



钛与钢直接熔焊时,液态下混合的铁与钛会因产生金属间化合物而严重脆化,因而无法进行直接焊接,而采用间接熔焊焊接法。间接熔焊焊接法是指加过渡段后,进行的同种材料的熔焊。
利用过渡段焊接钛与钢的复合件,如图3-19所示。
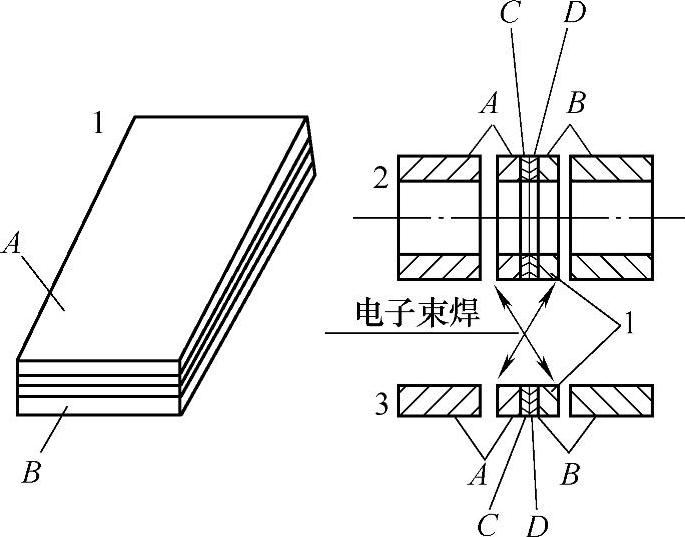
图3-19 利用过渡段焊接钛与钢的复合件
1—多层轧制件 2—管材过渡段 3—板材过渡段
A—钛合金 B—钢 C—钒 D—铜
图3-19中零件2及零件3是两种过渡段,零件2是管材过渡段,零件3是板材过渡段。过渡段中夹有中间层,图中C、D是中间层,中间层可以是钽-铜,构成钛-钽-铜-钢四层形式的过渡段中的夹层。过渡层也可以是只有一种钒构成钛-钒-钢三层形式的过渡段,或者只有蒙乃尔合金作为中间层构成钛-蒙乃尔-钢三层形式的过渡段。此外,也有采用钒-铜、钒、钒-铜-镍、铌-钽等多种方案,因钢与钛及钛合金成分不同而异。
过渡段是一种复合件,中间层是过渡段中的夹心。过渡段是在焊前进行预制,其预制方法常用的有两种:轧制和爆炸焊或扩散焊。图3-19中的零件1是一种多层轧制件,这种轧制件经机械加工(切割)才能构成所需尺寸的过渡段,如图3-19中的零件2和零件3所示。轧制是一种冷压焊,冷压焊、扩散焊和爆炸焊三者的特点是,焊接时可不用考虑被焊件的熔焊焊接性。
过渡段中的中间层钛侧的金属是能与钛形成固溶体的稀有金属,如钽(Ta)、钒(V)、铌(Nb),铪(Hf)等。中间层靠钢侧的是能与钢形成无限固溶或有限固溶的铜、钒和镍等,其中钒无论与钛或钢都能无限固溶,镍是焊接不锈钢时才使用的钢侧中间层。熔焊时中间层允许部分熔化,有时可以允许全部熔化,但不允许液态钢和液态钛接触。
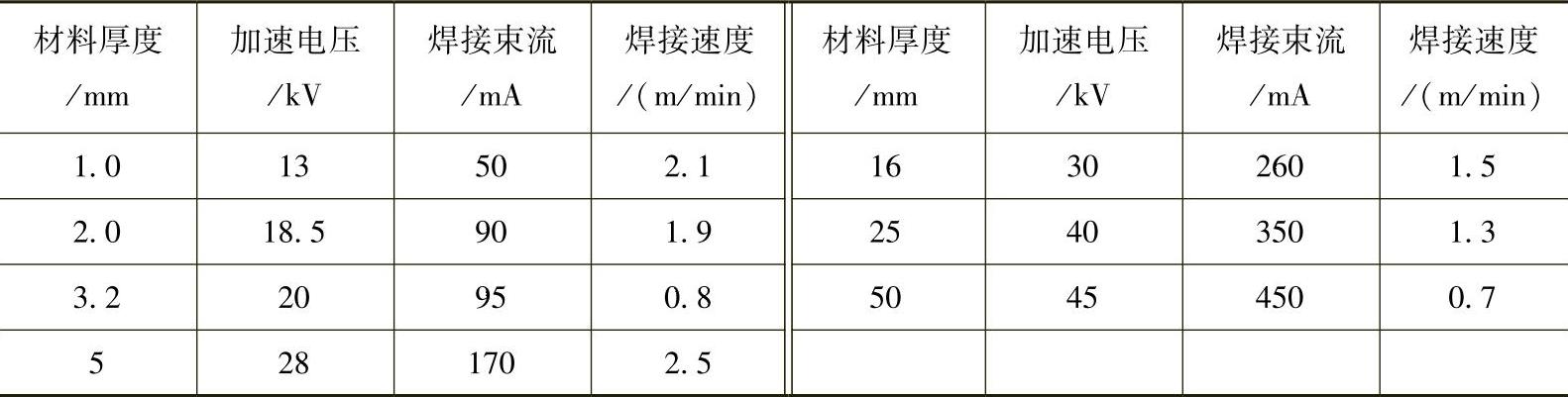
间接焊焊接方法一般推荐采用电子束焊和TIG焊,热轧过渡段一般采用电子束焊,因为热轧制备的过渡段接头的母材金属(钢或钛)都比较薄(在焊接接头中宽度小),所以,采用可以获得焊缝宽度很小的电子束焊、等离子弧焊或激光焊等方法是合适的。电子束焊焊接时可以采用铌和青铜作为填充金属分别施焊钛侧和钢侧。常用钛材真空电子束焊的焊接参数见表3-33。(https://www.xing528.com)
表3-33 常用钛材真空电子束焊的焊接参数
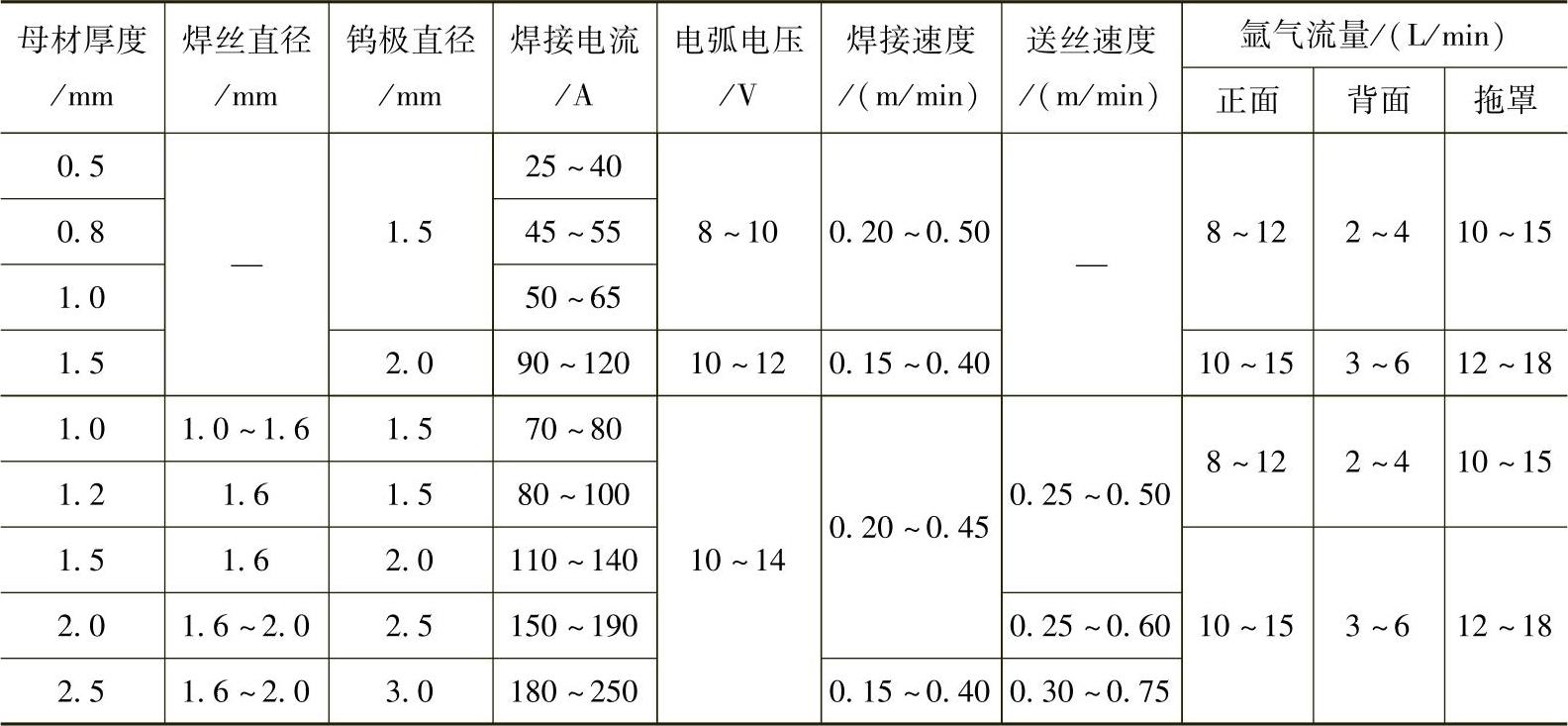
常用钛合金同种材料电子束焊焊缝力学性能见表3-34。常用钛及钛合金同种金属材料自动TIG焊接参数见表3-35。
扩散焊或爆炸焊制备的复合过渡段,因为这种过渡段接头有较宽的母材金属层,可以采用成本较低的TIG焊进行焊接。
钢与钛组合的熔焊不能采用在钢侧镀铜再镀钽、或镀钒、或直接在钢上镀钛、或堆焊钛层进行隔离的方法,这是因为有些稀有金属与钛具有冶金互溶性,并能和钛形成固溶体的稀有金属钽、钒、铌、铪等都是高熔点、难熔金属,钽的熔点为2996℃、铌的熔点为2448℃、钒的熔点为1990℃,都远远高于钛的熔点(1668℃)、钢的熔点(1450℃)、铜的熔点(1080℃),与钢、钛、铜没有可镀性。
表3-34 钛合金电子束焊的焊缝力学性能

表3-35 常用钛及钛合金同种金属材料自动TIG焊的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。