及碳含量的减少;同时在工厂的生产条件下对高速钢工具进行了切削试验,认为高速钢分级淬火冷却温度的升高未对高速钢工具的切削性能产生显著影响;而升高淬火分级冷却温度可以减少工具的淬火畸变,因此建议把高速钢工具淬火分级冷却温度升高到650℃,最长保温时间为60min或675℃,最长保温时间为30min。全苏工具科学研究院等单位的学者在《金属学与金属热处理》(МиТОМ)杂志上先后发表了4篇文章,向全苏联的工具厂推荐这种高温分级淬火的热处理工艺。
鉴于苏联和欧美国家在高速钢淬火分级温度上的明显差异,本书作者曾经组织了全国5家专业工具厂,并亲自进行了高速钢分级淬火冷却规范对高速钢组织和性能影响的试验,系统地测定了W18Cr4V和W6Mo5Cr4V2两种国内常用高速钢在不同的分级冷却规范下的各种物理和力学性能,并进行了严格的切削试验。试验的结果说明,苏联的试验结论仅仅在试样尺寸较小时才接近正确,试样的尺寸加大,试验的结果有所不同。
苏联的试验中忽略了一个非常重要的因素,那就是试样尺寸的大小的影响。由于小尺寸试样在分级冷却时很容易冷透,因此即使在较高的分级温度下高速钢的硬度和热硬性等性能也不会显著下降。如果试样尺寸较大,在分级淬火冷却时,试样的冷却速度会大大下降,试样不容易冷透,在较高的分级温度停留时就会产生碳化物析出现象,因此硬度、热硬性和切削性能等都会显著下降。
在本书作者和专业工具厂的试验中,试验材料为W6Mo5Cr4V2高速钢,用ϕ10mm、ϕ20mm、ϕ40mm、ϕ65mm、4种尺寸大小不同的试样分别在600℃、650℃、675℃、700℃4种分级冷却温度下进行分级冷却淬火。
分级冷却温度对硬度影响的试验结果如图3-37所示,当分级冷却温度由600℃升高到700℃时,ϕ10mm×10mm小试样的淬火回火硬度由约67HRC下降到66HRC,仅仅下降不到1HRC;ϕ65mm×65mm较大尺寸试样的硬度则由约67HRC下降到约62HRC,下降了5HRC,已经低于国家标准规定的工具产品硬度下限,应该是不合格产品。同时,由图可见,试样的尺寸越大,伴随分级冷却温度升高,硬度下降越剧烈。

图3-37 分级温度和试样尺寸对高速钢淬火回火硬度的影响
由此可见,分级冷却温度的升高对小尺寸试样的硬度影响很小,但是分级冷却温度的升高对大尺寸试样硬度的影响就相当明显,而且试样尺寸越大,硬度下降越明显,这一点与苏联的试验结果不同。
分级冷却温度的升高对热硬性的影响如图3-38所示,分级冷却温度的升高对小尺寸试样的热硬性几乎没有影响,但是分级冷却温度的升高对大尺寸试样的热硬性影响非常显著,试样尺寸越大,热硬性下降性越显著。由图3-38可见,当分级冷却温度由600℃升高到700℃时,ϕ10mm×10mm小尺寸试样的热硬性仅仅下降约0.5HRC,而ϕ65mm×65mm大尺寸试样的热硬性由约57HRC下降到约55HRC,下降了约2HRC。试样尺寸越大,伴随分级冷却温度的升高,热硬性下降越剧烈。
试验还测定了分级冷却温度升高对高速钢电阻率的影响,如图3-39所示。伴随分级温度的升高,高速钢的电阻率逐渐下降;分级保温时间越长,电阻率下降越明显;保温20min的试样,电阻率伴随分级温度的升高,下降非常剧烈。电阻率的下降说明高速钢马氏体合金元素的浓度下降,也说明有碳化物从基体中析出。
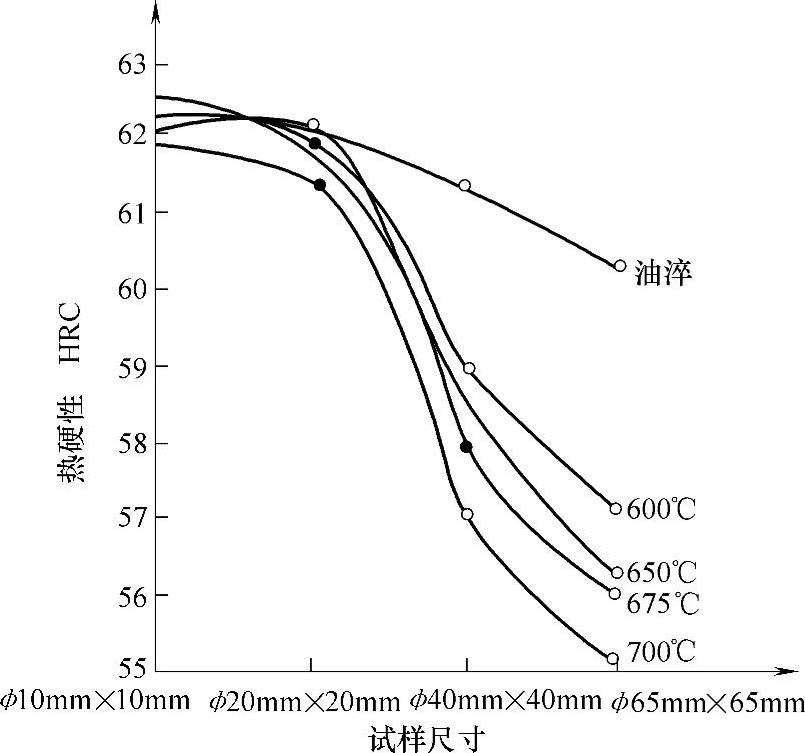
图3-38 分级冷却温度和试样尺寸对高速钢热硬性的影响
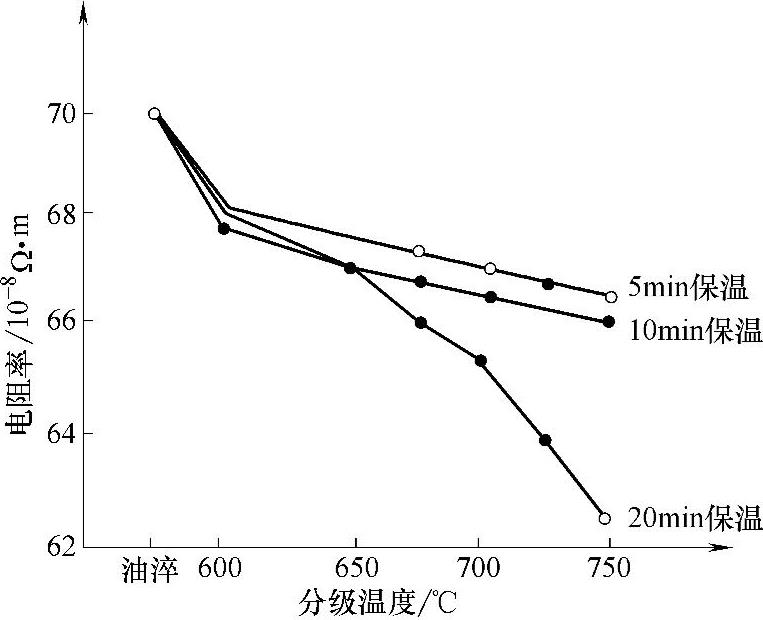
图3-39 分级温度对高速钢电阻率的影响
试验中还测定了分级冷却温度对残留奥氏体量的影响,如图3-40所示。伴随分级温度的升高,高速钢残留奥氏体量不断减少。这是由于在较高的分级温度下,有碳化物从基体析出,导致基体的碳含量下降,钢的马氏体开始转变温度Ms点升高,因而马氏体转变量增加,致使残留奥氏体量减少。在试验中发现伴随分级冷却温度的升高,高速钢的晶界不断加宽,这也是碳化物沿晶界析出的结果。
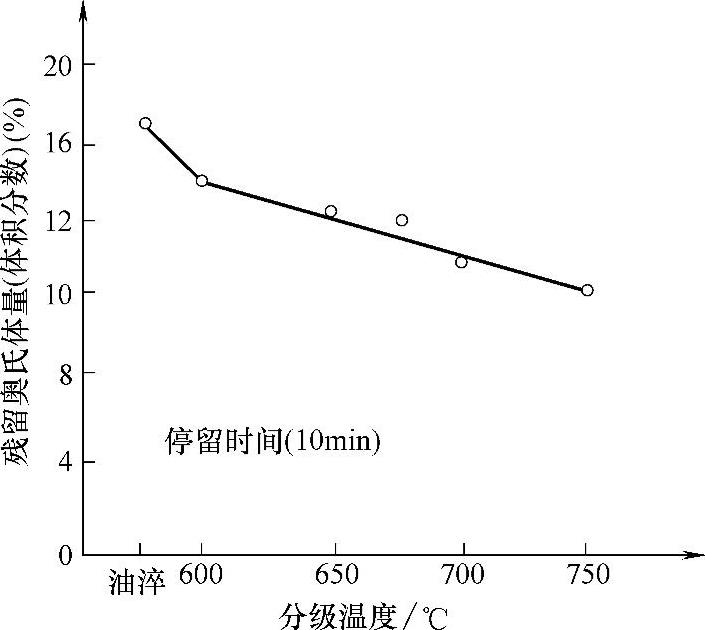
图3-40 分级温度对高速钢残留奥氏体量的影响
伴随分级冷却温度的升高,高速钢的电阻率下降,残留奥氏体量减少,晶界加宽,这都说明有碳化物从高速钢基体中析出。由于碳化物析出降低了基体的合金度,因而导致高速钢的硬度和热硬性也伴随分级冷却温度的升高而显著下降,最终导致高速钢的切削性能下降。
为了试验分级冷却温度对高速钢切削性能的影响,在国家刀具检测中心进行了严格的切削试验。试验采用W18Cr4V高速钢车刀,被切削材料为45钢和硬度较高的CrMn钢。为了避免被切削坯料内外硬度不均及切削过程中坯料尺寸逐渐变小的影响,所有试验的车刀对坯料进行轮流、分层、分段切削。试验结果如图3-41所示。伴随分级冷却温度的升高,高速9钢车刀的切削长度不断减少;W18Cr4V高速钢的分级冷却温度由600℃升高到675℃,车刀的寿命下降了15%~20%。
关于高速钢在奥氏体冷却过程中碳化物析出国外早有很多论述。Ю.А.Геллер在早年的《工具钢》专著中就曾指出,奥氏体化的高速钢在珠光体区停留有碳化物析出,会使高速钢的硬度和热硬性下降,停留温度越高,影响越大。在700℃停留5~10min,即有碳化物析出。在625℃停留10min就会降低热硬性。G.R.罗伯茨在其《工具钢》专著中指出,高速钢的过饱和固溶体从淬火加热温度冷却下来时,有一种从奥氏体析出碳化物的直接倾向。这是因为在冷却到低温时,W、Mo、Cr、V、C的溶解度降低,使奥氏体成过饱和固溶体,因此碳化物析出倾向强烈。在760~650℃温度区间,奥氏体转变的趋势最快,并预先或同时有碳化物析出。因此在高速钢进行分级淬火时,如果分级冷却温度过高,保温时间过长,肯定会引起碳化物析出。
苏联的试验认为,提高高速钢分级淬火冷却温度对高速钢的性能没有影响,可能是因为试验采用的都是尺寸较小的试样(测定硬度和热硬性的试样的尺寸采用断面10mm×10mm的样品),因此分级淬火冷却温度的升高未能显现出对高速钢的硬度和热硬性有明显的影响。本书作者试验中的小尺寸试样(ϕ10mm×10mm)的淬火硬度和热硬性受分级冷却温度升高的影响很小,也可以说几乎不受分级冷却温度的影响,这和苏联的试基本上验结果是一致的。但是,如果试样尺寸加大,例如ϕ65mm×65mm的试样,伴随分级淬火冷却温度的升高,高速钢的淬火回火硬度和热硬性急剧下降。由此可见,对尺寸较大的高速钢工具分级淬火冷却温度的影响是不可忽视的。
在苏联的上述系列试验的结果发表以后,苏联又有人进行了同样的试验,却得出来不同的结论。该试验的结论是在较高的温度下进行较长时间的分级保温,会导致自高速钢基体中析出碳化物,降低基体的合金度,因而会降低高速钢工具的寿命。他们因此建议采用较低的分级冷却温度淬火,建议把高速钢淬火分级冷却的规范确定为:600℃,保温5~20min;625℃,保温5~15min;650℃,保温10min。
关于高速钢分级冷却温度对高速钢工具寿命的影响,在WilliHaufe所著的《工具钢的热处理》一书中,早已提供了系统的试验数据。图3-42所示为3种高速钢在盐浴中的分级冷却温度从250℃一直升高到950℃时,高速钢工具寿命(耐用度)的变化情况。分级冷却温度从250℃升高到550℃,工具的寿命变化很小;当分级冷却温度高于550℃以后,伴随分级冷却温度的升高,高速钢工具的寿命急剧下降。
本书作者曾于2014年在《工具技术》杂志上发表了《关于高速钢分级淬火冷却温度的讨论》一文,对高速钢分级淬火冷却的诸多技术问题进行了比较详细的讨论。对绝大多数高速钢工具来说,为保证工具能够得到高的寿命,应该尽量选择较低的分级淬火冷却温度;对某些淬火畸变要求非常严格的高速钢工具可以适当升高分级冷却温度,但这可能对工具的寿命有一定的损失。
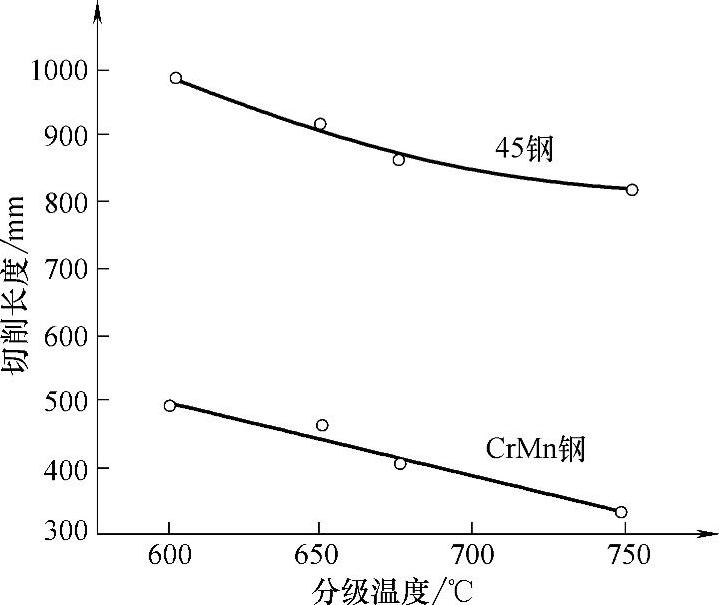
图3-41 分级冷却温度对高速钢车刀切削性能的影响
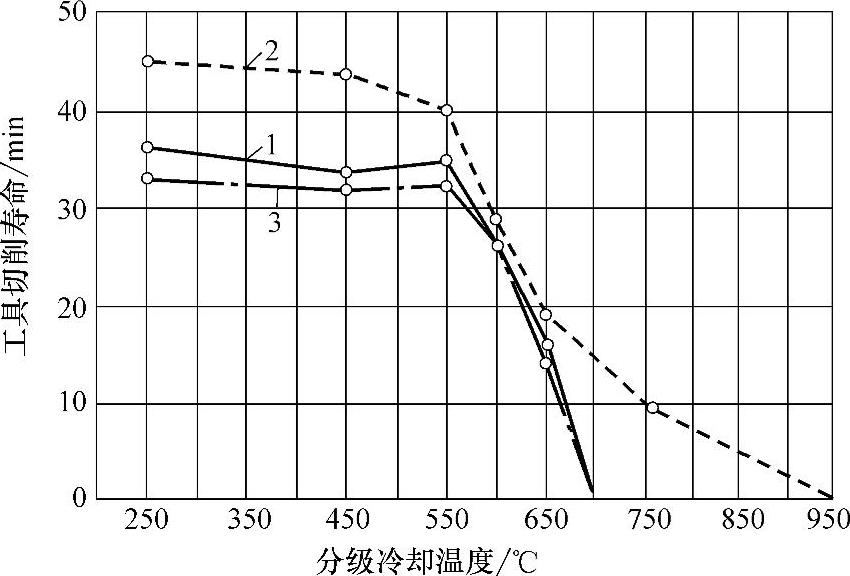
图3-42 淬火分级冷却温度对高速钢切削性能的影响
注:试样材料及热处理情况为

现在国内外普遍采用的单一的分级淬火冷却温度,即不管什么高速钢工具,分级淬火的冷却温度都是相同的。实际上,高速钢工具的分级淬火冷却温度应该根据工具的品种、规格的不同有所差别才是合理的。对耐磨性和热硬性要求非常高,而对淬火畸变要求又不太严格的切削工具(如车刀等)应该尽量采用低的分级冷却温度;对耐磨性和热硬性要求不太高的切削工具,而对淬火畸变要求又非常严格的切削工具可以适当升高分级淬火冷却温度。
同时,高速钢工具的分级淬火冷却温度还应该根据工具尺寸的大小有所区别。小尺寸高速钢工具在分级盐浴中很容易冷透,因此可以适当升高分级淬火冷却温度。大尺寸高速钢工具由于在分级盐浴中不容易冷透,因此应该尽量避免采用较高的分级冷却温度。
高速钢的分级淬火盐浴随着高温工件的不断浸入,温度不断升高,却无法降温,因此如何控制分级冷却盐浴的温度上限也是国内工具行业的一个技术难题。从这个角度出发采用400~550℃的低温盐浴是可取的,因为根据国外的经验,这种盐浴长期使用温度一般不会超高600℃。
(3)高速钢的等温淬火 等温淬火主要用于形状复杂及容易产生淬火畸变和淬火开裂的高速钢工具。高速钢等温淬火的等温温度比分级淬火的分级温度更低,保温时间更长。进行等温淬火的工具最好先在分级盐浴中冷却,然后再冷却到贝氏体转变区作等温停留。通常高速钢等温淬火的等温温度为240~260℃,等温时间为60~240min,有时也采用稍短的等温时间。
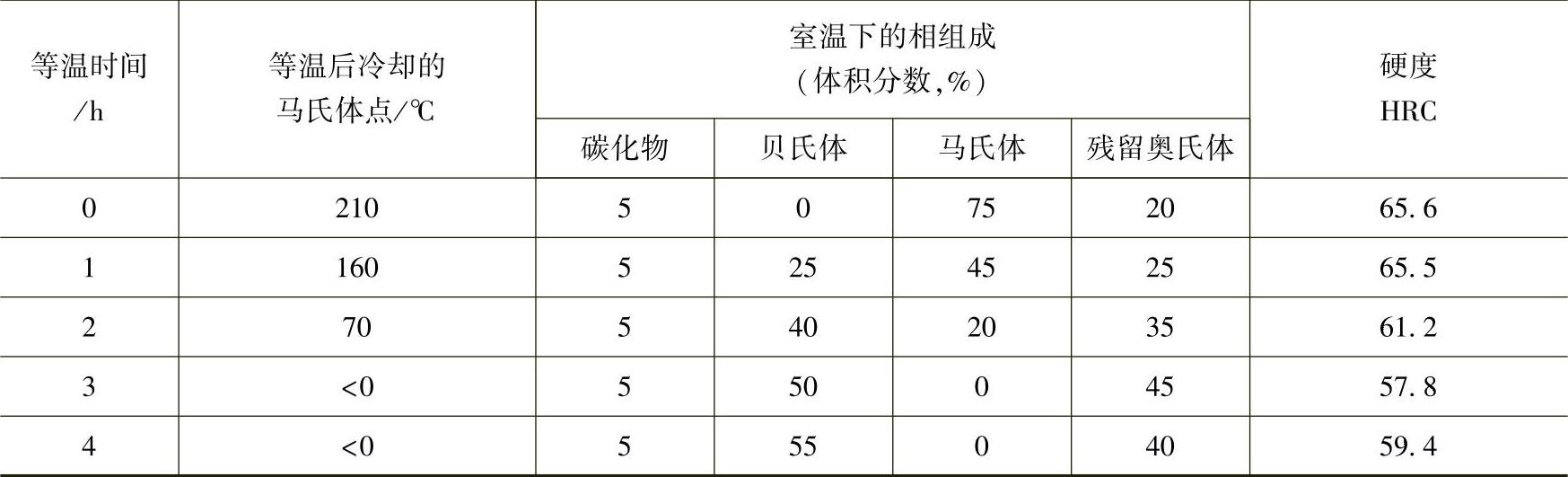
等温淬火形成的组织与分级淬火的组织不同,分级淬火形成的组织是马氏体和残留奥氏体,而等温淬火形成的组织是贝氏体和残留奥氏体。表3-17显示了奥氏体状态的W18Cr4V高速钢在260℃等温1~4h时,等温时间对形成的贝氏体数量和硬度影响。随着停留时间的延长,贝氏体含量增加,马氏体含量减少,残留奥氏体含量增加。大量贝氏体的形成可以显著地提高高速钢的韧性,但钢的硬度有所下降。
表3-17 高速钢淬火等温温度对室温下组织的影响
国内某工具厂对W9Mo3Cr4V高速钢的等温淬火规范进行了比较全面的试验,测定了等温淬火的等温温度和等温时间对高速钢淬火硬度、多次回火后的硬度及热硬性的影响,测定了等温温度和等温时间对抗弯强度和韧性对影响,还测定了等温温度和等温时间对显微组织的影响,从而选出了最佳等温温度和等温时间。
等温温度对W9Mo3Cr4V高速钢淬火硬度、淬火并多次回火后硬度和热硬性的影响如图3-43所示,伴随等温温度的升高,等温后的淬火硬度急剧下降,等温淬火后的硬度值较低,必须经过多次回火,甚至4~5次回火后才能得到较高的硬度(图中的Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ代表回火次数)。由图3-43可见,热硬性曲线接近水平状态,说明等温温度对等温淬火后高速钢的热硬性影响较小。
等温时间对W9Mo3Cr4V高速钢淬火硬度、淬火并多次回火后的硬度和热硬性的影响如图3-44所示,270℃等温时,等温时间由0.5h、1h、2h,增加到4h,伴随等温时间的延长,淬火硬度急剧下降;长时间等温淬火后,高速钢的硬度很低,必须进行多次回火硬度才能升高。伴随回火次数(图中的Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ代表回火次数)的增加,硬度不断升高,4~5次回火后硬度才达到较高值。图中的水平线显示等温时间的延长对热硬性的影响很小。
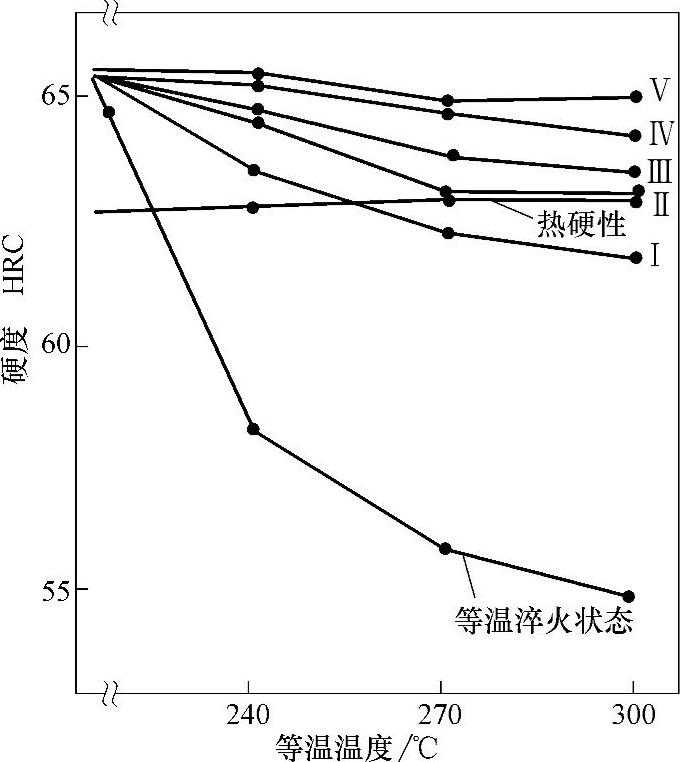
图3-43 等温温度对W9Mo3Cr4V高速钢硬度和热硬性的影响
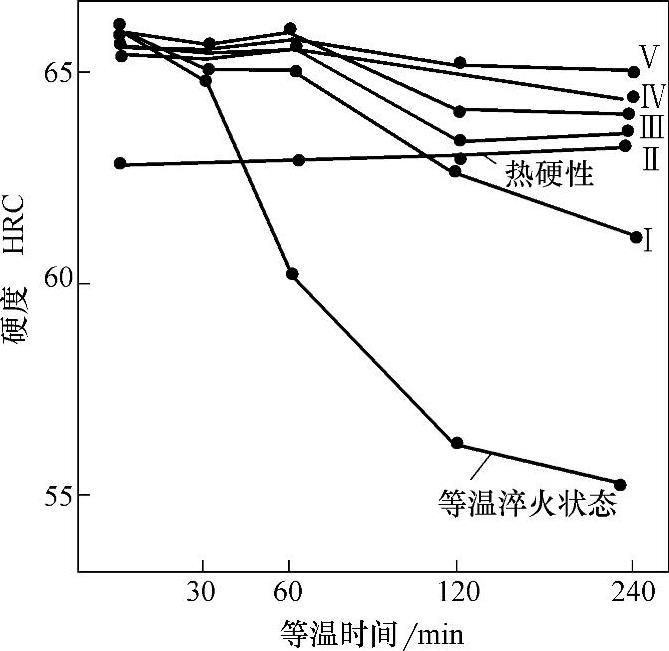
图3-44 等温时间对W9Mo3Cr4V高速钢淬火和回火硬度及热硬性的影响
试验同时还测定了等温温度和等温时间对W9Mo3Cr4V高速钢的抗弯强度和冲击吸收能量的影响,并检测了等温淬火后高速钢的显微组织,综合各种试验结果确定,W9Mo3Cr4V高速钢的最佳等温淬火温度为270℃,最佳等温时间为2h。
等温淬火特别适用于容易产生淬火畸变的工具,但是必须有合理的等温规范才能使淬火畸变减少到最低程度。国内某厂的W18Cr4V高速钢ϕ10mm×310mm细长的直柄钻头,原工艺采用400℃保温4min后,在280~300℃等温15~20min的工艺,淬火后弯曲超差70%,废次品率很高。经试验改用新的等温处理规范:工具等温淬火冷却时先在600℃分级盐浴中保温4min,然后再在260~280℃盐浴中等温120min。采用新的等温淬火规范淬火后,钻头的弯曲超差仅为原来的1/3~1/2,见表3-18。采用新的等温淬火规范后,工具的淬火后畸变的合格率由原工艺的30%上升到最高90%多。伴随等温时间的延长,淬火后的畸变合格率不断升高,由60min等温的54%,上升到150min等温的92%。同时,贝氏体等温淬火由于淬火组织中残留奥氏体量多,塑性好,有利于室温矫直,废次品率下降。
表3-18 不同等温时间对贝氏体处理钻头淬火畸变的影响

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。