



钛及钛合金的钎焊件主要用于宇航结构和航空发动机叶片、动力涡环组件、液压导管和导管配件、飞机蜂窝结构、叠层壁板和带肋蒙皮等[8,9,14,19,79,81]。例如,由曲面蒙皮和波纹状夹芯组成的防冰机翼是用Ti70Cu15Ni钎料经真空钎焊而制成的钛合金结构。
钛合金管路系统可减轻结构重量,是飞机和宇航飞行器内钎焊不锈钢高压液体管路和配件连接系统发展的产物。采用吊式感应加热装置和氩气气氛保护使钎焊进行得又快又可靠。一个宽机身的美国喷气式客机使用了250多个钛导管钎焊接头,其中包括工业纯钛导管和TC4配件,采用的钎料为Ag-10Pd。
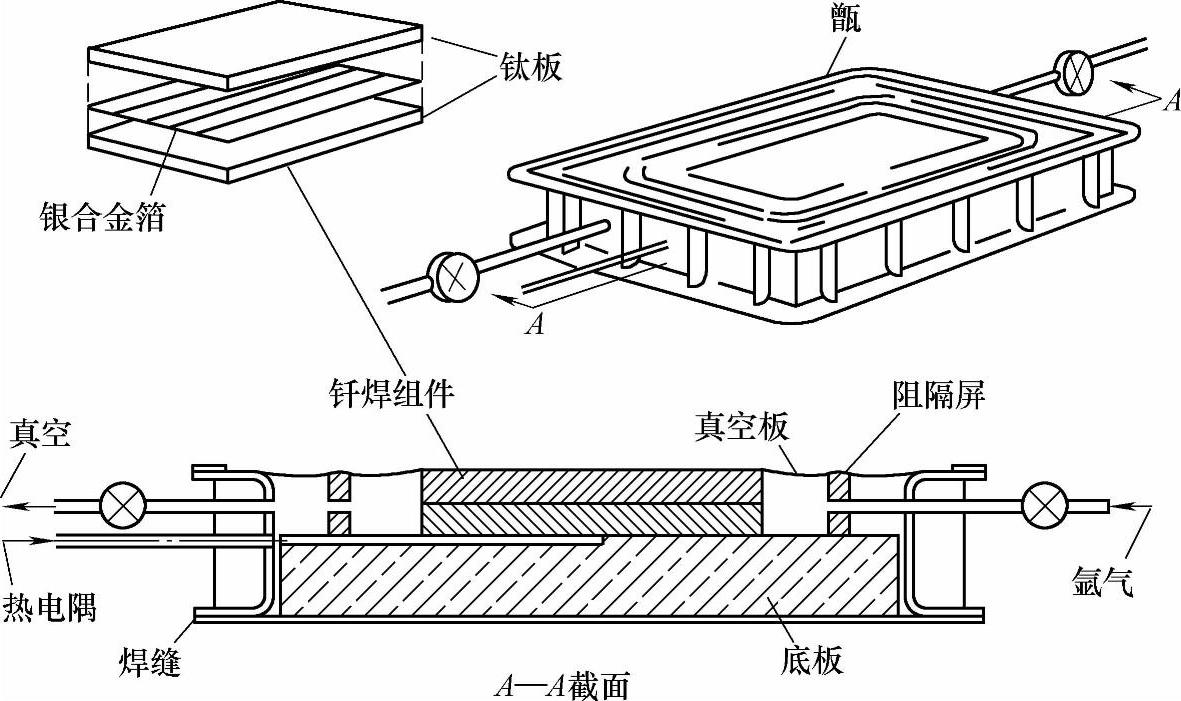
图9-20 钎焊容框及装配顺序 Fig.9-20 Brazing retort and assembly sequence
超声速运输机的设计,在很大程度上依赖于高效蜂窝结构。已考虑在机身、机翼等部位采用冶金结合的钛蜂窝壁板。蜂窝芯为0.05mm的钛箔;面板为0.25mm的TC4钛板;钎料为3003铝合金;加热工具为带状陶瓷加热器;保护方式为排气后充氩气。在此种结构、材料、工艺条件下,已成功地制成了以铝钎料钎焊的钛合金蜂窝夹层结构。在其他飞机系统的生产中,还成功地制成了发动机罩。
钛合金叠层壁板是飞机结构主要构件,人们采用Ag94.5Al5Mn钎料,对用容框来钎焊大面积(1.2m×3.0m)β钛叠层组件的制作方法与工艺进行了研究(见图9-20)。研究的主要范围包括:工艺装备的研制、表面准备、零件的拼排、钎焊参数和环境控制。结果表明,精密地控制工艺装备和制造参数,可以得到令人十分满意的钎焊叠层件。随后又对结构的破损-安全强度特性进行了评价。
某航空发动机的5~8级整流器材料为TC4钛合金,要求一次把60~80个叶片同时钎焊到内外环上,且对整体要求变形量越小越好。钎焊前装配时,把叶片逐件整体由外环插入,使叶片内端头插入内环的槽内。由于叶片有一定扭度,这样装配很难保证钎焊间隙,为此用钛合金箔填充大间隙,把φ1mm的丝状Ag72CuNi钎料弯成U形放在叶片与外环的结合处(见图9-21),然后用0.1mm钛箔条压在叶片与外环上,采用手枪式电容储能点焊机点焊,从而使叶片、外环与钎料三者保持相对位置。钎焊采用真空钎焊,热态真空度不低于10-2Pa;钎焊温度为850℃,钎焊保温时间为(10±2)min。
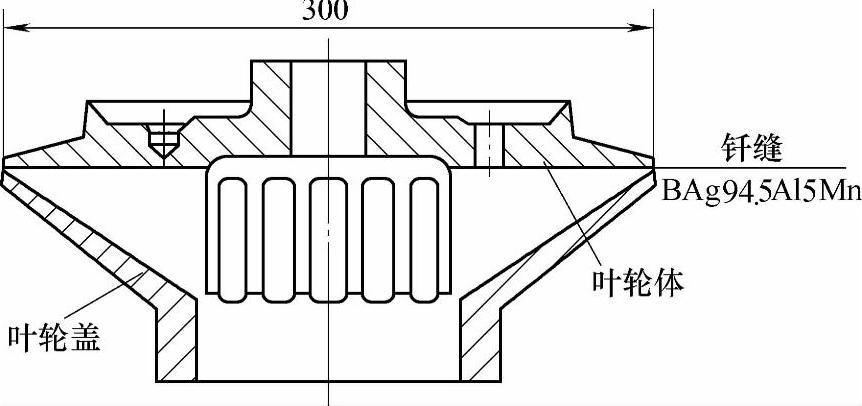
图9-22所示为一种舰用燃气轮机上的动力涡轮组件示意图。材料为TC4+TC4,要求钎缝强度高,并能耐蚀。选用Ag94.5Al5Mn钎料将叶轮盖钎焊在叶轮体上。钎焊参数为:温度为930℃;钎焊保温时间为6min;热态真空度为8×10-3~10-2 Pa。冷却时,先随炉冷至800℃以下,再回填高纯氩;起动风扇快冷到低于65℃,出炉。钎缝光洁致密,涡环整体几何尺寸没有变化[14]。
某卫星液体远地点发动机推力室头部是由喷注芯体、喷注器架、支座及测压管嘴等零件经真空钎焊而成的组合构件,各零件材料均为7715D钛合金,钎焊结构型式如图9-23所示。采用的钎料为TZNC-1(Ti-27Zr-15Ni-7Cu)粉末,钎焊规范为980℃×10~30min;焊后在920℃×4h的规范下进行扩散处理。钎焊的头部已交付卫星飞行[82]。
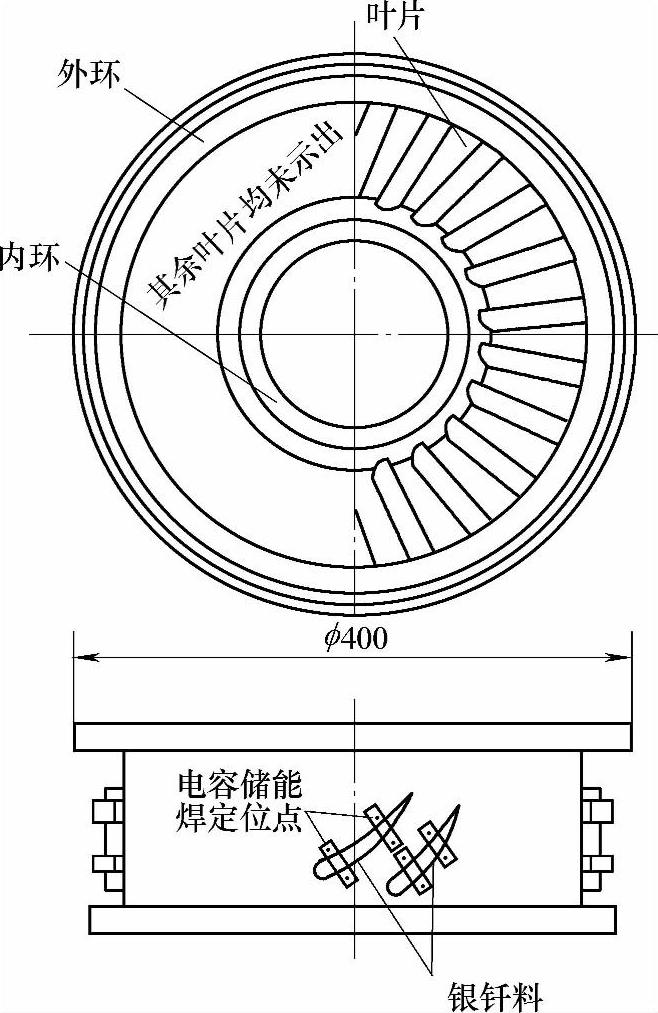
图9-21 整流器叶片钎焊前装配示意图 Fig.9-21 Assembly of rectifier-blade prior to brazing
 (https://www.xing528.com)
(https://www.xing528.com)
图9-22 动力涡环组件示意图 Fig.9-22 Dynamic turbine ring assembly
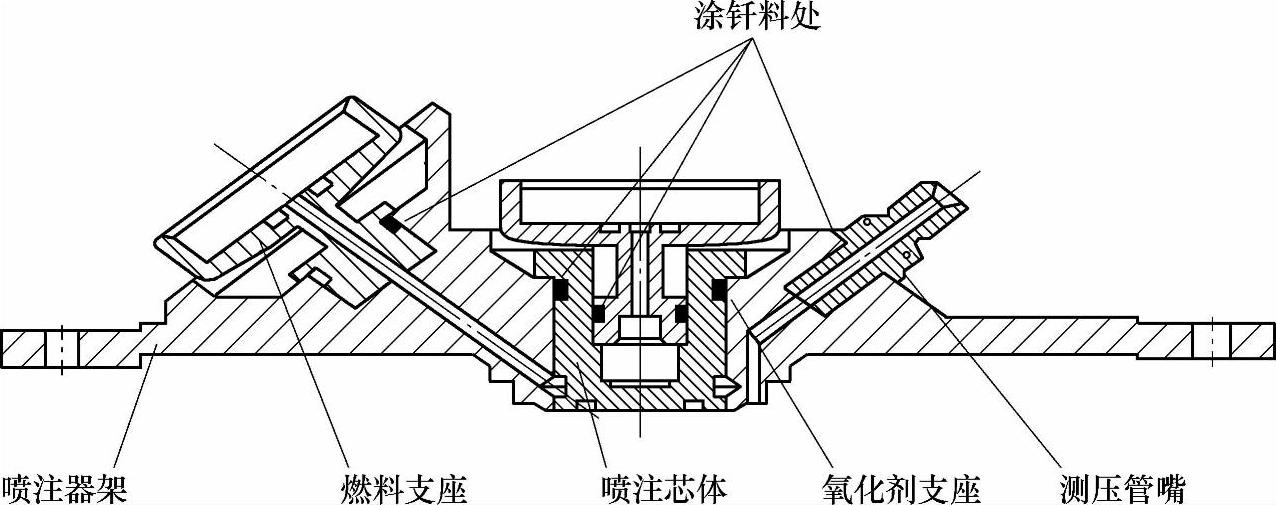
图9-23 钛合金推力室头部钎焊结构型式 Fig.9-23 Scheme of brazed titanium alloy thrust chamber head
焊接钎焊的一个典型应用实例是用毛细流动焊接钎焊法制造的NASA YF-12探索飞机上带J形加强肋的全尺寸钛合金机翼蒙皮,如图9-24所示[60,61]。钎焊方法为真空钎焊,钎焊规范:677℃×10min,真空度为10-3Pa。经试验,该蒙皮板在317℃暴露1000h、10000h或在海洋气压条件下-54~317℃冷热循环1000次,其室温和317℃时的抗剪强度高于设计值26%~80%不等。经130h飞行服务后(其中有40h超声速飞行),室温抗剪强度仍比设计值高30%。与整体加工的加强板相比,二者重量和效率相当,但焊接钎焊板的制造费用降低15%。
此外,这种技术目前已被扩大应用于钛合金与B/Al复合材料组合结构的钎焊中。
液相界面扩散焊工艺已成功地用于航天飞机、超声速飞机及发动机钛合金构件制造,如多层壁防热瓦、蜂窝结构、发动机机匣、机翼蒙皮、空心叶片、热交换器、液压导管、起落架锁定组件、梁和锻造结构替代件等[65,66,73,77,79]。用该工艺焊接的使用部位与图9-24中带肋蒙皮板完全相同的另一种钛蜂窝芯蒙皮板结构如图9-25所示[65,66]。这种蒙皮板由钛合金(TC4)焊接框架、面板及Ti-3Al-2.5V蜂窝芯三部分组成,质量为3.2kg,比图9-24带肋蒙皮板和整体加工的加强板减重12%。LID焊接时,先在连接面上电镀几层能反应形成共晶的材料,然后放入真空加热炉中,在935℃×1h规范下实施焊接。焊接的板经205℃、316℃、427℃和538℃四种温度100~10000h热暴露,-46~316℃、1000次的冷热循环试验后,除538℃热暴露使很薄的钛蜂窝芯板氧化导致蜂窝芯材料本身失效外,其他情况下,接头的抗拉强度和抗剪强度均保持在与未经暴露板相当的水平。这种板已通过25h飞行试验,其中6h的飞行马赫数超过2.6。
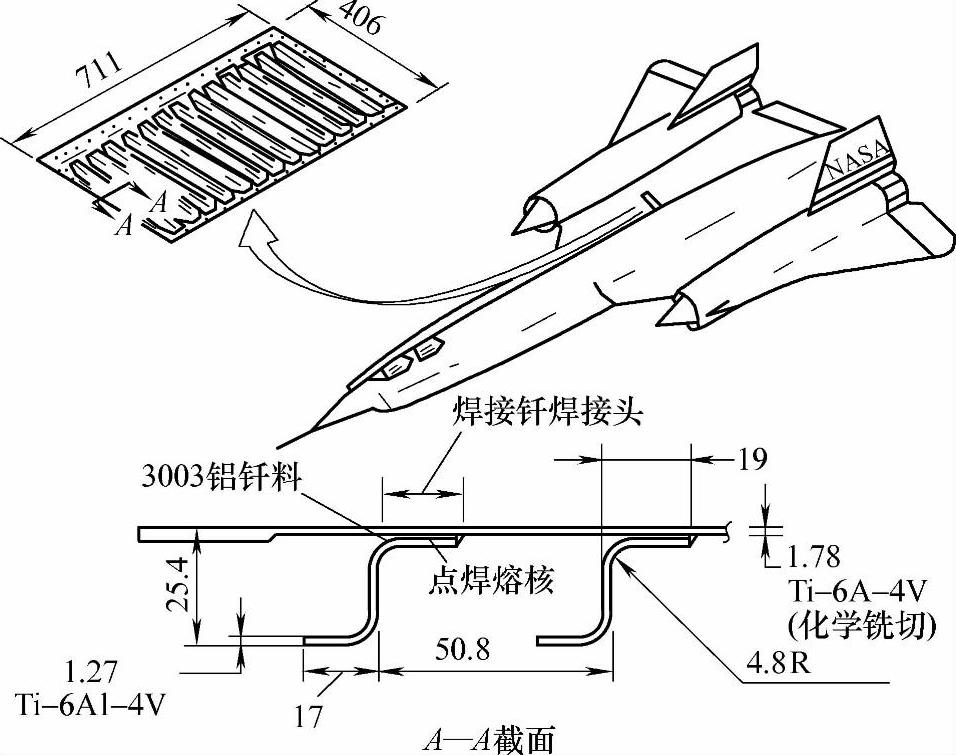
图9-24 焊接钎焊的钛合金带肋蒙皮板设计结构 Fig.9-24 Weld-brazed titanium skin-stringer panel design
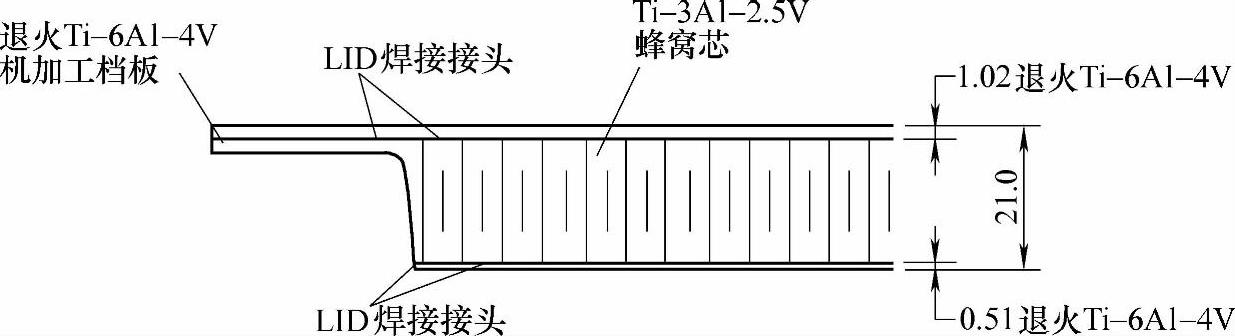
图9-25 LID焊接的钛蜂窝芯板结构 Fig.9-25 LID bonded titanium honeycomb-core panel design
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。