



冷挤压模装配后,必须通过试模对制件的质量和模具的性能进行综合考查与检测。对试模中出现的各种问题,应全面、认真地分析,找出其产生的原因,并对冷挤压模进行适当的调整与修正,以得到合格的制件。
1.冷挤压模试模与调整的目的
冷挤压模的试模与调整简称调试。调试的主要目的如下所述。
(1)鉴定制件和模具的质量 在模具生产中,试模的主要目的是确保制件的质量和模具的使用性能。制件从设计到批量生产需经过产品设计、模具设计、模具零件加工、模具组装等多个环节,任一环节的失误都会引起模具性能不佳或制件不合格。因此,冷挤压模组装后,必须在生产条件下进行试模并根据试模后制出的成品,按制件设计图,检查其质量和尺寸是否符合图样规定,模具动作是否合理可靠。根据试模时出现的问题,分析产生的原因,并设法加以修正,使模具不仅能生产出合格的零件,而且能安全稳定地投入生产。
(2)确定成形制件的毛坯形状、尺寸及用料标准 冷挤压模经过试模制出合格样品后,可在试模中掌握模具的使用性能,制件的成形条件、方法及规律,从而可对模具能成批生产制件时的工艺规程制订提供可靠的依据。
(3)确定工艺设计、模具设计中的某些设计尺寸 在冷挤压模生产中,有些形状复杂或精度要求较高的冷挤压制件,很难在设计时精确地计算出变形前的毛坯尺寸和形状。为了能得到较准确的毛坯形状、尺寸及用料标准,只有通过反复地调试模具后,使之制出合格的零件才能确定。
2.冷挤压模的调整要点
(1)凸、凹模配合深度调整 冷挤压模的上、下模要有良好的配合,即应保证上、下模的工作零件(凸、凹模)导入深度适中,不能太深与太浅,应以能冷挤压出合适的零件为准。凸、凹模的配合深度,是依靠调节压力机连杆长度或增减垫板厚度来实现的。
(2)凸、凹模间隙调整 冷挤压模的凸、凹模间隙要均匀。对于有导向零件的冷挤压模,其调整比较方便,只要保证导向件运动顺利而无发涩现象即可保证间隙值;对于无导向的冷挤压模,可以在凹模口周围衬以纯铜皮或硬纸板进行调整,也可以用透光及塞尺测试等方法在压力机上调整,直到上、下模的凸、凹模互相对中,且间隙均匀后,用螺钉将冷挤压模紧固在压力机上,进行试模。试冷挤压后检查一下试制的零件,看是否有明显毛刺,并判断零件质量,如果试制的零件不合格,应松开下模,再按前述方法继续调整,直到间隙合适为止。
(3)顶料系统的调整 顶料系统的调整主要包括顶件器是否工作灵活;顶料弹簧力是否足够;顶料器的运动行程是否足够;漏料孔是否畅通无阻;打料杆、顶料杆是否能顺利顶出制件。若发现故障,应进行调整,必要时可更换。(https://www.xing528.com)
3.冷挤压模的调整方法
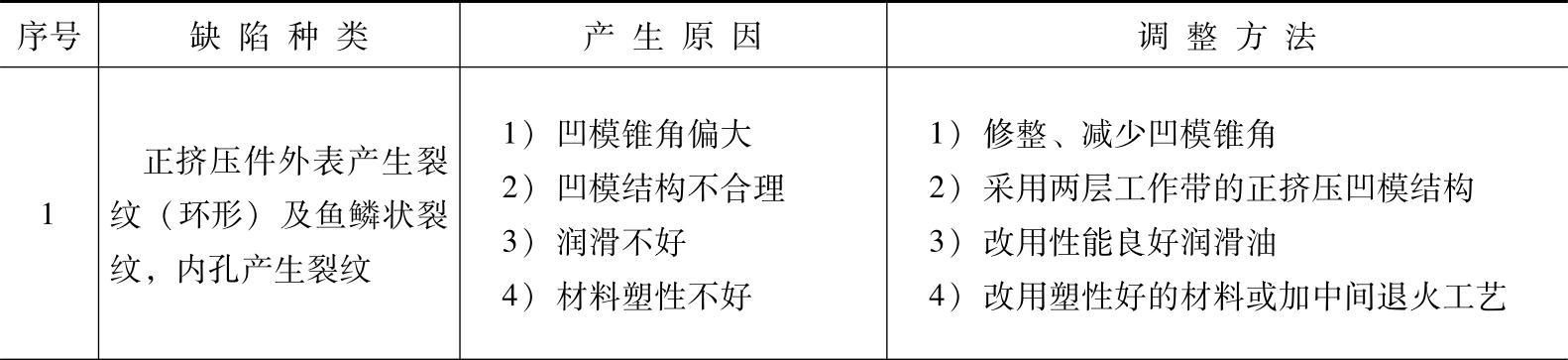
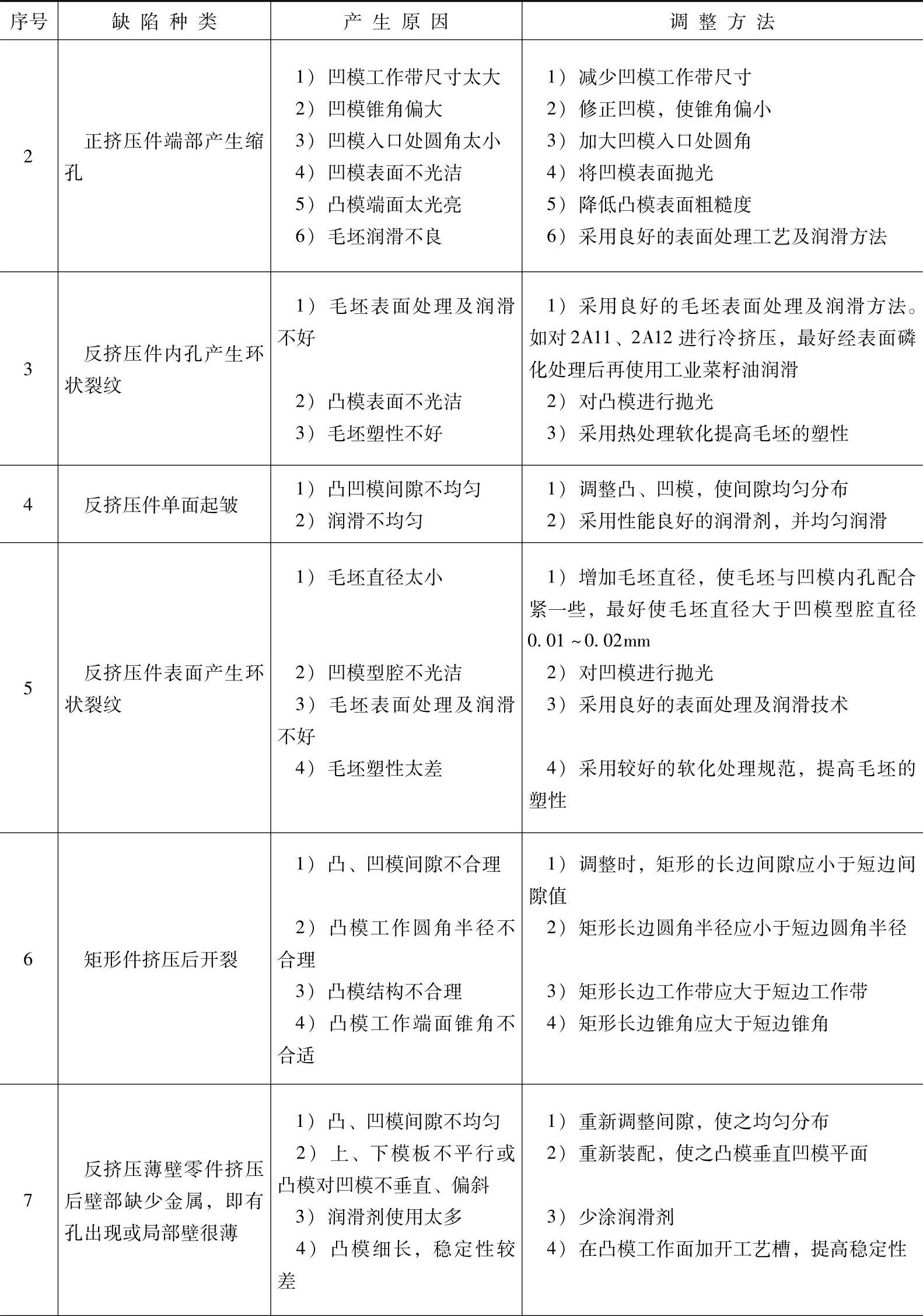
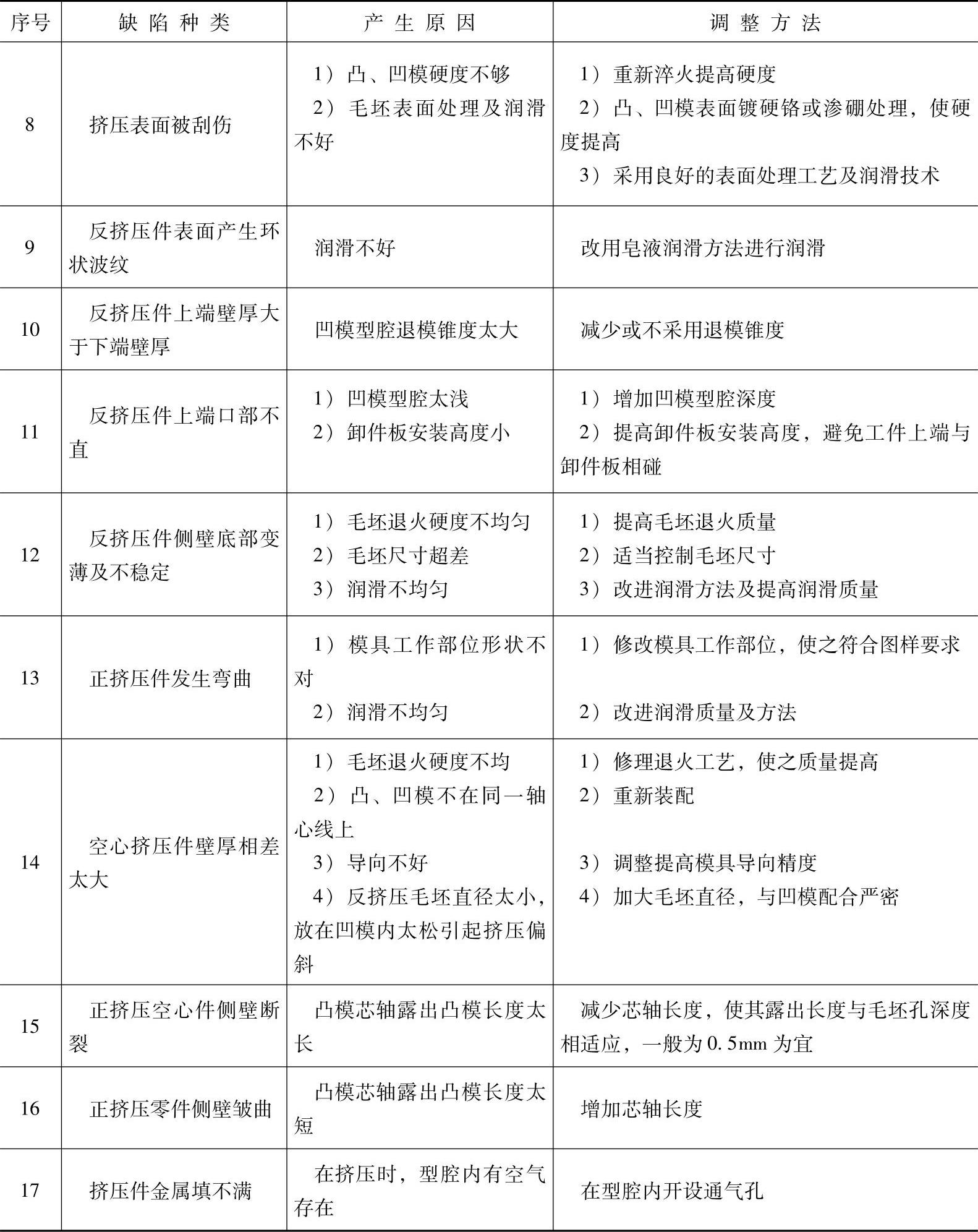
冷挤压模的调整方法见表9-1。
表9-1 冷挤压模的调整方法
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。