



钛及钛合金的焊接性特点是由钛及钛合金的物理、化学性质及热处理性能所决定的。了解钛及钛合金的焊接性特点,是确定焊接工艺、提高接头焊接质量的前提。
1.接头区脆化
常温下,由于表面氧化膜的作用,钛及钛合金能保持高的稳定性和耐蚀性。但钛在高温下,特别是在熔融状态时对于气体有很高的化学活性。而且在540℃以上钛表面生成的氧化膜较疏松,随着温度的升高,容易被空气、水分、油脂等污染,使钛与氧、氮、氢的反应速度加快,降低焊接接头的塑性和韧性。在高温下钛与氧、氮、碳、氢等的亲和力很强,无保护的钛在300℃以上开始吸氢,600℃以上开始吸氧,700℃以上开始吸氮,如图11-31所示。这些氢、氧、氮气体被钛吸收后,会引起接头的脆化。
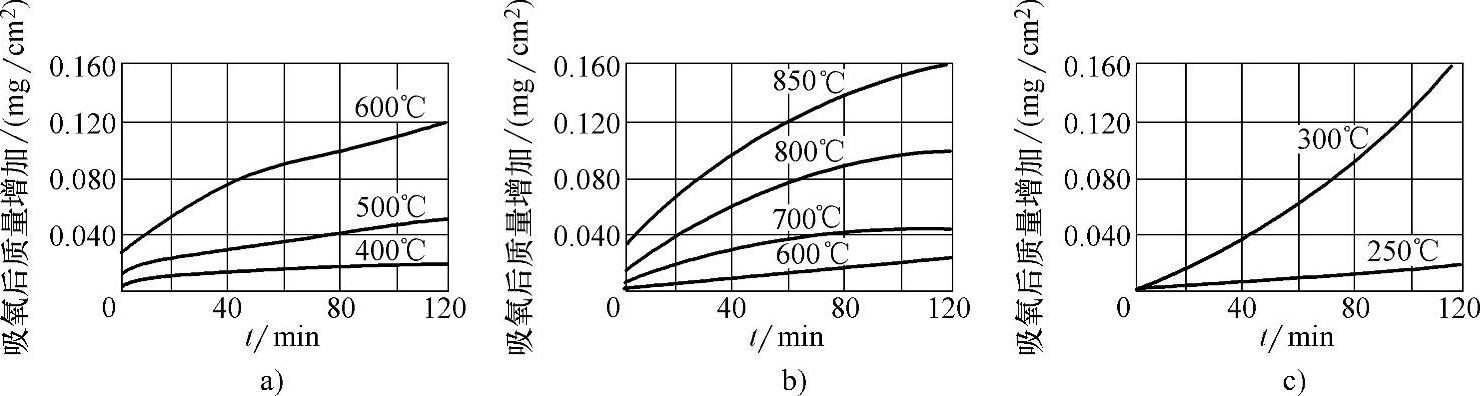
图11-31 温度和时间对钛吸氧、氮、氢程度的影响
(1)氧和氮的影响 氧、氮均是α相稳定元素,氧在α钛、β钛中溶解的最大摩尔分数分别为14.5%和1.8%,氮则分别为7%和2%。钛与氧在600℃以上发生强烈的作用,当温度高于800℃时,氧化膜开始向钛中溶解扩散。氮则在700℃以上与钛发生强烈作用,形成脆硬的TiN。氧、氮在高温的α钛、β钛中都容易形成间隙固溶体,造成钛的晶格畸变,使强度、硬度提高,但塑、韧性显著降低。而且氮与钛形成的固溶体造成的晶格畸变较氧更严重。因此,氮比氧更剧烈地提高钛的强度和硬度,降低钛的塑性。钛合金薄板的塑性可以用R/δ(板材弯曲半径与厚度之比)的值表示。
氧和氮与钛生成的化合物促使焊接接头的硬度提高,塑性严重下降。图11-32是焊缝中氮、氧含量对接头强度、弯曲塑性的影响。采用氩弧焊和等离子弧焊焊接钛及钛合金时,如果氩气纯度达不到要求或焊缝和热影响区保护不好,焊接接头将随氩气中氧、氮和空气含量的增加而硬度提高,图11-33是氩气中氧、氮和空气含量对工业纯钛焊缝硬度的影响。
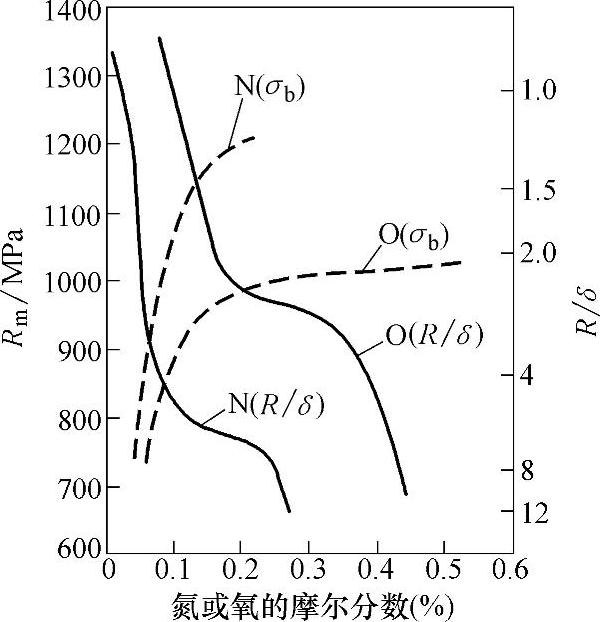
图11-32 焊缝中氮、氧含量对接头强度、塑性的影响
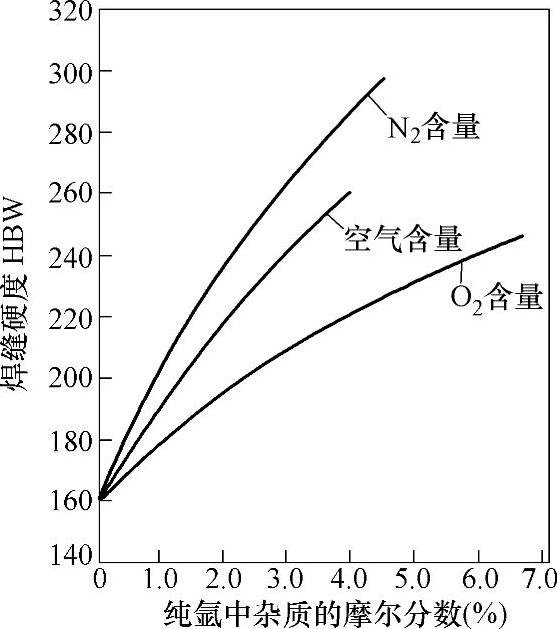
图11-33 氩气中氧、氮和空气含量对工业纯钛焊缝硬度的影响
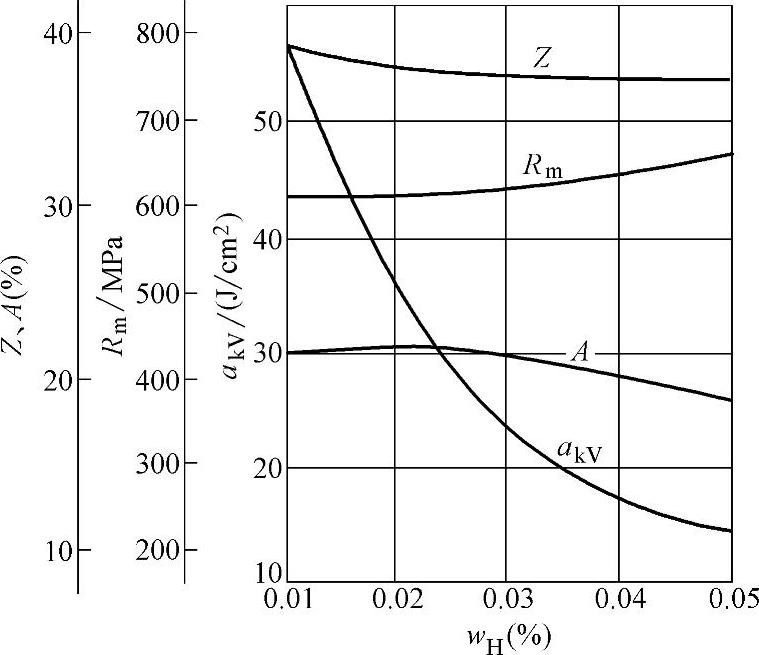
图11-34 氢对工业纯钛焊缝金属力学性能的影响
(2)氢的影响 氢是β相稳定元素,在β钛中溶解的量较大,而在α钛中溶解的量很小。钛与氢在325℃时发生共析转变β→α+γ。在325℃以下氢在α钛中溶解的质量分数急速下降,常温时仅为0.00009%。氢溶于钛中,不仅导致产生气孔,而且冷却时共析转变析出钛的氢化物TiH2(γ相)。TiH2以细片状或针状存在,其断裂强度很低,使焊接接头塑性和韧性下降,在组织应力作用下还会促使成为裂纹源。氢对工业纯钛焊缝金属力学性能的影响如图11-34所示。
为防止氢造成的脆化,焊接时要严格控制氢的来源。首先从原材料入手,限制母材和焊材中氢的含量以及表面吸附的水分,提高氩气的纯度,使焊缝的氢含量控制在0.015%(质量分数)以下。其次可采用冶金措施,提高氢的溶解量。添加质量分数为5%的铝可使氢在α钛中的常温溶解质量分数达到0.023%。添加β相稳定元素Mo、V可使室温组织中残留少量β相,溶解更多的氢,降低焊缝的氢脆倾向。
当焊接重要构件时,可将焊丝、母材放入真空度为1.33×10-3~1.33×10-2 Pa的真空炉中加热至800~900℃,保温5~6h进行脱氢处理,将氢的质量分数控制在0.0012%以下,可提高焊接接头的塑性和韧性。
(3)碳的影响 碳主要来源于母材、焊丝和油污等。常温时碳在α钛中溶解的质量分数为0.13%。在溶解度范围内,碳以间隙形式固溶于α钛中,使钛的强度提高,塑性下降,但影响程度不如氧、氮显著。碳超过溶解度时析出硬脆的TiC,并呈网状分布,其数量随碳含量的增高而增多,使得焊缝的塑性迅速下降,在焊接应力作用下容易产生裂纹。因此,碳在钛及钛合金中的质量分数不得超过0.1%,当钛及钛合金中碳的质量分数达到0.28%时焊接接头变得很脆。此外焊缝中的含碳量应小于母材的含碳量。焊前应仔细清理焊件和焊丝上的油污,避免焊缝增碳。
(4)合金元素的影响 在钛中加入Al、Ni、Si、Nb、Cr、Mn、V、Mo等合金元素能够提高钛合金的强度;有时为获得某些特殊性能,如抗氧化性和耐蚀性等,还可加入不同种类的合金元素。这些合金元素的加入会使钛合金的相变温度及结晶组织结构发生较大的变化,影响钛及其合金焊接接头的性能,如图11-35所示。
Al元素不仅可提高钛及其合金焊接接头的强度,还能提高焊缝的热强性、耐蚀性、抗蠕变和抗氧化的能力。焊缝中的Al的质量分数小于3%时,不会改变熔化金属的微观组织;当Al的质量分数为5%时,焊缝金属会产生粗大的针状组织,使焊缝金属的塑性有所降低;当Al的质量分数为7%时,接头塑性下降,冷弯角仅为不含Al的钛合金焊接接头的40%,但焊缝的韧性变化不大。所以焊接时应控制焊缝金属中的Al的质量分数不超过6%。焊缝中的Sn的质量分数控制在8%~10%,不仅有利于提高焊缝金属的塑、韧性,还能提高接头的抗拉强度。
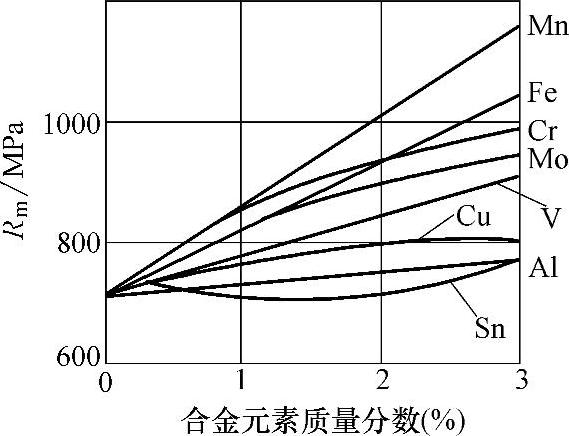
图11-35 合金元素对钛合金接头强度的影响
Mo的质量分数一般控制在3%~4%,焊缝金属具有良好的塑性和韧性。如Mo的质量分数大于6%,虽然能够提高接头强度,但塑性、韧性下降明显。加入Mn、Fe、Cr等元素提高焊缝抗拉强度的作用最为显著。在焊缝中适量加入Nb、W、Si等合金元素可明显提高接头的抗氧化能力。此外,加入合金元素对降低氢脆的影响可起到良好的效果,例如。当焊缝中加入质量分数为5%的Mo时,可获得冲击韧度为49J/cm2的接头。
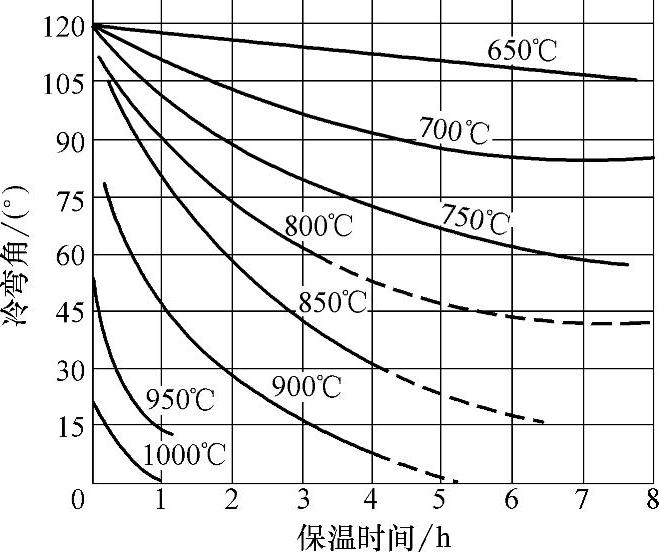
图11-36 保温时间对焊接接头弯曲性能的影响
工业纯钛薄板在空气中加热到650~1000℃时,不同保温时间对焊接接头弯曲性能的影响如图11-36所示。可见,加热温度越高,保温时间越长,焊接接头塑性下降得越多。焊接接头在凝固结晶过程中,焊缝和热影响区的金属在正、反面得不到有效保护的情况下,很容易吸收氮、氢。焊接时对熔池及温度超过400℃的焊缝和热影响区(包括焊缝背面)要加以妥善保护。
钛及钛合金焊接时,为保护焊缝及热影响区免受空气的污染,通常采用高纯度的惰性气体或无氧氟—氯化物焊剂。采用无氧氟—氯化物焊剂进行焊接时,熔渣和金属发生化学反应:Ti+2MnF2→TiF4+2Mn。由于氟化物在液态金属中不溶解,所以焊缝金属冷却后不会形成非金属夹杂,但焊剂中一些元素可能溶入熔池。
(5)焊接热输入的影响 钛合金焊接热影响区发生的组织转变类似于基体金属淬火时的组织转变。根据合金元素含量和热输入的不同,钛合金中能形成一些亚稳定相(如α′、α″、ω、β),这些亚稳定相能显著地改变近缝区金属的性能。因此,控制焊接热输入,避免在钛合金近缝区的最终组织中产生脆性和不稳定相是非常重要的。高强度钛合金焊接时,焊接热输入作用下的组织转变特性,更易导致焊缝金属的脆化。
焊接后,为了消除残余应力、稳定焊接接头的组织和性能、防止脆化,焊后可进行适当的热处理。
1)α钛和近α钛合金有良好的焊接性(前者为单相α组织,无相变;后者β相含量很少),这类钛合金焊接后主要是进行去应力退火,稳定接头区性能。
2)α+β钛合金焊接后进行热处理,不仅为了消除应力,还为了改善合金的塑性和稳定组织,一般是进行稳定化退火处理(与合金的最佳退火工艺相同)。α+β钛合金的焊接件,由于焊缝为铸态组织,过热区晶粒粗大,焊后不宜采用强化热处理,以免合金塑性太低,导致脆性开裂。
3)β钛合金焊接后进行的退火,实质上是时效处理,因为β钛合金焊后冷却快,得到的是亚稳定β相;再加热时亚稳定β相发生分解。因此,焊后要进行时效处理以免焊缝变脆。
2.焊缝熔化、凝固和裂纹倾向
钛的熔点高、热容量大、导热性差,因此焊接时易形成较大的熔池,并且熔池的温度很高。这使得焊缝及热影响区高温停留的时间较长,晶粒长大倾向较大。因此钛合金熔化焊焊缝金属的特点是生成粗大的柱状β晶粒,这些晶粒是以熔合区边缘的半熔化固相为形核基底,背向散热方向生长而形成的(见图11-37)。
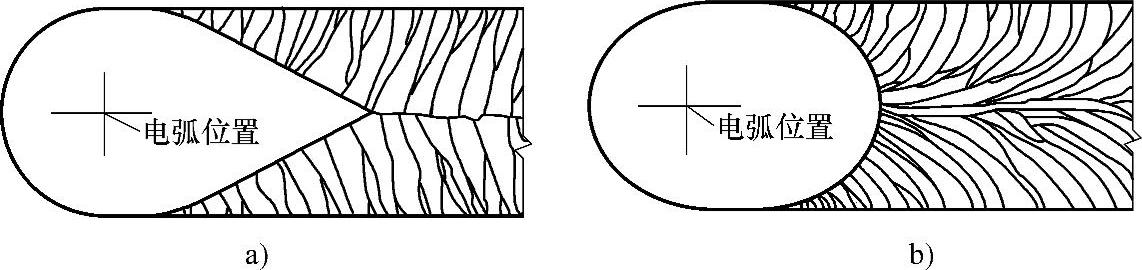
图11-37 熔焊焊缝金属晶粒外延生长示意图
a)泪滴形熔池 b)椭圆形熔池(https://www.xing528.com)
这种柱状β晶粒的形态和尺寸由“竞相生长”过程决定,也取决于焊接熔池的形状。β晶粒沿着最大温度梯度的某一方向优先平行生长,对体心立方结构的β晶粒为<100>方向。而β晶粒形态和尺寸直接影响焊缝金属的性能,由于晶粒粗大,降低接头的塑性和断裂韧性,易产生焊接裂纹。尤其是工业纯钛、α钛合金和β钛合金,焊缝及热影响区粗大的晶粒难以用焊后热处理方法回复,且焊缝金属呈铸态,焊后强度下降较大。
因此,控制焊缝金属晶粒尺寸是焊接工作者研究的重点。细化焊缝金属晶粒的手段主要有焊接时严格控制热输入、电磁搅拌、电弧摆动、低频和高频脉冲、变质处理、喷射保护气体等。例如,可采用电磁搅拌、变质处理及两者结合的方法使钛合金焊缝金属晶粒细化,并取得良好的效果。熔焊时应采用能量集中的热源,减小热影响区;或采用较小的焊接电流和较快的焊接速度,避免产生焊接裂纹。
对于α+β钛合金,如果β组织含量较少,则焊接性较好,但接头塑性比α′合金低;β组织较多的合金在冷却过程中会出现各种马氏体相,如α′相、α″相和ω相,塑韧性进一步下降。冷却速度越快,塑韧性下降越严重,裂纹倾向越大。所以焊接α+β钛合金时宜采用较大的热输入。此外,进行合适的焊后热处理,也可减少焊接裂纹。
钛合金焊缝中心凝固裂纹和末端收缩裂纹也时有发生,这些热裂纹可通过控制β晶粒的形态及减小焊缝的拘束度来消除。比较Ti-6Al-4V、Ti-6Al-6V-2Sn、Ti-5V2Al-3Cr-3Sn三种钛合金焊接凝固裂纹的敏感性可知,Ti-6Al-4V合金焊缝中没有凝固裂纹,其他两种钛合金焊缝中有明显的凝固裂纹,其中Ti-5V2Al-3Cr-3Sn合金对焊接凝固裂纹最为敏感。这与合金中溶质原子扩散速度慢、合金元素枝晶偏析密切相关。
当焊缝中氧、氢、氮含量较多时,焊缝和热影响区的性能变脆,在较大的焊接应力作用下容易出现冷裂纹,这种裂纹是在较低温度下形成的。焊接钛合金时,热影响区有时也会出现延迟裂纹,原因是由于熔池中的氢和母材金属低温区中的氢向热影响区扩散,引起氢在热影响区的含量增加并析出TiH2,使热影响区脆性增大。此外,氢化物析出时的体积膨胀会引起较大的组织应力,再加上氢原子的扩散与聚集,最终使得接头形成裂纹。防止这种延迟裂纹的方法是尽可能降低焊接接头的氢含量。为此,应选用含氢量低的母材、焊丝和氩气,注意焊前清理、焊后去氢处理,并进行消除应力处理。必要时,也可进行真空退火处理。
钛及钛合金由于高温塑性较好,液相线与固相线的温度区间窄,而且凝固时的收缩量也比较小,加上硫、磷、碳等杂质元素少,在晶界上很少形成低熔点共晶聚集,所以一般很少产生热裂纹。但当母材和焊丝质量不合格,特别是当焊丝有裂纹、夹杂等缺欠时,会在夹杂和裂纹处积聚大量有害杂质而使焊缝产生热裂纹。所以钛合金焊接时应特别注意母材和焊接材料的成分标准是否符合要求。
3.焊缝中的气孔
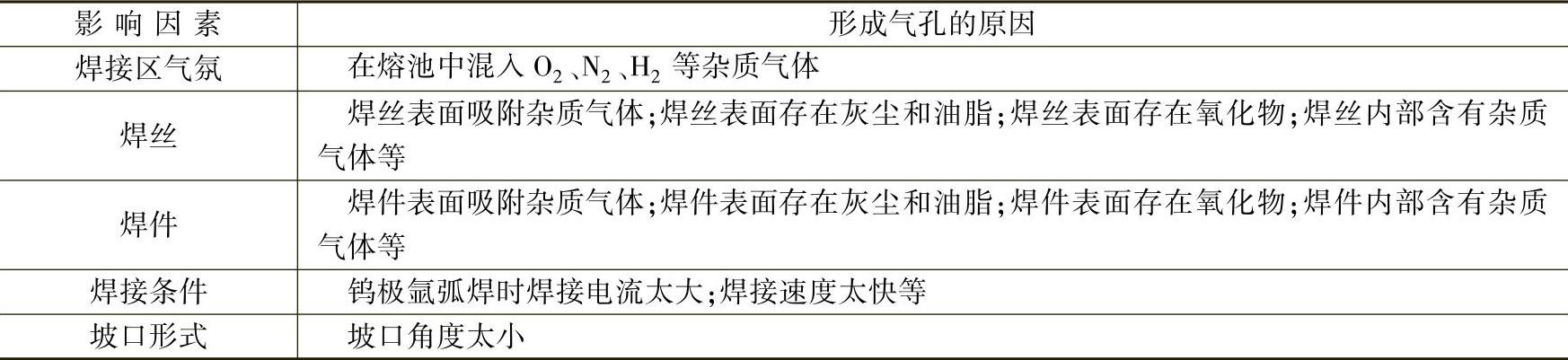
钛和钛合金焊接时氩气、母材及焊丝中含有的O2、N2、H2、CO2、H2O都可能引起气孔。钛及钛合金焊缝形成气孔的影响因素见表11-31。其中氢是钛及钛合金焊接中形成气孔的主要气体。氢气孔多数产生在焊缝中部和焊接熔合区附近。
表11-31钛及钛合金焊缝形成气孔的影响因素
(1)氢气孔形成的原因 氢在高温时溶入熔池,冷却结晶时过饱和的氢来不及从熔池逸出时,便在焊缝中积聚形成气孔。氢在高温钛中的溶解度曲线如图11-38所示。从图中可以看出,氢在钛中的溶解度随着液体温度的升高反而下降,并在凝固温度时发生溶解度突变。焊接时熔池中部比熔池边缘的温度高,使熔池中部的氢除向气泡核扩散外,同时也向熔合区扩散,因此在熔池边缘氢容易过饱和而生成氢气孔。
(2)减少气孔的措施 焊接接头中的气孔不仅造成应力集中,而且使气孔周围金属的塑性降低,从而使整个焊接接头的力学性能下降,甚至导致接头的断裂破坏。因此必须严格控制气孔的生成。防止气孔产生的关键是杜绝气体的来源,防止焊接区被污染,通常采取以下措施:
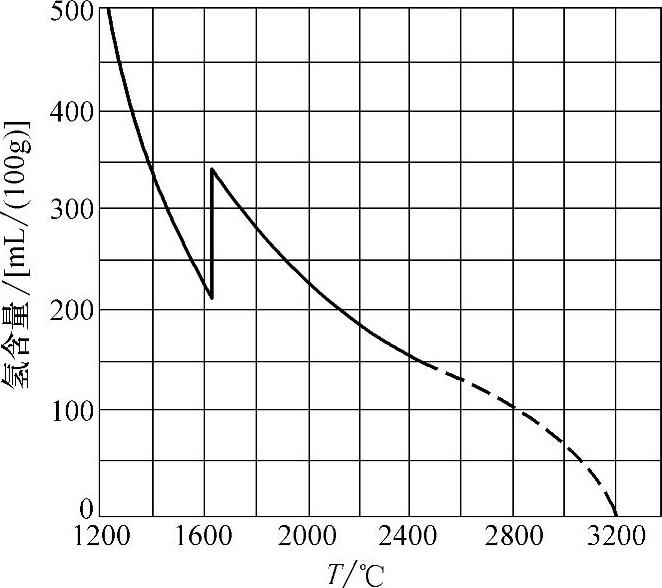
图11-38 氢在高温钛中的溶解度曲线
1)焊前仔细清除焊丝、母材表面上的氧化膜及油污等有机物;严格限制原材料中氢、氧、氮等杂质气体的含量;焊前对焊丝进行真空去氢处理以改善焊丝的含氢量和表面状态。
2)缩短焊件清理后到焊接的时间间隔,一般不要超过2h,否则要妥善保存,以防吸潮;采用机械方法加工坡口端面,并除去剪切痕迹。
3)正确选择焊接参数,延长熔池停留时间,以便于气泡的逸出;控制氩气的流量,防止紊流现象。
4)可以采用真空电子束焊或等离子弧焊;采用低露点氩气,其纯度>99.99%(体积分数);焊炬上通氩气的管道不宜采用橡皮管,以尼龙软管为好。
5)采用脉冲氩弧焊可明显减少气孔,氩气脉冲通断比以1∶1为好。
6)采用AlCl3、MnCl2和CaF2等 涂 于 焊 接 坡 口 上,并 控 制 对 接 坡 口 间 隙 为0.2~0.5mm。
此外,钛的弹性模量比不锈钢小,在同样的焊接应力条件下,钛及钛合金的焊接变形是不锈钢的一倍,因此焊接时应采用垫板和压板将待焊工件压紧,以减小焊接变形。垫板和压板还可以传导焊接区的热量,缩短焊接区的高温停留时间,减小焊缝的氧化。
4.焊接接头的组织变化
钛合金焊缝凝固结晶特点直接影响其组织性能,焊接方法及焊接参数等也会影响焊缝凝固组织的晶粒生长、晶粒尺寸和焊后冷却速度,最终影响焊缝组织性能。其中熔合区的微观组织对接头区性能影响很大。焊后热处理是改变焊缝组织性能的有效手段,可通过特定的热处理达到改善微观组织的目的。
为了研究钛合金焊接接头区的组织变化,用钨极氩弧焊(TIG)试验了两种焊接接头。将较厚的纯钛板材的接头加工成V形坡口(60°),清理干净接头处的氧化物、金属残渣和油污后,用以下两种工艺进行焊接:
1)低氧焊缝。前2条焊道在充氩焊箱内焊接,后2条焊道在焊箱外用焊炬上的氩气进行保护。
2)高氧焊缝。4条焊道均在焊箱外进行焊接,仅有氩气保护。
对两组试样的力学性能试验表明,两组焊缝的强度都不如基体金属,低氧焊缝的强度约为基体金属的67%,高氧焊缝的强度仅为基体金属的25%。低氧焊缝的氧含量与基体金属和焊丝的基本相同,而高氧焊缝的氧含量是基体金属和焊丝的2倍多。
显微组织分析表明,沿焊缝自上而下,接近表面处的氧含量和硬度有所升高,碳、氮含量则相对稳定,氧含量高的焊缝硬度明显高于氧含量低的焊缝;垂直于焊缝方向,在焊缝中心线上的硬度最低,在热影响区的硬度有所增加,基体金属处于一恒定值,而且氧、碳、氮含量也基本恒定。
两组焊缝的显微组织分析表明,弯曲试验后的焊缝上均发生开裂;由于两组焊缝的热输入相同,焊缝和热影响区的显微组织相似:焊缝的显微组织为典型的α相,焊缝中心处的晶粒尺寸粗大,β相在晶界上析出;热影响区的晶粒尺寸逐渐降低至基体金属的20μm;基体金属的α相为等轴晶,α相晶内外残留有少量高温β相。高氧含量的焊缝上部存在明显的氧污染,还可见到带有魏氏体片的针状α相和沿晶界析出的β相。这是由于高温下Ti与TiO2之间发生包晶反应所致,焊后快速冷却时,氧的存在使部分β相保留到室温。
钛合金焊接区加热到高于α→β转变的临界温度时,晶粒开始长大的瞬间是以晶界突跃式位移的方式进行的;随着晶粒尺寸的增大,晶粒长大的速度减慢。但是随着温度提高,晶粒长大的速度又重新加快。
钛合金焊接时热影响区中的β相晶粒的长大,首先取决于最高加热温度,在此温度下的停留时间和近缝区的冷却速度对晶内组织和晶粒尺寸产生显著影响,而对晶内组织的影响又远大于对晶粒尺寸的影响。在靠近熔合区的热影响区粗晶区,晶粒长大使焊接接头的强度和塑性降低;钛合金焊缝和近缝区金属的粗大结晶组织,也将导致韧性降低。
钛合金焊缝金属中细小的魏氏组织和晶界α相分布提高了接头区的断裂韧度,这与退火β钛合金断裂韧度提高相一致。这种高断裂韧度的产生原因是沿β相晶界裂纹尖端的钝化及分枝。用高能密度焊接方法焊接α+β钛合金时,焊缝金属断裂韧度明显低于母材。
尽管优化了焊接工艺及焊接参数,采用了冶金和焊后热处理等措施,使钛合金焊缝金属的静载强度和塑性提高到接近母材的水平,但由于焊缝金属中粗大柱状晶的存在,使钛合金焊缝金属动载强度和耐蚀性能显著降低。
以上分析表明,钛及钛合金焊接中,加强氩气保护和控制热输入对提高焊接接头的抗裂性和力学性能是非常重要的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。