



1.涂装生产线漆膜修补工艺流程
涂装生产线涂膜修补工位布局如图3-26所示。
涂装生产线涂膜修补,主要为修补面漆后产生的各种质量问题,如缩孔、针孔、颗粒、发花等,其主要的工艺流程如下:
检查车身—确认缺陷位置—打磨抛光—擦净—对补漆位置边缘进行遮蔽—补漆—红外烤灯(或热风枪)对缺陷位置进行烘干—用压缩空气吹凉补漆部位并进行打磨—打磨位置抛光—抛光影消除—擦净车身—交车。在整个工艺流程中应特别注意以下几点:
(1)检查车身的正确路线“S”形检查,即由上到下检查并进行圆打磨,以确保无遗漏,如图3-27所示。

图3-26 涂装生产线涂膜修补工位布局
(2)打磨要点 对于大面积涂膜缺陷,可采用打磨机进行打磨。当待修补面积较小或者外形比较复杂时,通常采用人工打磨,故人工打磨的操作手法直接影响缺陷的消除程度,甚至会影响补漆后的质量,不恰当的操作方式会导致补漆后二次缺陷的产生。以下是几种常用的人工打磨方式:
1)接口处打磨。在缺陷边缘应采用合适型号的砂纸进行过渡打磨,并做出羽边状,其坡度越缓,其补漆后的效果越好。
2)面积手法。将打磨用砂纸折三折,使每面砂纸在使用时都有一定的厚度,操作起来较为顺手。对于缺陷采用通常所说的“画圈打磨法”“手指打磨法”对缺陷进行打磨。在许多主机厂,还使用柠檬打磨块、打磨机配合砂纸一起进行打磨。但无论何种打磨方式都应特别注意砂纸压在被磨物上的压力不要过大,应尽量轻地在被磨物表面进行打磨。
(3)遮蔽、擦净要点O遮蔽、擦净的范围要大于修补的面积,以保证喷涂修补漆时可以均匀地过渡,无明显的分界痕迹。
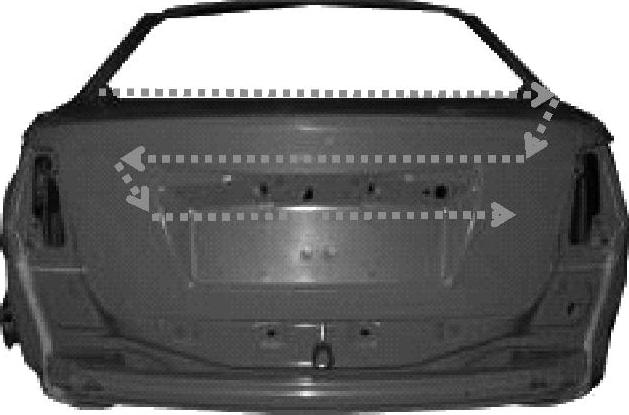
图3-27 检查车身面漆车身缺陷路线
图3-28 底漆喷涂效果
(4)补漆要点
1)修补底漆的喷涂。如出现打磨露底的现象,要及时喷涂修补底漆,一方面保证露底部位的防腐性能,另一方面对于红色、白色等遮盖力较差的颜色,可以起到辅助遮盖的作用,即露底后补漆的周围无明显色差。修补底漆的喷涂通常也采用人员喷涂方式进行。一般要求操作者与制件保持一定距离,采用虹吸或重力式喷枪对打磨露底位置进行喷涂。要求把缺陷位置盖住即可,膜厚控制在8~10μm,以确保涂膜附着力。图3-28所示为修补底漆喷涂后的制件状态。
2)修补色漆的喷涂。在对缺陷位置补色漆时,应注意先将露底部位实喷遮盖,在边缘部位进行喷涂顺色。对于金属漆、珍珠漆(珍珠层)的修补喷涂会出现金属、珍珠不均的现象。尤其对于三涂层珠光漆,一旦形成珍珠不均时,要完全消除不均是极为困难的,这是因为在珍珠层所使用珍珠云母颜料色半透明特性。所以,必须使用银粉漆涂装中消除银粉不匀的技巧来喷涂珍珠层,例如:加大喷枪距离,采用正确的重叠幅度,以免产生珍珠不匀。因此,喷涂一个均匀涂膜是很重要的。
2.涂装生产线打磨材料、工具的选择
打磨类的材料主要以水砂纸为主,用水砂纸的目的是减小或消除打磨过程中的打磨灰附着于车身表面,产生颗粒缺陷。同时,这种砂纸的砂粒没有明显的棱角,可有效地减少打磨痕的产生。水砂纸需要用纯水浸泡一定时间后,方可使用。这里需要特别注意的是,不可以使用涂装车间内的工业用水,因为工业水含有的Na+、Cl-会使后续涂层产生针孔、缩孔等涂装质量缺陷。砂纸的型号通常根据所需要打磨的涂层、打磨面积以及打磨深度不同而有所区别。涂膜修补用的磨料实例见表3-12、图3-29、图3-30为典型的抛光、打磨设备。(https://www.xing528.com)
表3-12 涂膜修补用磨料实例


图3-29 气动抛光机(配合羊毛轮使用)

图3-30 气动打磨机(配合砂纸使用)
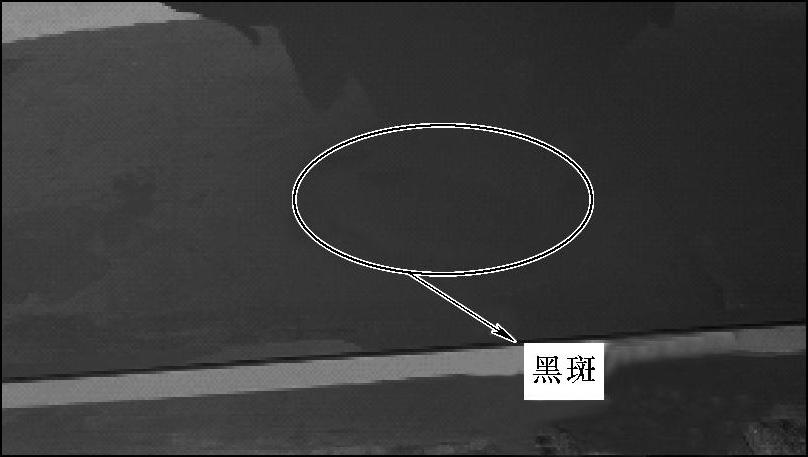
图3-31 实车打磨露底后印痕
砂纸号越高,其磨料颗粒度越小,打磨越精细,打磨后的漆膜表面越平整,但不是所有的打磨工序都选用高砂纸号的打磨材料。在工艺规划时必须结合打磨工位的设计节拍、常见打磨缺陷种类、打磨的面积和深度综合考虑,才能得到较好、较快的打磨效果。
3.涂装生产线补漆材料的种类
(1)修补底漆 当出现打磨露底的情况时,为保证修补位置补漆后的涂膜性能,需要喷涂修补底漆后方可进入下一道工序的喷涂。对于遮盖力较低的色漆,例如红色、白色,如打磨露底后不喷涂修补底漆,其修补位置易出现极为明显的打磨印痕,如图3-31所示。
涂装生产线通常使用双组分快干修补底漆对打磨露底的位置进行补漆。此类底漆喷涂后的涂膜具备一定的涂膜力学性能以及防腐性能。通常,修补底漆的某些力学性能应达到与轿车车身涂膜相同的要求,以保证整车涂装质量。修补底漆涂膜性能见表3-13。
表3-13 修补底漆涂膜性能

常见的汽车修补底漆主要成分为环氧树脂和丙烯酸树脂。修补前将其与稀释剂按照一定比例混合,喷涂于打磨露底位置,厚度一般为10μm左右,以刚刚盖住基材为佳,因该材料喷涂过厚会导致附着力下降。混合后的涂料尽量在4h之内用完,以免失效带来后续问题。但众所周知,修补底漆的防腐性能不如阴极电泳漆,故在打磨过程中,注意操作手法,尽量减少打磨露底的情况发生是至关重要的。
(2)修补面漆O生产线对面漆后车身局部进行缺陷消除,称为点补。目前各主机厂通常采用两种修补工艺方式:
1)采用车身用高温色漆、清漆进行补漆的方法。修补色漆采用与车身相同的高温色漆以及清漆,对缺陷位置进行喷涂后用烤灯烘干。此方式可有效避免由于修补材料带来的色差风险。同时,降低了涂装基本生产用辅助材料成本。该方法在众多主机厂内使用,是涂装生产涂膜修补的典型工艺。但对于生产线来说,基于生产节拍的考虑,有些缺陷在修饰工位可直接完成,无需在专门的点补工位进行修补。对于这样的快速补漆的方式,通常采用温度略低的单组分修补清漆,但喷涂后必须采用热风枪进行烘干固化以保证涂膜的附着力、硬度等性能。
2)采用低温修补材料进行补漆的方法。一部分主机厂也采用低温修补技术,其方法适用于非主要区域的小面积缺陷或靠近边缘区域的修复。此方法的主要问题是修补漆车身修补部位与周围的色差问题。如果修补漆与车身漆采用不同的色漆供应商,由于配方的差异,这种色差问题会尤为突出。所以,选用这种方式的主机厂,应注意采用同一家材料供应商,在开发车身漆同时开发低温修补色漆。另外由于低温漆用量少,故涂料采购成本较同颜色车身漆较高,同时低温漆经稀释后必须在规定时间内使用,故其使用成本也较高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。