



电火花成形加工机床,由脉冲电源、机床本体、自动调节系统和工作液循环过滤系统四部分组成,如图3-7所示。
1.脉冲电源
电火花成形加工机床的脉冲电源,其作用是将工频交流电转变为一定频率的单向脉冲电流,提供给电火花成形加工所需要的能量。脉冲电源的性能直接影响电火花成形加工的生产效率、加工稳定性、电极损耗、加工精度和表面粗糙度等。因此,对脉冲电源有如下基本要求:
1)要有足够的脉冲放电能量,保持一定的生产效率,不然只能加热而不能将金属瞬间熔化和汽化。
2)脉冲波形基本是单向脉冲,以便充分利用极性效应,减少电极损耗。
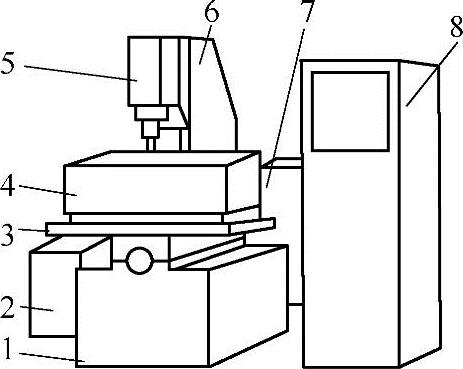
图3-7 电火花成形机床
1—床身 2—液压油箱 3—工作台 4—工作液槽 5—主轴头 6—立柱 7—工作液箱 8—电源箱
3)脉冲电源的主要参数(脉冲宽度、脉冲间隔和峰值电流)应有较宽的调节范围,以满足粗加工、半精加工和精加工的需要。
4)工具电极损耗要小,粗规准时相对损耗要小于0.5%(体积分数);中、精规准时应更小。
5)性能稳定可靠,结构简单,操作和维修方便等。
2.机床本体
电火花成形加工机床本体的作用是,保证工具电极与零件间的相互位置尺寸要求。它主要包括床身、立柱、主轴头和工作台,如图3-8所示。
(1)床身和立柱 床身和立柱为机床的主要基础件,要有足够的刚度,床身工作台与立柱导轨之间有一定的垂直度要求。它们的刚度、精度和耐磨性等对电火花加工质量有直接影响。
(2)工作台 它用于支承和安装被加工的零件及工作液槽。通过转动纵、横手轮带动丝杠来移动纵、横工作台,从而调整零件与工具电极的相互位置。(https://www.xing528.com)
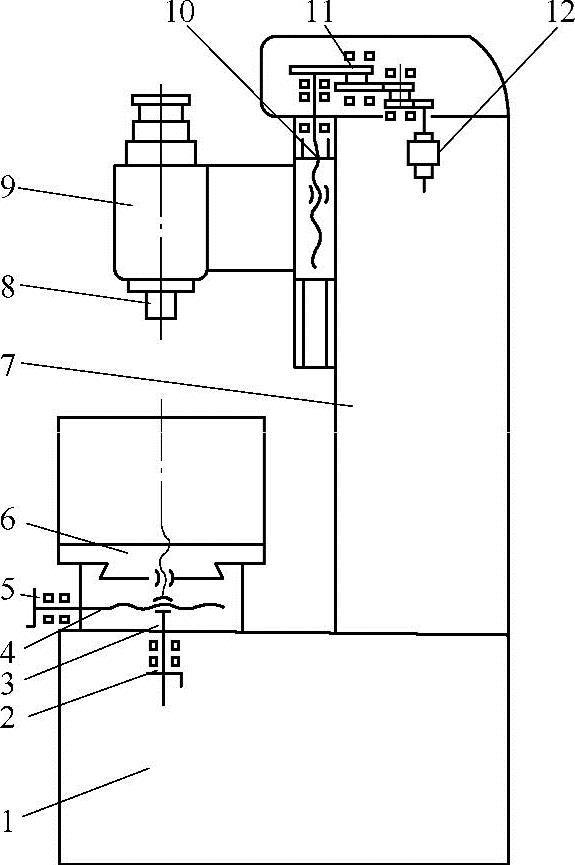
图3-8 电火花成形加工机床本体及机械传动系统
1—床身 2、5—手轮 3、4、10—丝杠 6—纵、横工作台 7—立柱 8—主轴头 9—主轴座 11—齿轮系统 12—电动机
(3)主轴头 它是电火花机床自动调节系统的执行机构,控制零件与工具电极间的间隙。主轴头的性能和质量对电火花成形加工工艺指标起着重要影响。因此,要求主轴头结构简单、传动链短、传动间隙小,有很好的轴向和侧向刚度及精度,以及适宜的进给和升降速度。此外,主轴运动的直线性和抗扭性要好,灵敏度高和无爬行现象及足够的承载电极质量的能力等。
3.自动调节系统
电火花成形加工过程的放电间隙,随着粗、精加工所选择的电参数不同而有所不同。为满足不同的粗、精加工需要,且因电火花加工是动态过程,即零件与工具电极均有一定的损耗,使得放电间隙不断增大,而影响加工效果。另外,一旦因排屑不良等因素造成间隙过小而发生短路等情况时,为了维持所需的最佳放电间隙,则电极需不断及时地调整进给量,以保持最佳放电间隙。这一作用正是由其自动调节系统完成的。
4.工作液循环过滤系统
工作液循环过滤系统的作用是,使具有一定压力的工作液强迫流经放电间隙,将电蚀产物排除,并对使用过的工作液进行过滤而净化。工作液的循环工作方式有如图3-9所示的两种,即冲油式和抽油式。其中,冲油式的优点是排屑效果好。但电蚀产物流出过程易造成二次放电而导致四壁出现斜度,精度降低;抽油式的优点是可获得较好的加工精度和低的表面粗糙度,但排屑能力不如冲油式。
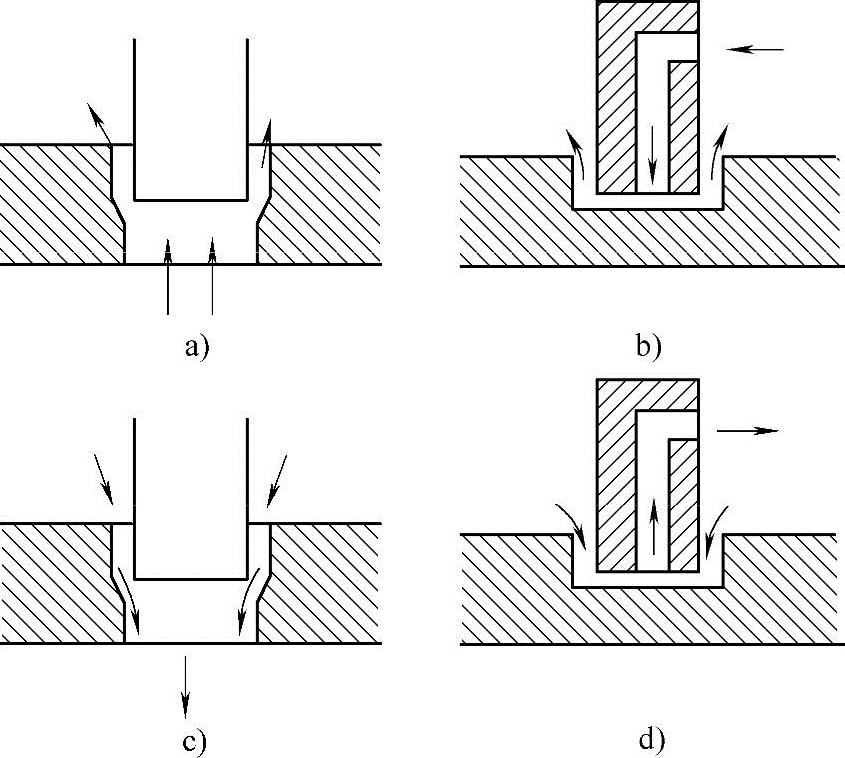
图3-9 工作液的循环方式
a、b)冲油式 c、d)抽油式
电火花成形加工,必须在具有较强绝缘性能的液体介质(工作液)中进行。工作液在电火花成形加工过程中的作用是,形成火花击穿放电通道,并在放电结束后迅速恢复间隙的绝缘状态;对放电通道起到压缩作用,即使放电能量集中;在强迫流动过程中,将电蚀产物从放电间隙中带出;同时兼有对工具电极和被加工零件进行冷却的作用。
日常生产中,常用的工作液有煤油和变压器油等。实践表明,使用煤油与变压器油的混合油效果最佳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。