



制造不锈复合钢板焊接结构时,其焊缝是由基层、覆层和过渡层三部分组成的。基层和覆层是分开焊接的,基层钢的焊接工艺与珠光体钢相同,覆层钢的焊接工艺与不锈钢相同。不锈复合钢板焊接的关键在于过渡层的焊接,其在本质上属于异种钢的焊接。
1.焊接材料的选择
(1)过渡层的焊接材料 过渡层大都采用焊条电弧焊进行焊接。为减少基层金属对覆层焊缝金属的稀释作用,并补充焊接过程中合金元素的烧损,焊条中铬、镍合金元素的含量应高于覆层不锈钢中的含量。
(2)基层的焊接材料 选用与基层金属单独焊接时相同的焊接材料,并以同样的焊接工艺进行施焊。焊接时,都不进行预热和焊后去应力的回火热处理。但是焊接大厚度和刚性大的结构时,在焊接基层以前预热,基层焊接完毕后可以进行整体或局部的回火,以消除焊接残余应力。回火温度不能超过400℃,否则会影响覆层不锈钢的耐蚀性。基层金属焊接常用的焊接方法有埋弧焊和焊条电弧焊。
(3)覆层的焊接材料 原则上使用与单独焊接不锈钢时相同的焊接材料,焊接方法可采用埋弧焊、焊条电弧焊和气体保护焊。
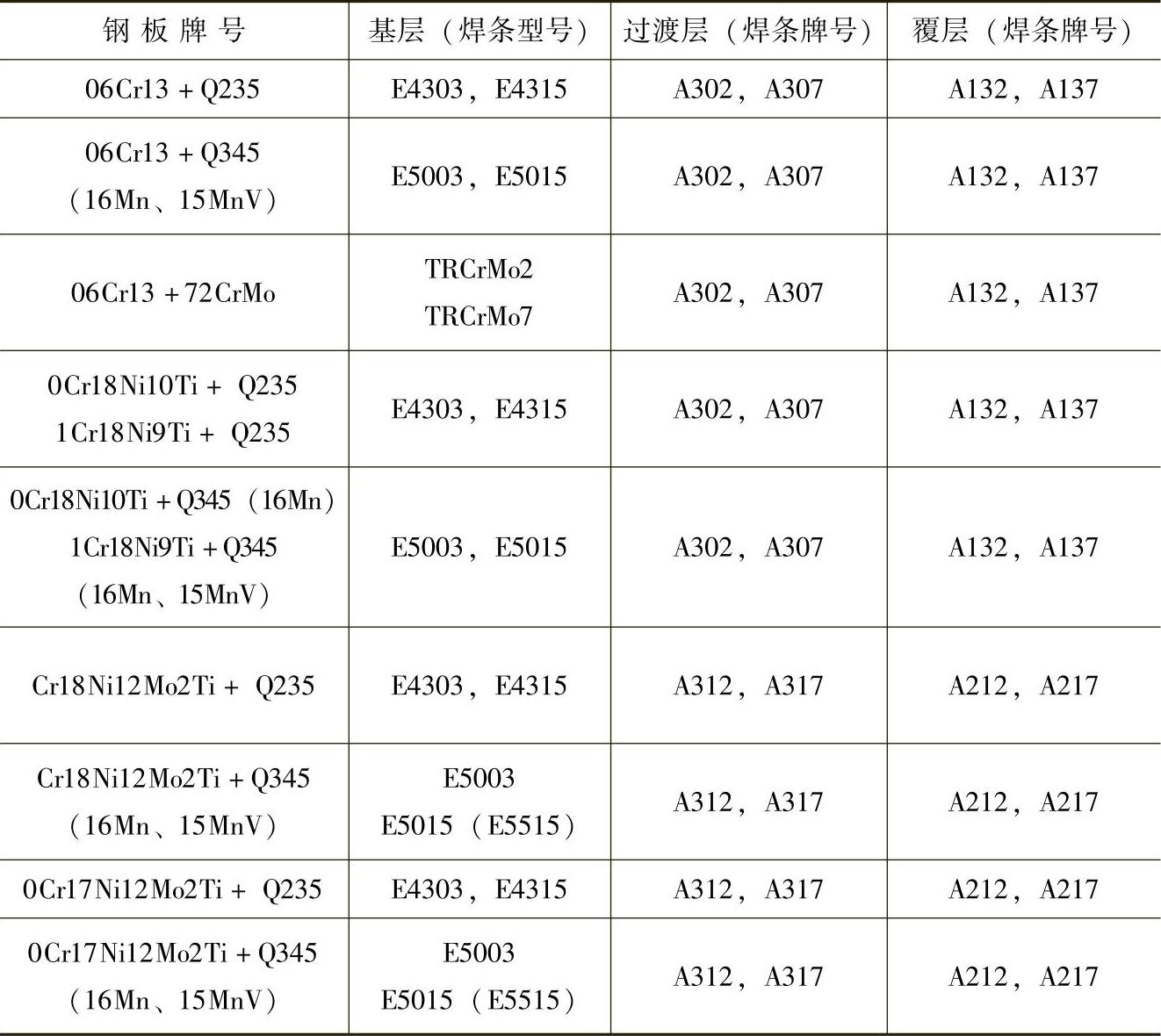
不锈复合钢板焊条电弧焊时,所选用的焊条牌号及型号见表7-19。
表7-19 部分不锈复合钢板焊条电弧焊时所选用的焊条牌号及型号
2.坡口形式和尺寸
不锈复合钢板对接焊缝的坡口形式和尺寸见表7-20。坡口分外坡口和内坡口两种,其中以外坡口的应用最为普遍。
表7-20 不锈复合钢板对接焊缝的坡口形式和尺寸
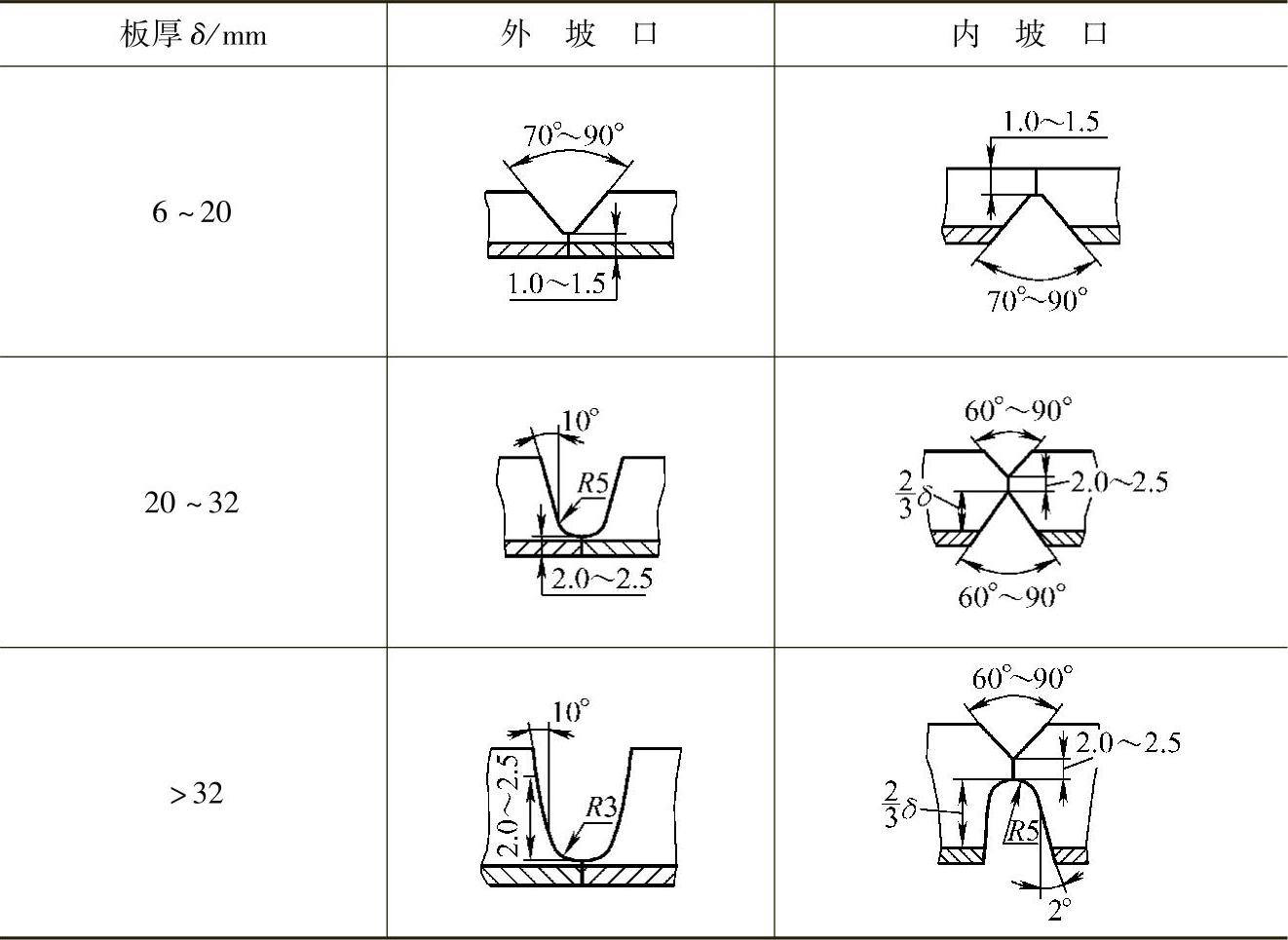
注:δ为板厚。
3.装配定位焊
不锈复合钢板装配时,一定要以覆层钢板为基准对齐,尤其在不同厚度组对时,更应注意,如图7-3所示。如果覆层之间错边量过大,减薄了对接处的不锈钢厚度,会降低使用寿命,同时基层根部焊缝有可能熔化,焊缝变得硬而脆。表7-21介绍了不锈复合钢板装配时允许的错边量的参考数值。
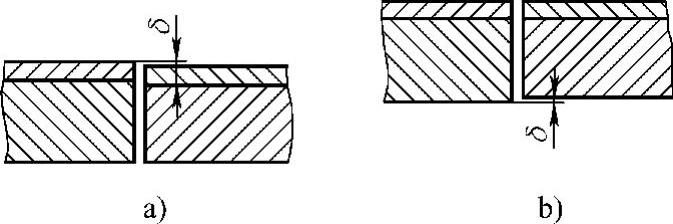
图7-3 不锈复合钢板的组对
a)不正确 b)正确
定位焊一定要焊在基层面上,所选用的焊条应与焊接基层的焊条相一致,决不允许基层的焊条在覆层面上进行定位焊,以保证覆层的焊缝质量。同样,也不允许覆层的焊条在基层上定位焊。一般定位焊的长度控制在10~30mm范围内。
表7-21 不锈复合钢板装配时允许的错边量 (单位:mm)(https://www.xing528.com)

4.焊接顺序
不锈复合钢板对接焊缝的焊接次序如图7-4所示。先将开好坡口的不锈复合钢板装配好(见图7-4a),首先焊接基层碳钢(见图7-4b)。基层焊接完毕,要对基层焊缝进行全面检查,确认焊缝内部质量达到要求后,再开始做焊接过渡层的准备工作。先将覆层不锈钢板一侧铲削成圆弧,为了防止未焊透,要一直铲到暴露出基层的第一层焊缝为止(见图7-4c),并打磨干净,然后焊接过渡层(见图7-4d)。基层焊缝要熔化覆层不锈钢钢板的一定厚度,才能起到隔离作用,最后在过渡层上焊接不锈钢覆层(见图7-4e)。

图7-4 不锈复合钢板对接焊缝的焊接次序
a)装配定位焊 b)焊接基层碳钢c)将覆层一侧加工 d)在覆层一侧施焊过渡层 e)在过渡层上焊接覆层焊缝
当不锈复合钢板的厚度小于1.6mm时,从覆层一侧用过渡层的焊接材料进行施焊;当厚度在1.6~3.0mm时,通常从覆层和基层面各焊一层,先焊基层,后焊覆层,所采用的焊接材料仍是焊接过渡层的焊接材料;当厚度在3.0~6.0mm时,在基层一侧开成80°V形坡口,选用焊接过渡层的焊接材料先焊基层一侧,然后再焊覆层一侧。在焊接这些薄件的不锈复合钢板时,一定要在不影响焊缝质量的前提下,加快覆层焊接的冷却速度,避免覆层在400~800℃停留时间过长,而影响其耐蚀性。
不锈复合钢板搭接接头的形式如图7-5所示。在焊接区出现珠光体钢和不锈钢时,要选用过渡层的焊接材料。待焊接区只出现珠光体钢时,要选用过渡层所用焊接材料进行施焊。待焊接区都是不锈钢时,应选用覆层的焊接材料,但考虑到焊接熔池的深度可能将基层熔化,此时第一层仍要选用过渡层的焊接材料,才能保证焊缝质量。

图7-5 不锈复合钢板的搭接接头形式
a)搭接焊缝为过渡层焊缝 b)一面是过渡层焊缝,一面是低碳钢焊缝
5.注意事项
1)绝对禁止用焊接基层的焊接材料焊接过渡层或焊接覆层不锈钢,同时也要防止覆层的焊接材料错用在焊接过渡层和基层的焊缝上。
2)在覆层一侧用基层焊接材料焊接基层时,应对覆层表面(包括覆层坡口在内的两侧,各150mm范围内)涂上白垩粉加以保护,防止基层焊接材料在焊接过程中飞溅粘在覆层上,已经粘上的飞溅颗粒,必须仔细清除干净。
3)基层的根部焊缝通常用焊条电弧焊进行施焊,第一、二层焊缝在可能的情况下,用埋弧焊进行焊接。过渡层大多情况采用焊条电弧焊进行焊接。在保证焊透的情况下,为了减少合金元素的稀释,应尽量减少熔合比,此时可以采用小的焊接电流、快速焊,焊条不允许横向摆动。覆层可以采用焊条电弧焊、埋弧焊和气体保护焊进行焊接,焊接材料应选用低碳或超低碳的不锈钢材料,以提高焊缝金属的耐蚀性。焊接时,要选用小的热输入,使其在危险温度(400~800℃)区停留时间越短越好,焊后也可以用水冷却,以提高焊接接头的耐腐蚀能力。
4)焊前若发现不锈复合钢板有分层情况,不允许进行焊接。如果在焊接坡口边缘发现有分层时,一定要将不锈复合钢板全部进行无损探伤,直到判断其分层的范围很小时,可以铲除分层,进行补焊(即堆焊),修复好后再焊接。
5)基层一侧和覆层一侧都应分别使用专用的钢丝刷等工具,基层必须使用碳钢钢丝刷,而覆层则必须使用不锈钢钢丝刷。
6)覆层不锈钢焊接后,仍要进行酸洗和化学处理,或对覆层焊缝区进行局部酸洗和去掉褐色氧化膜的化学处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。