



对于形状复杂的锻件,用一般量具测量困难时,可用划线来检验。划线检验是锻件的全面测量方法,一般用在头几件或最后几件的全面检查。对于用一般量具不能确定是否报废的锻件,也可通过划线来作出决定。
划线是根据图样或实物的尺寸要求,在工件表面上划出加工的界线。划线是衡量锻件能不能加工出机械零件的主要方法,也是机械加工的重要工序之一。锻件的机械加工往往都是从划线开始的,锻件的划线工作一般由划线钳工完成。锻件划线作用如下:
1)确定锻件各加工面的加工位置和加工余量。
2)可全面检查毛坯的形状和尺寸是否符合图样要求,是否能全面满足加工要求。
3)当在锻件上出现某些缺陷的情况下,往往通过划线时的所谓“借料”方法来达到可能的补救。
4)划线后的复杂锻件,便于在机床上安装,可按线拨正定位。
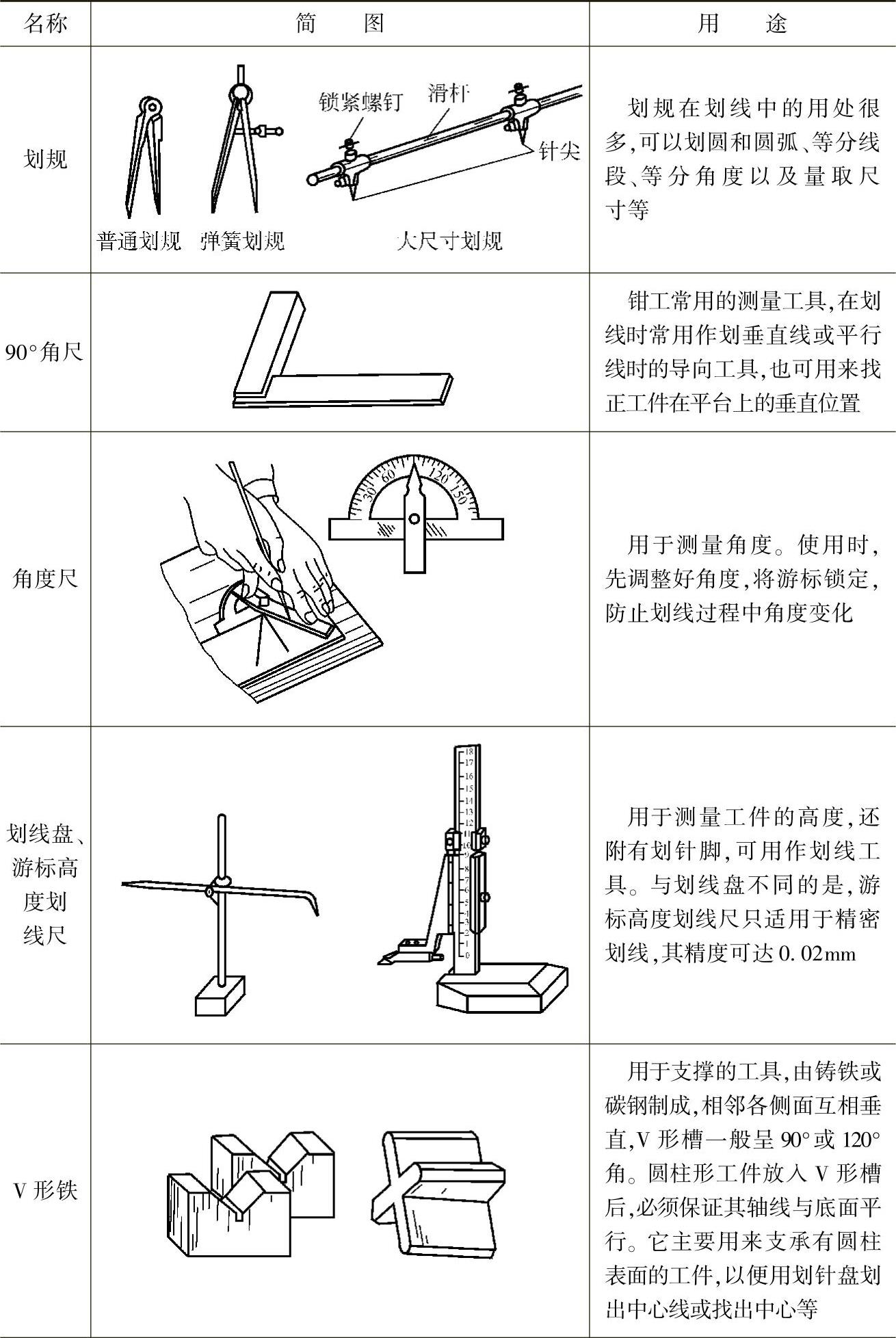
1.划线工具
常见划线工具见表2-2。
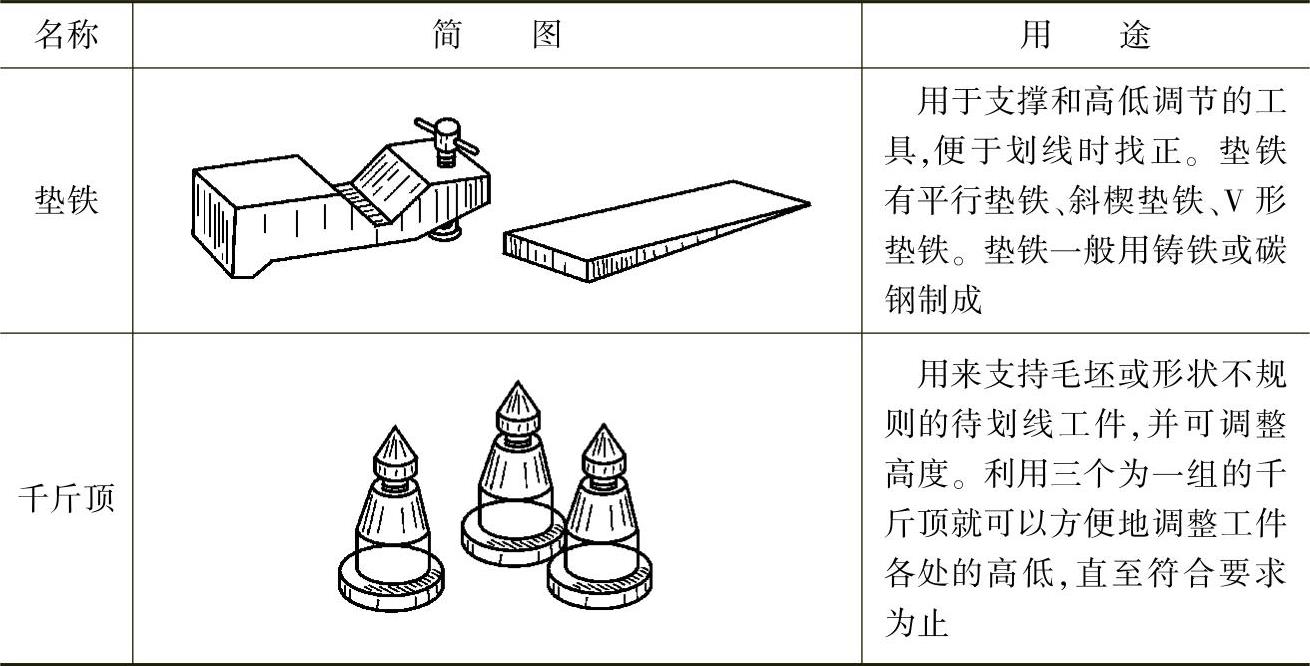
表2-2 划线工具

(续)
(续)
2.划线过程
(1)划线前的准备工作 首先要看懂图样和工艺文件,明确划线工作内容;其次要查看锻件毛坯;然后将划线工具擦拭干净,摆放整齐,做好准备。
1)工件的清理。在划线以前,锻件应先清理干净氧化皮、飞边等,否则将影响涂色和划线的质量,甚至损伤划线工具。
2)工件的涂色。为了使划出的线条清晰,一般都要在锻件的划线部位涂上一层与锻件颜色不同的涂料。一般在石灰水中加入一些牛皮胶,以增加附着力,效果很好。涂料尽可能涂得薄而均匀,以保证划出的线条清晰。若涂料涂得太厚,则容易脱落。
3)在工件孔中装中心塞块。当划线需要借助孔的中心为基准时,应先找出孔的中心。为此,要在孔中装上中心塞块。对于不大的孔,通常用铅块敲入,较大的孔则可用木料或可调节的塞块,如图2-26所示。塞块要塞紧,保证在冲眼和工件搬动时不会松动,确保划线的准确性。
(2)划线的步骤
1)分析图样,查明要划哪些线,明确划线部分的作用和要求,选定划线基准。
2)正确安放锻件和选用工具。
3)划线时先划基准线,再划其他直线,最后划圆。
4)检查核对尺寸。
5)打样冲眼。
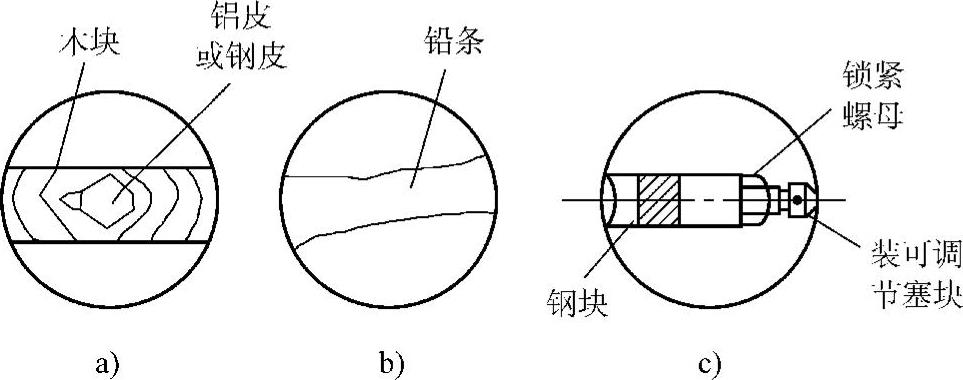
图2-26 在孔中装中心塞块
a)装木块 b)装铅块 c)装可调节塞块
3.划线基准的选择(https://www.xing528.com)
如果工件有很多线要划,一般应从划线基准开始。划线基准就是划线时用来确定零件其他点、线、面的基准。锻件划线时,合理地选择划线基准是做好划线工作的关键。因此,在选择划线基准时,应首先分析图样,找出设计基准,使划线基准与设计基准尽量一致,以消除基准不一致所产生的积累误差。平面划线时一般要选两个划线基准,而立体划线时一般要选择三个划线基准。
锻件划线的基准一般可根据以下三种类型来选择:
1)以两个互相垂直的平面(或线)为基准。
2)以两条中心线为基准。
3)以一个平面和一条中心线为基准。
4.锻件划线时的找正和借料
锻件毛坯由于种种原因造成形状歪斜、偏心、各部分壁厚不均匀等缺陷,当偏差不大时,可以通过划线找正和借料的方法来补救。
(1)找正 对于锻件毛坯,在划线前一般都要先做好找正工作。找正就是利用划线工具(如划线盘、90°角尺、单脚规等),使工件上有关的毛坯表面处于合适的位置。找正的目的有如下几方面:
1)当锻件上有不加工表面时,通过找正后再划线,可使加工表面与不加工表面之间保持尺寸均匀。
2)当锻件上有两个以上不加工表面时,应选择其中面积较大、较重要的或外观质量要求较高的为主要找正依据,并兼顾其他较次要的不加工表面,使划线后的加工表面与不加工表面之间的尺寸,如壁厚、台的高低等都尽量均匀和符合要求,而把无法弥补的误差(尚未超出允许范围),反映到较次要的或不明显的部位上去。
3)当锻件上没有不加工表面时,通过对各加工表面自身位置找正后再划线,可使各加工表面的加工余量得到合理、均匀的分布,而不致出现相差太悬殊的状况。
由于锻件毛坯各表面的误差和工件结构形状不同,划线时的找正要按工件的实际情况进行。
(2)借料 当锻件毛坯在形状、尺寸和位置上的误差缺陷用找正后的划线方法不能补救时,就要用借料的方法。借料就是通过试划和调整,使各个加工面的加工余量合理分配,互相借用,从而保证各个加工表面都有足够的加工余量,而误差和缺陷可在加工后排除。
要做好借料划线,首先要知道待划毛坯的误差程度,确定需要借料的大小和方向,这样才能提高划线效率。如果毛坯误差超出许可范围,就不能利用借料来弥补。
图2-27所示为锻造的圆环毛坯,其内、外圆都要加工。如果毛坯形状比较准确,则可以按图样尺寸划线,此时划线工作比较简单。如果锻造圆环的内、外因偏心较大,划线就不那么简单了。若按外圆找正划内孔加工线,则会发现内孔有个别部分的加工余量不够,如图2-27a所示。若按内孔找正划外圆加工线,则会发现外圆个别部分的加工余量不够,如图2-27b所示。只有在内孔和外圆都兼顾的情况下,适当地将圆心选在锻造毛坯的内孔圆心和外圆圆心之间的一个位置上划线,才能使内孔和外圆都保证有足够的加工余量,如图2-27c所示。
通过划线借料,可以使有误差的毛坯仍能很好地利用。当然,误差太大时,则无法补救。

图2-27 圆环划线的借料
a)按外圆找正 b)按内孔找正 c)兼顾内孔、外圆找正
5.轴类锻件定中心孔的位置
对于轴类锻件定中心孔的位置,可用划卡划轴中心线,如图2-28所示。划线时,划卡张开尺寸尽可能为轴的半径尺寸。按图2-29所示,在轴的端面上划“ ”形,然后在“
”形,然后在“ ”形的中心位置冲样冲孔。再以样冲孔为圆心,利用划卡弯脚沿轴外径检查样冲孔是否在中心,如有差异,则按照纠正样冲眼的方法进行纠正。轴两端样冲孔的连线即为轴中心线。这种划法一般用于待加工的大中型轴类工件中心顶尖孔的位置划线。
”形的中心位置冲样冲孔。再以样冲孔为圆心,利用划卡弯脚沿轴外径检查样冲孔是否在中心,如有差异,则按照纠正样冲眼的方法进行纠正。轴两端样冲孔的连线即为轴中心线。这种划法一般用于待加工的大中型轴类工件中心顶尖孔的位置划线。
用定中心十字尺划轴中心线时,定中心十字尺的直尺工作面垂直平分两只定位脚的连线,对大于两定位脚距离的轴和孔,只要将两定位脚贴紧圆柱表面(见图2-29a),即可划出中心线。再将中心十字尺转动90°,即可划出中心十字线。轴两端端面上中心十字线的连线,即为轴中心线。使用定中心十字尺划中心十字线是比较方便快捷的一种方法。内孔中心位置的确定方法见图2-29b。

图2-28 用划卡划轴的中心线
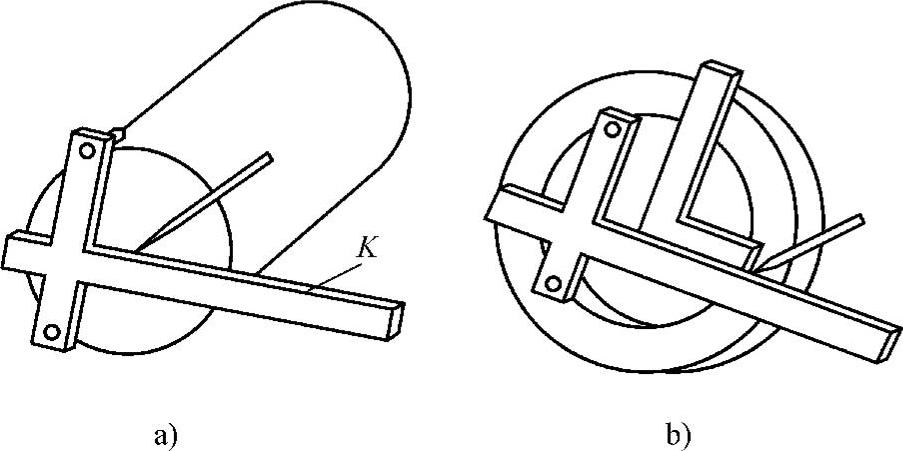
图2-29 用定中心十字尺划轴、孔中心线
a)划轴中心 b)划孔中心
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。