



数控系统主要由数控装置、PLC、伺服驱动系统等组成。其技术涉及机械、电子、自动化、信息技术、光电技术等多个领域,尤其在故障诊断、状态监测方面的复杂性、多样性、多变性以及一些客观环境因素的制约,给维修工作带来很大困难。
数控系统故障的诊断内容主要有以下几个方面:动作诊断、状态诊断、点检诊断、操作诊断、系统故障自诊断等。总体来讲,目前使用的系统的自诊断技术大致可分为以下几大类:启动诊断(Start up Diagnostics),在线诊断(On-Line Diag-nostics)和离线诊断(Off-Line Diagnostics)。
对数控机床使用者来讲,在现有条件下,充分利用数控系统自诊断功能,快速识别各模块的报警信息,灵活应用常规处理方法,快速、准确、有效地解决故障问题就显得尤为重要。
1.报警信息和自诊断功能
随着微处理机技术的快速发展,现代数控系统的自诊断能力越来越强,从简单的诊断朝着多功能和智能化方向发展。其报警种类由十几种发展到现在的几千种,已具备了较强的自诊断功能,能随时监视数控系统的硬件和软件的工作状况。数控系统一旦发生故障,维修人员可借助系统的自诊断功能,迅速、准确地查明原因并确定故障部位。
报警指示装置和故障自诊断功能是数控系统的一项重要技术,已经成为评价数控系统性能的一个重要指标。一般情况下,数控机床发生故障时都有报警信息出现,根据机床使用的控制系统不同,提供的报警内容多少不一,按说明书中提示的故障处理方法检查,大多数故障都能找到解决方法。
(1)硬件报警功能
对于通用型的各类数控系统,例如FANUC、三菱、SIEMENS、NUM等系统,内置较多硬件报警装置,来反映系统中最常见和最可能的故障形式。
如NC主板、各轴控制板、电源单元、主轴伺服驱动模块、各轴伺服驱动单元等部件上均有发光二极管或数码管,通过指示灯和数码管的显示状态(如亮灭、数字编号、符号等)来指示故障所在位置及其类型。
因此,在处理故障过程中,若从外观上很难判断问题所在,或是显示屏幕不能点亮(电源模块有故障)的时候,先观察各报警装置有无报警指示,然后根据指示查阅随机说明书,按照指示来处理故障。
(2)自诊断及自修复系统
就是在CNC系统的软件中装有自诊断程序,并在CNC系统内设置备用模块。软件运行中,向被诊断的部件或装置写入一串称为测试码的数据,然后观察系统相应的输出数据(称为校验码),根据事先已知的测试码、校验码与故障的对应关系,通过对观察结果的分析来确定故障原因。其运行过程一般是:系统开机后,自动诊断整个硬件系统,为系统正常工作做好准备。在运行或输入加工程序过程中,一旦检测到某一模块发生故障,则系统自动进入自诊断状态。通过故障检测,定位并发出故障报警信息,及时在人机界面上显示故障内容及部位,并且在相应的故障板上点亮故障指示灯。同时自动寻找是否拥有备用模块,若有备用模块,系统就能自动切断故障模块而接通备用模块,使系统迅速恢复正常运行状态。
当机床在运行中发生故障时,利用自诊断功能,不但在人机界面上会显示诊断编号和内容,还能显示出系统与主机之间接口信号的状态。通常能将故障分类报警,如误操作报警、伺服系统报警、设定错误报警、PC部分报警等。可将故障原因定位到某个模块、某个印制电路板、或板上的某部分电路、有些甚至到某个芯片上,以诊断地址和诊断数据的形式提供诊断的各种状态。PC部分故障还能够在人机对话界面上,通过梯形图方式很直观地表达出来。以FANUC系统为例,系统提供指示系统与机床之间接口I/O信号状态,或PC与CNC装置之间、PC与机床之间接口的I/O信号状态的参数。可利用界面的状态显示,检查数控系统是否将信号输入到机床,或是机床侧各种主令开关、行程开关等通断触发的开关信号是否按要求正确输入到数控系统中。
(3)附属子系统的集中控制及故障集中诊断
也称远程控制及诊断(Remote Control and Diagnosis)。随着数控机床自动化程序的不断提高及系统功能的不断强大,现在大多数的数控机床已实现了冷却子系统、液压子系统、气压子系统及刀具管理子系统等的集中控制及故障集中诊断功能。对子系统的集中控制,为数控机床精确、可靠、安全的运行提供了保证,而子系统的故障集中诊断(可将子系统故障显示在人机界面上或在梯形图上显示故障部位)对快速准确地修复故障提供了方便。
维修时,根据报警内容提示来查找问题,区分出是在机床一侧还是数控系统一侧,从而可将故障锁定在某一区域、模块或元件上。但在很多情况下,仅将故障原因定位在某一范围内,维修人员需要通过维修手册提供的多种可能故障原因及相应的排除方法,找到真正的故障原因并加以排除。
2.常用的故障自诊断技术
常用的故障自诊断技术可分为开机自诊断、运行自诊断、脱机自诊断等。
(1)开机自诊断
当数控系统通电开始,系统内部自诊断软件对系统中关键的硬件和控制软件,如装置中CPU、RAM、ROM等芯片,MDI、CRT、I/O等模块及监控软件、系统软件等逐一进行检测,并将检测结果在CRT上显示出来。一旦检测通不过,即在CRT上显示报警信息或报警号,指出哪个部分发生了故障。只有当全部开机自诊断项目都正常通过后,系统才能进入正常运行准备状态。开机自诊断通常在1min内结束,有些采用硬盘驱动器的数控系统,如SINUMERIK 840D系统,因要调动硬盘中的文件,时间略长一些。开机自诊断中,有些可将故障原因定位到电路板或模块上,有些甚至可定位到芯片上,如指出哪块EPROM出了故障;但多数情况下,开机自诊断仅将故障原因定位在某一范围内,维修人员需要通过维修手册中所指出的有关可能造成的原因及相应的排除方法,找到真正的故障原因并加以排除。
某机床采用SIEMENS 810M系统,开机通电后,报警显示“BATTERY ALARM POWER SUPPLY”,根据报警信息指示数控系统断电保护电池没电,在更换新的电池后(注意:一定要在系统带电的情况下更换电池)故障复位,机床恢复使用。
例如一台采用日本FANUC 0i系统的数控车床,出现2043号报警,显示“HYD.PRESSURE DOWN”,指示液压系统压力低。根据报警信息,对液压系统进行检查,发现压力确实很低,对压力进行调整后,机床恢复了正常使用。
从以上两个典型的开机自诊断实例可以看出,开机自诊断对数控系统的重要部位,即计算机主柜上的装置进行检查,以确定哪块装置出了故障。这类故障如果用人工方法检查,往往很难找到真正的故障原因。
在对数控系统进行维修时,维修人员应了解该系统的自诊断能力、所能检查的内容及范围。在遇到级别较高的故障报警时可以关机,让系统进行开机自诊断,检查数控系统这些关键部分是否正常。
(2)运行自诊断
运行自诊断是数控系统正常工作时运行内部诊断程序,对系统本身、PLC、位置伺服单元以及与数控装置相连的其他外部装置进行自动测试、检查,并显示有关状态信息和故障信息。只要数控系统不断电,这种自诊断会反复进行,不会停止。
CNC系统的自诊断能力不仅能显示故障报警信息,而且还能以多页的“诊断地址”和“诊断数据”的形式为用户提供各种机床状态信息。这些状态信息有:
①CNC系统与机床之间的接口输入、输出信号状态。
②CNC与PLC之间输入、输出信号状态。
③各坐标轴位置的偏差值。(https://www.xing528.com)
④刀具距机床参考点的距离。
⑤CNC内部各存储器的状态信息。
⑥伺服系统的状态信息。
⑦PLC与机床之间输入、输出信号状态。
⑧MDI面板、机床操作面板的状态信息等。
充分利用CNC系统提供的这些状态信息,能迅速准确地查明故障和排除故障。
例如一台采用日本FANUC 0i的数控铣床出现以下故障:开机运行后就出现2041号报警,指示X轴超限位,但观察X轴并没有超限位,并且X轴的限位开关也没有压下,但利用NC系统的PMC状态显示功能,检查X轴限位开关的PMC输入X0.0的状态为“1”,开关触点确实已经接通,说明开关出现了问题。更换新的开关后,机床故障消除。
又如一台采用华中HNC-21的数控铣床出现以下故障:开机运行后就出现报警,指示Z轴跟踪误差过大,但系统中显示Z轴已经运动,利用NC系统的PMC状态显示功能,检查Z轴伺服的PMC输入状态为“1”,开关触点确实已经接通,说明Z轴机械部分出现了问题,没有运动。经检查后发现装置过热,冷却后,机床故障消除。
(3)脱机自诊断
一些早期的数控系统,当系统出现故障时,往往需要停机,使用随机的专用诊断纸带对系统进行脱机自诊断,根据脱机自诊断做出相应的故障排除工作。对于早期的数控系统,脱机自诊断在数控机床故障排除中占有重要的作用。
3.故障与维修实例
(1)故障现象
中国台湾省高明精机公司龙门式加工中心KMC-3000SD,系统为FANUC-15M。开机后出现报警EX026 SPINDLE COOLANT DEFECT,即主轴冷却损坏。按RESET键,报警不能消除,机床各轴也无法运动。即主轴油冷却器故障,报警不能消除。
(2)故障检查与分析
该机床为减小温度对加工精度的影响,机床采用主轴恒温控制。由冷却系统对主轴润滑油进行冷却,将冷却后的主轴润滑油送入主轴箱,从而达到对主轴的降温。冷却器自身带有自动控温装置。温度可在+10℃到-10℃之间调节,根据报警提示,查看冷却系统,听到压缩机间断工作正常,发现(pump)灯未亮,说明主轴液压泵未起动,按冷却控制器上ON/OFF按钮,(pump)灯亮,听到主轴液压泵起动声音,报警消失。
运行机床,各种功能正常。关掉机床重新起动,报警再次发生,再次起动主轴液压泵,报警又可消除。多次试验,现象依旧。由于用手动起动主轴液压泵后报警消除,机床运行正常,用手动关掉主轴液压泵后故障又出现,这说明:只要主轴液压泵起动,此故障就消失;手动操作主轴液压泵起动正常,冷却系统与主轴液压泵均正常;控制系统启动,恢复ESP开关时,主轴液压泵没有起动。
由以上三点可以得出,故障可能是由于控制系统不能对主轴液压泵遥控起动而造成。再检查控制柜与冷却系统之间的连线,发现只有三相220V交流电源连线、5V直流电源线及报警线AL,而无其他控制线连接,如图4-19所示。
当控制系统启动,EMG-1接通后,CR3及MC2随后接通,测冷却系统控制箱A、B、C三线电压均正常,+5V也正常,但油冷却器控制箱CN11接触器未接通。
主轴液压泵不能起动,报警AL信号产生。
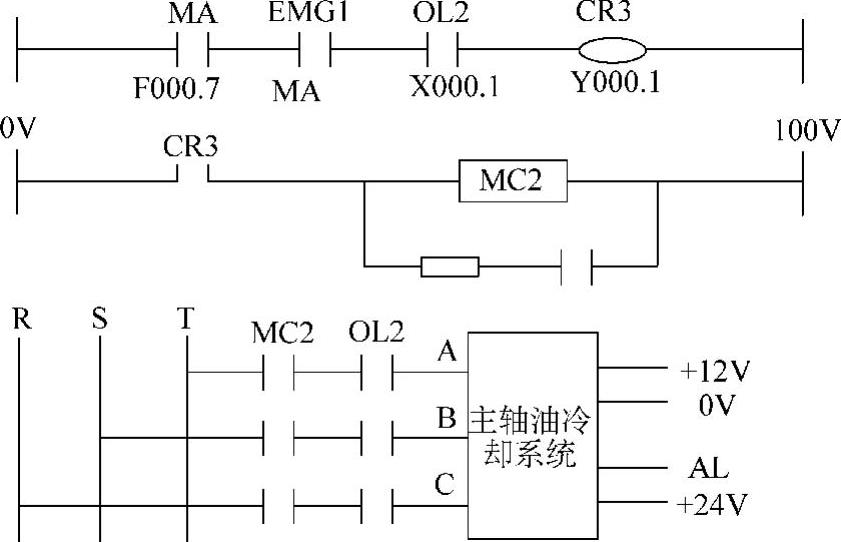
图4-19 主轴油冷却系统电气原理图
(3)故障处理
这说明故障出现在冷却器控制电路本身。拆下冷却控制板,可以看到两组设定开关SW1和SW2。在SW1上有一开关旁注有REMOTE ON,经检查开关在ON位和OFF位时均断开,将REMOTE开关短接后机床恢复正常,故障排除。
(4)简要说明
测绘出该部分简图如图4-20所示。
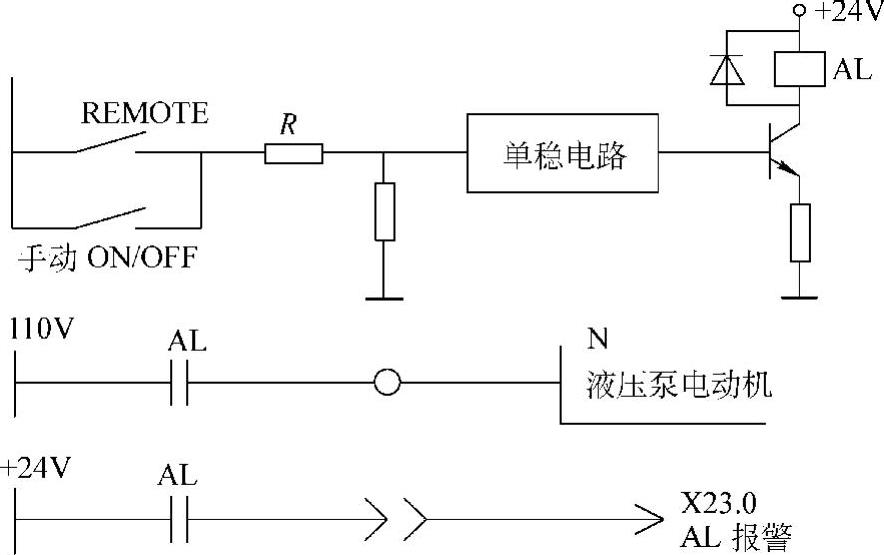
图4-20 油冷却器控制电路
由图可以看出,REMOTE开关是用来进行遥控和手动转换的,只要RE-MOTE断,AL报警就一直有,而液压泵电动机也只能靠手动ON/OFF来起动。因机床起动后主轴油就必须一直有,CN11也应一直接通,实际上手动功能在此无用,所以短路REMOTE就可以了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。