



【例7-1】 样板零件的数控加工中心加工
如图7-54所示样板零件,该零件已经过粗加工,单边余量2mm,工件厚度为10mm。按SINUMERIK 802D系统编程格式,编制该零件精铣外轮廓、钻9-ϕ10mm的孔与镗ϕ100mm孔的加工程序。
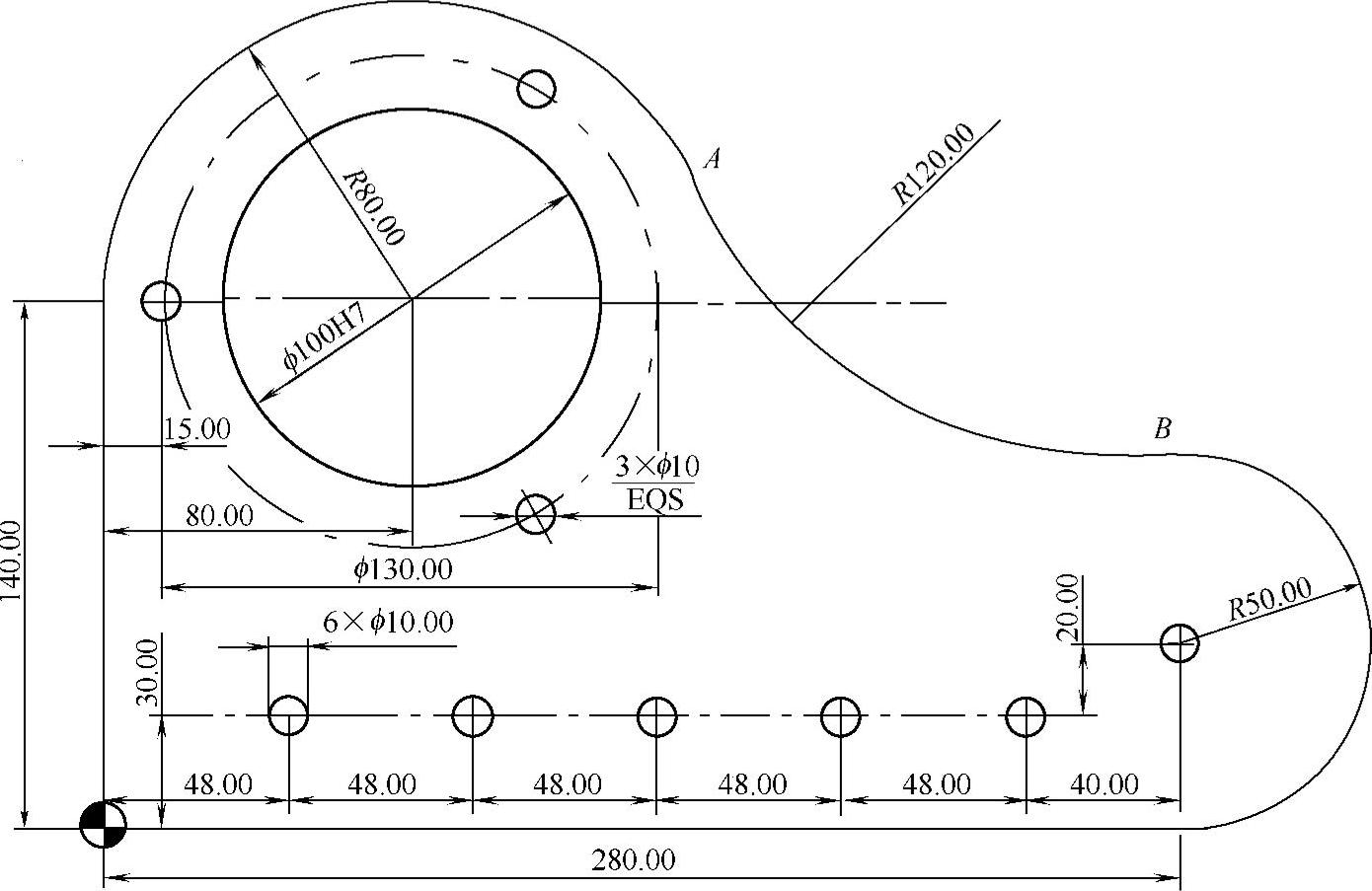
图7-54 样板零件
具体操作步骤:
1)工艺分析 首先分析零件图,选择刀具、切削用量并确定进给路线等。
2)工件原点 工件原点即编程原点的设定,如图7-54所示。
3)数值计算 对有关基点坐标值的计算,为编程做好必要的准备。
4)输入和编辑程序 按 键将屏幕切换到“程序管理”屏幕;按新程序键,出现对话框,输入新程序名;再按确认√键,则屏幕被切换到“零件程序编辑”屏幕,输入下列程序:
键将屏幕切换到“程序管理”屏幕;按新程序键,出现对话框,输入新程序名;再按确认√键,则屏幕被切换到“零件程序编辑”屏幕,输入下列程序:
MAIN16.MPF
N10 G54 G17 G90
N20 T1D1ϕ16mm立铣刀
N30 M03 S1200
N40 G00 X-20 Y-20 Z5
N50 G01 Z-12 F100 M08
N60 G41 G01 X0 Y0 F150
N70 G01 Y140
N80 G02 X153.46 Y171.69 CR=80
N90 G03 X275.19 Y99.77 CR=120
N100 G02 X280 Y0 CR=50
N110 G01 X0 Y0
N120 G40 G00 X-15 Y-15
N130 G00 Z50 M09
N140 M05
N150 T2 D2换ϕ10mm钻头,钻孔
N170 M03 S900
N180 G54 G00 X0 Y0 Z50 M08
N190 MCALL CYCLE82(20,0,5,-12,0,0.1)钻孔循环
N200 HOLESl(48,30,0,0,48,5)钻排孔
N210 X280 Y50
N220 HOLES2(80,140,65,60,120,3)钻圆周孔
N230 MCALL
N240 G00 Z50 M05 M09
N250 T3 D3换镗孔刀
N270 M03 S800
N280 G54 G00 X80 Y140 Z30 M08
N290 G01 Z-12 F120
N300 M05
N310 G00 Z50 M09(https://www.xing528.com)
N320 M30
在程序编辑完毕后,按重编译键,使上述程序自动生成程序段号。
5)先用T1刀,直径为ϕ10mm平铣刀。
6)将准备好的工件坯料装上工作台,并夹紧固定。
7)按 键,将屏幕切换到回参考点状态,将三坐标轴回零点。
键,将屏幕切换到回参考点状态,将三坐标轴回零点。
8)按 键,切换屏幕到“手动”状态,根据零件编程原点为对刀点,移动工作台,对刀,并将屏幕上的三个坐标值记录下来。
键,切换屏幕到“手动”状态,根据零件编程原点为对刀点,移动工作台,对刀,并将屏幕上的三个坐标值记录下来。
9)按 键,将屏幕切换到“补偿”屏幕,按零点偏移键,将光标移动到G54,输入X、Y、Z三值。
键,将屏幕切换到“补偿”屏幕,按零点偏移键,将光标移动到G54,输入X、Y、Z三值。
10)按 键将屏幕切换到“补偿”屏幕,在T1刀号上输入刀具半径补偿R5,长度补偿为零。
键将屏幕切换到“补偿”屏幕,在T1刀号上输入刀具半径补偿R5,长度补偿为零。
11)按 键,将屏幕切换到回参考点状态,将机床三轴回零点。
键,将屏幕切换到回参考点状态,将机床三轴回零点。
12)按 键,将“方式”开关切换到“自动”状态;按
键,将“方式”开关切换到“自动”状态;按 键,将屏幕切换到“程序管理”屏幕,将光标移到该加工程序上;按执行键;再按
键,将屏幕切换到“程序管理”屏幕,将光标移到该加工程序上;按执行键;再按 启动键,即开始自动加工。
启动键,即开始自动加工。
【例7-2】 壳体零件的数控加工中心加工
(1)零件图分析 壳体零件如图7-55所示,其材料为铸铁(HT200),在数控加工工序之前已加工好底面和ϕ80+0.0540 mm孔,要求在加工中心上铣削上表面、槽和加工4×M10mm螺纹孔,编制数控加工程序。
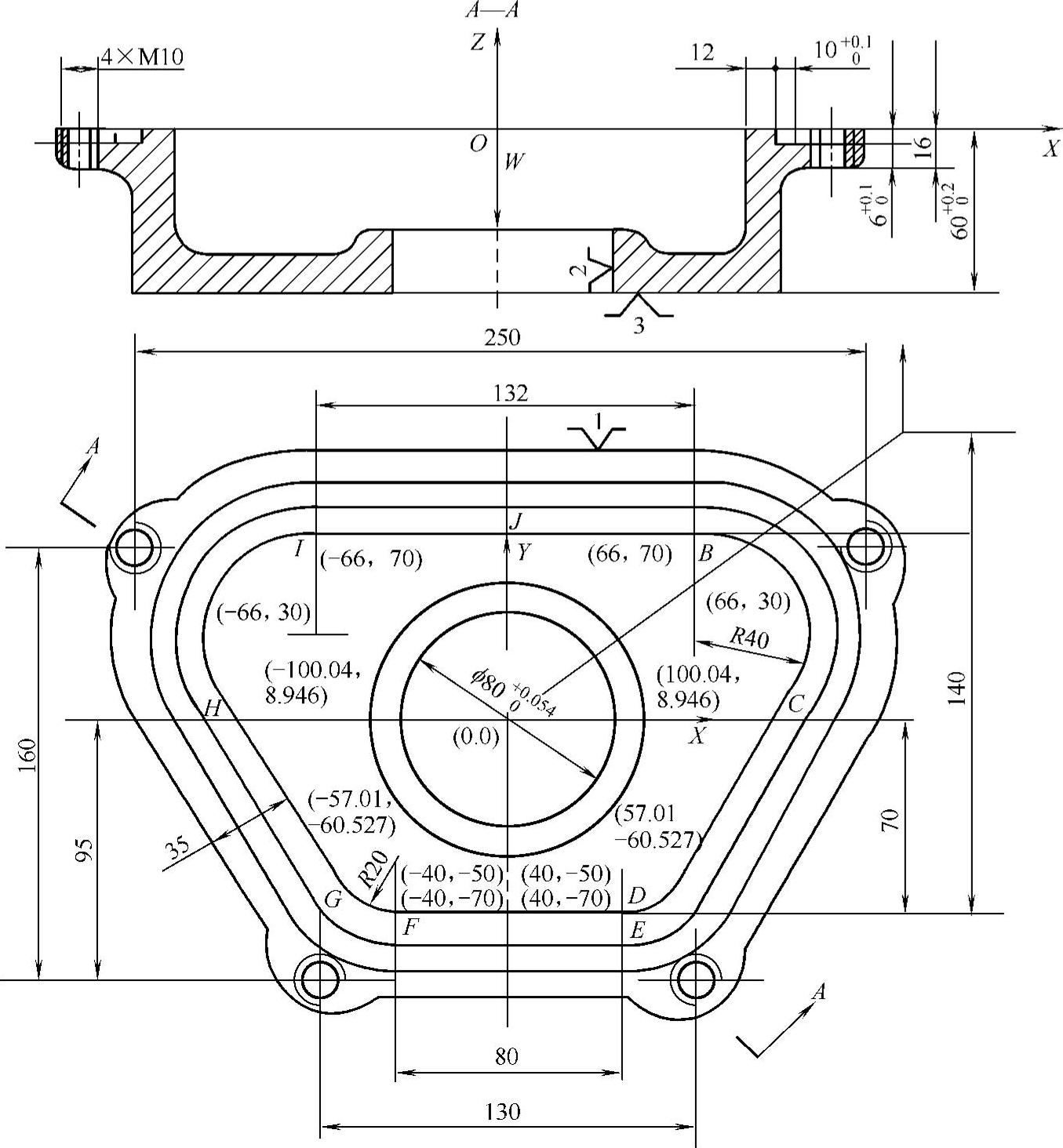
图7-55 壳体零件简图
(2)工艺分析 定位基准选择:本工序所加工表面的设计基准是底面和ϕ80+0.0540 mm的孔,根据基准重合的原则,以底面限制三个自由度,ϕ80+0.0540 mm孔限制两个自由度,在零件的后面限制一个绕孔转动的自由度,实现完全定位。
夹紧方案的确定:采用螺钉和压板,压板压在ϕ80+0.0540 mm孔的上端面,夹紧力的方向对着底面,旋紧螺母将工件夹紧。
工步顺序的安排:根据先面后孔的原则,本工序中工步顺序安排为:铣平面;钻4×M10mm的中心孔(锪窝定位);钻螺纹底孔4×ϕ8.5mm;攻螺纹4×M10mm;铣尺寸为10+0.10 mm的槽。
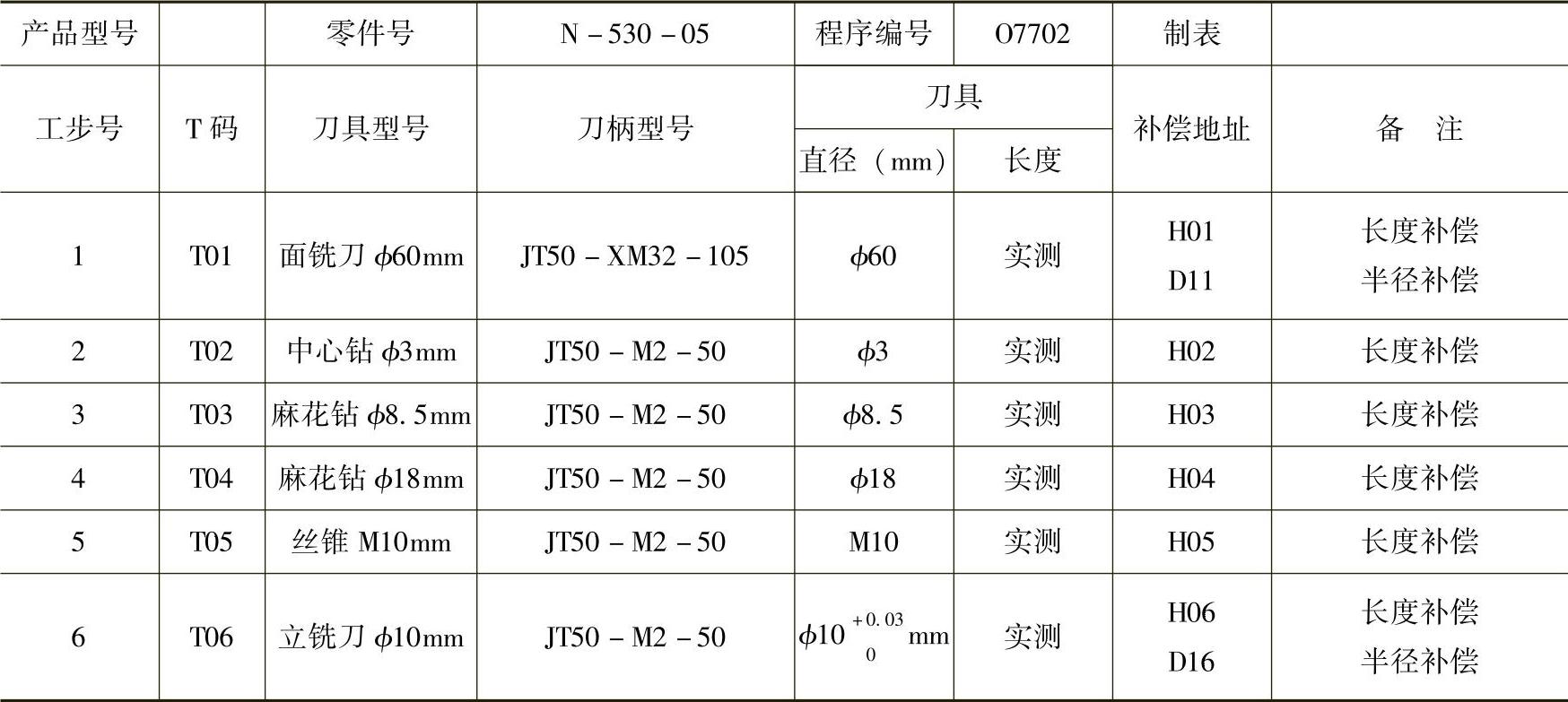
确定工艺参数:具体工艺参数可参照表7-6、表7-7。
表7-6 数控加工工序卡片
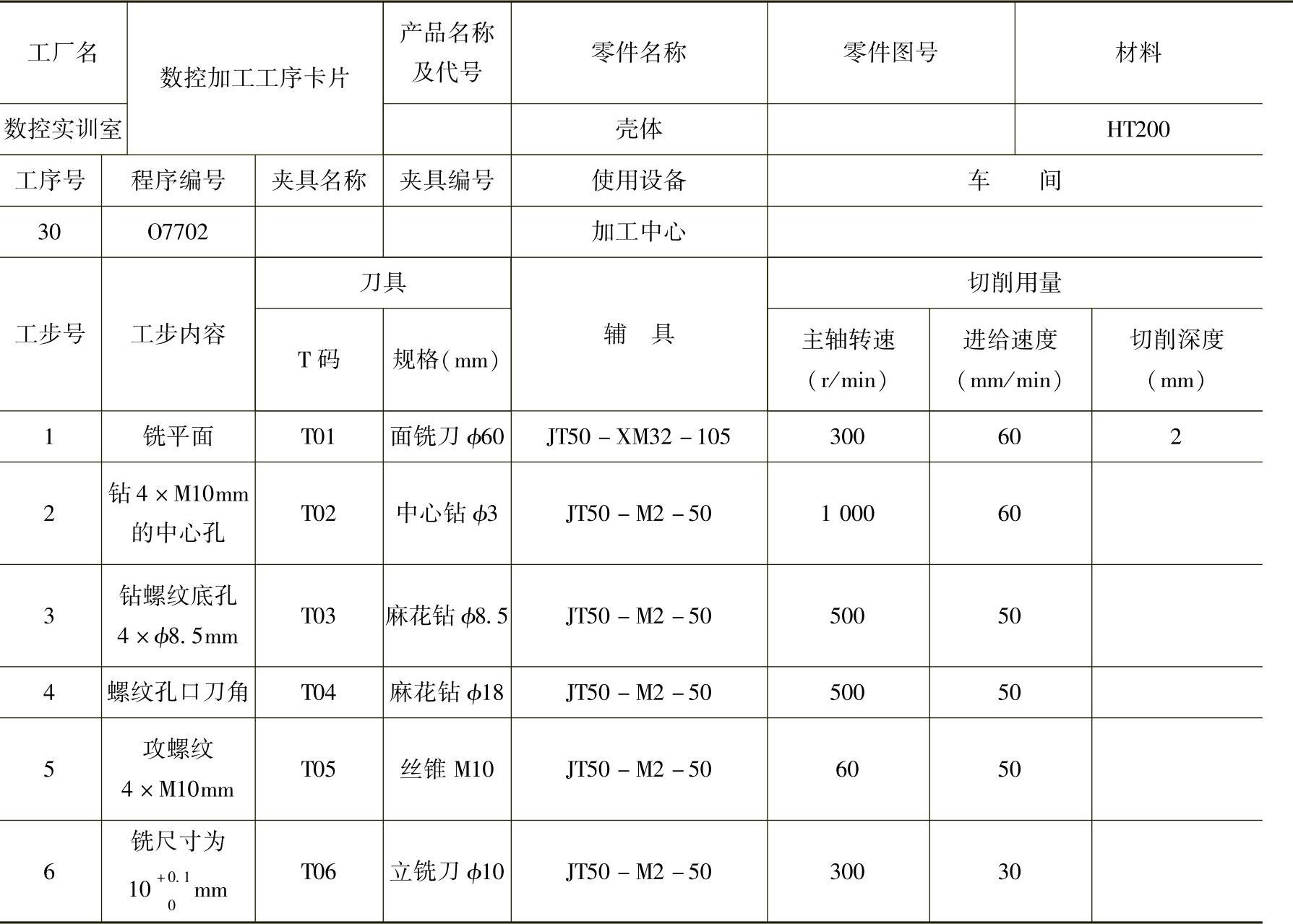
表7-7 数控加工刀具卡片
(3)确定加工原点 选工件的设计基准为编程原点,即以ϕ80+0.0540 mm孔轴线与工件上表面交点为编程原点。
(4)数据计算 计算螺纹孔4×M10mm中心位置坐标分别为(-65,-95)、(65,-95)、(125,65)、(-125,65)。
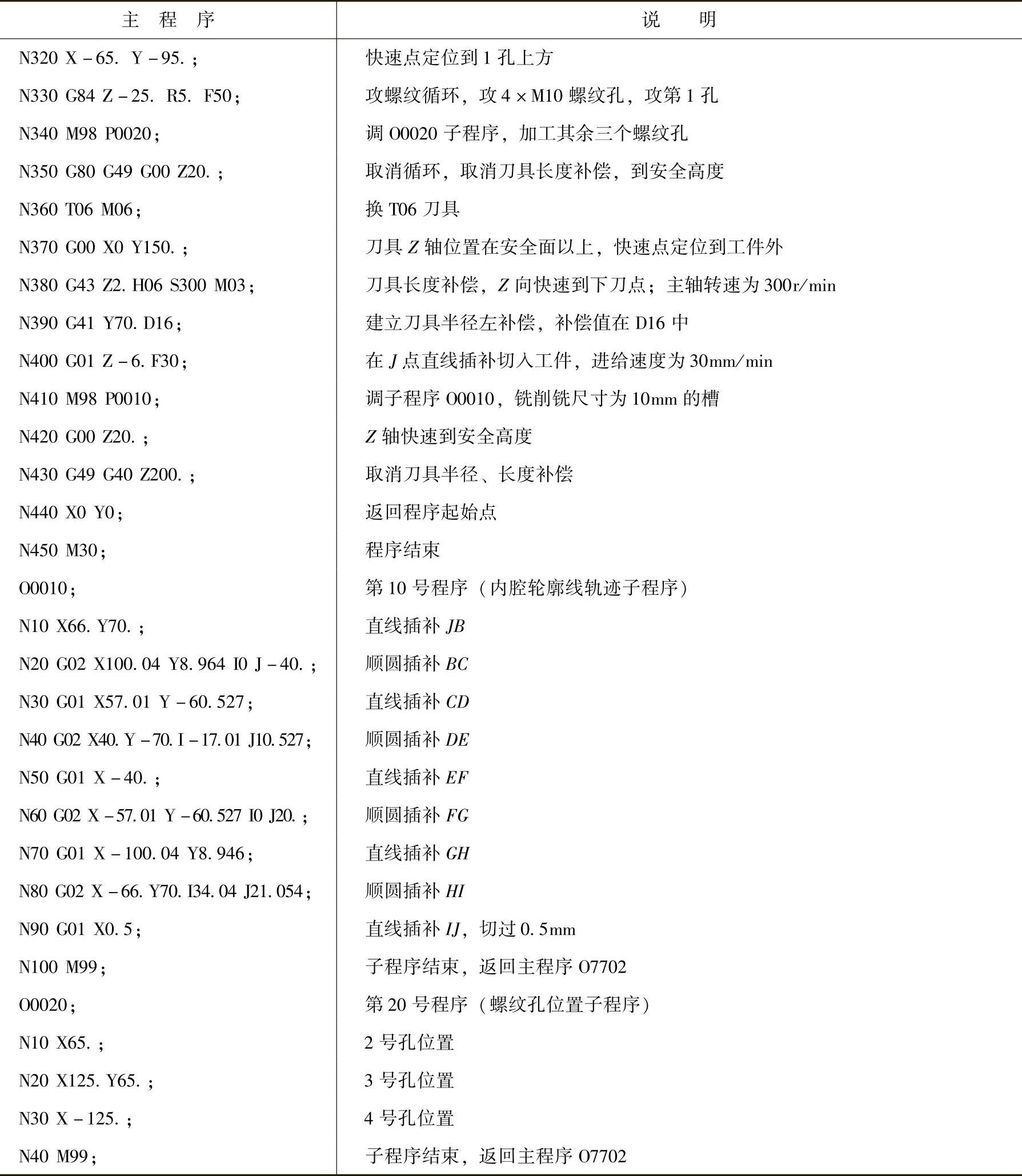
计算基点坐标:铣上表面和螺旋槽的编程轨迹为内腔轮廓线,需要计算轨迹的基点坐标,经计算各基点坐标为J(0,70)、B(6,70)、C(100.04,8.946)、D(57.01,-60.527)、E(40,-70)、F(-40,-70)、G(-57.01,-60.527)、H(-100.04,8.946)、I(-66,70)。
四个圆弧的圆心坐标分别为:(60,30)、(40,-50)、(-40,-50)、(-66,30)。
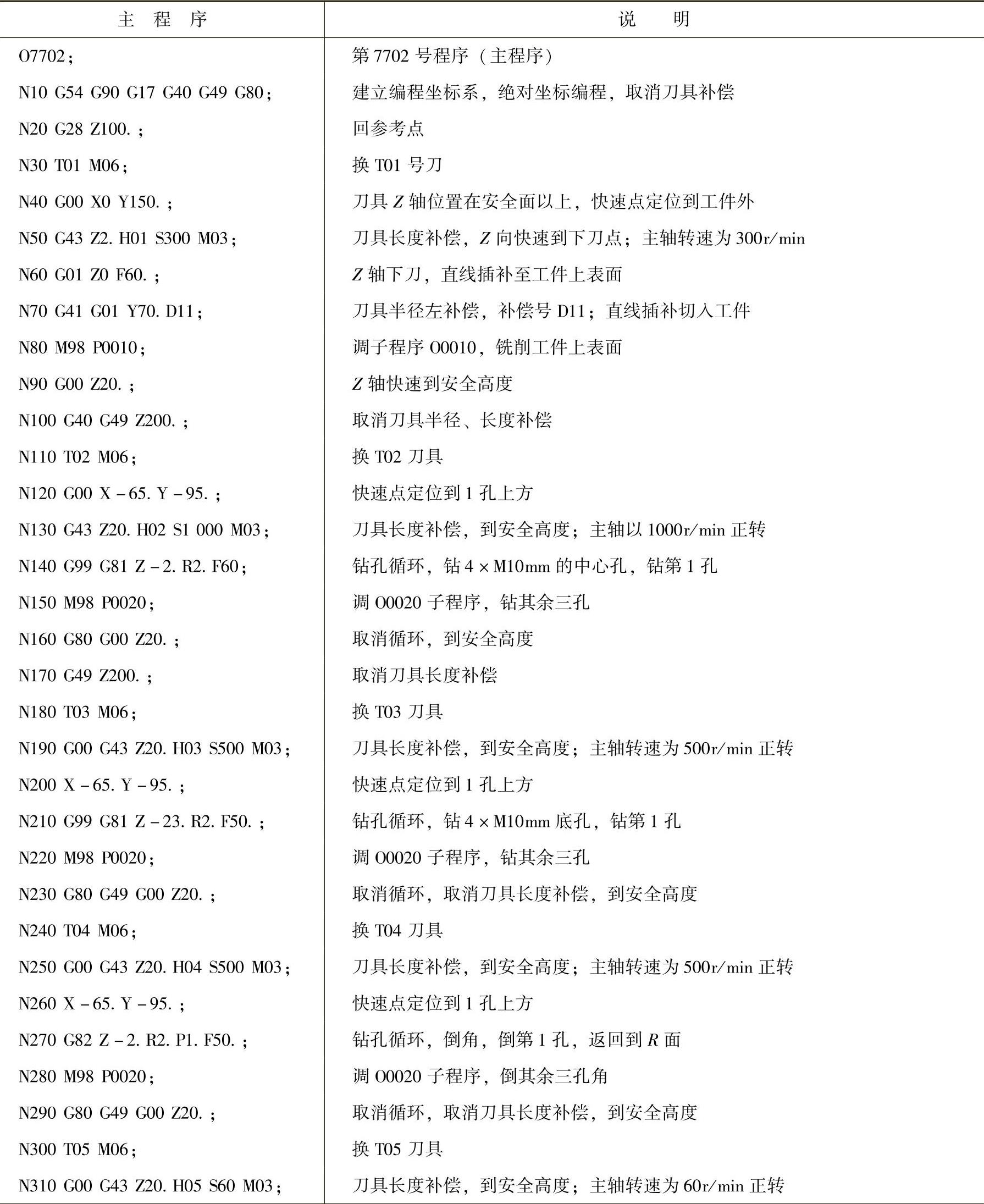
(5)编写加工程序 主程序及子程序分别见表7-8。
表7-8 壳体零件加工主程序及其说明
(续)
(6)程序校验 填写程序单和输入程序后,必须对程序的内容进行检查、校验,具体方法是:首先检查功能指令代码是否错漏,其次检查刀具半径、长度补偿地址号,再验算数据是否计算有误,正负号等是否正确,然后可以用模拟显示来检验程序的路径。
(7)试切削加工 试切削前不仅需要输入程序,还要进行下列工作。
1)安装刀具、刀柄及有关刀具方面的测量调整工作 先将所需各种刀具装于各自的刀柄中,然后装在相应的刀位上。由于程序中下刀的尺寸是按照刀具及刀柄的计算长度计算出来的,可能有一定的误差,需经现场测试。根据测试结果来修正程序或设定刀具长度补偿值。现场测试方法一般是用手动移动刀具(Z向),使刀尖与工件表面接触,根据数控装置上CRT屏幕的位置显示值来决定。
2)安装夹具、毛坯及有关对刀调整工作 在加工中心工作台上安装夹具后,如果对刀点设在夹具上,即可进行对刀工作。如果对刀点设在零件毛坯上,则须将零件装上,再进行对刀。现工件坐标原点与对刀点重合,并设置在工件上,此时,在钻夹头刀柄上夹上带有千分表的表杆,并装在主轴上。手动移动工作台使千分表的触点与工件已加工内孔圆周表面相接触,回转主轴进行调整,使主轴中心线与内孔中心线相重合,并记录下此时机床的X、Y坐标值。如用G92指令设置工件坐标系,此时坐标值的反值(即正负号颠倒)即为G92指令程序段中X地址和Y地址的数值。
3)加工零件的试切削 当刀具、夹具和毛坯程序等一切都准备就绪后,即可进行工件的试切削工作。首先将机床锁住,空运行程序,检查程序中可能出现的错误。其次,可利用机床Z坐标锁住的功能,检查刀具在X、Y平面内走刀轨迹的情况。有时为了便于观察,可利用跳跃任选程序段的功能,使刀具在贴近工件表面处走刀,进一步检查刀具的轨迹,以便发现走刀轨迹的错误,或是否会发生碰撞。一般试切工件时,多采用单段运行,并将G00快速移动速度调慢,以便发生程序错误时引起碰撞事故而紧急停车。在试切工作进行中,同时观察屏幕上显示的程序、坐标位置、图形显示等,以便确认各程序段的正确性。
首件试切完毕后,应对其进行全面的检测,必要时进行适当的修改程序或调整机床,直到加工件全部合格后,程序编制工作才算结束,并应将已经验证的程序及有关资料进行妥善保存,便于以后的查询和总结。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。