



【摘要】:3)α相<2.5级。4)作晶间腐蚀试验。下料规格:230~227mm。始锻温度:1180℃。终锻温度>870℃。锻后空气中冷却。锻造用设备及工具:3t自由锻及筒形胎模。套筒锻造工序如表2-3-16所列。后来改用在镦粗预冲孔[工序]的胎模内加入30mm厚的钢垫,所得锻件上的A处既充满得好,晶粒又不超过4级。
锻件名称:套筒。材料:1Cr18Ni9Ti。
技术条件:
1)力学性能:ReL≥200MPa,Rm≥550MPa,A≥40%,Z≥55%,aK≥100J/cm2,HBW=140~170。
2)晶粒度:4~7级。
3)α相<2.5级。
4)作晶间腐蚀试验。
锻件质量:63.4kg。
下料质量:75kg。
下料规格:ϕ230~ϕ227mm。
始锻温度:1180℃。
终锻温度>870℃。(https://www.xing528.com)
锻后空气中冷却。
锻造用设备及工具:3t自由锻及筒形胎模。
锻件图如图2-3-13所示。套筒锻造工序如表2-3-16所列。
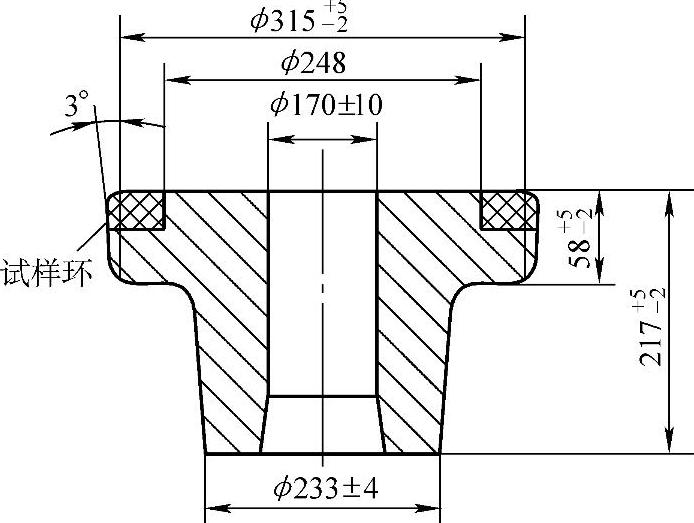
图2-3-13 不锈钢套筒的锻件图
表2-3-16 套筒锻造工序
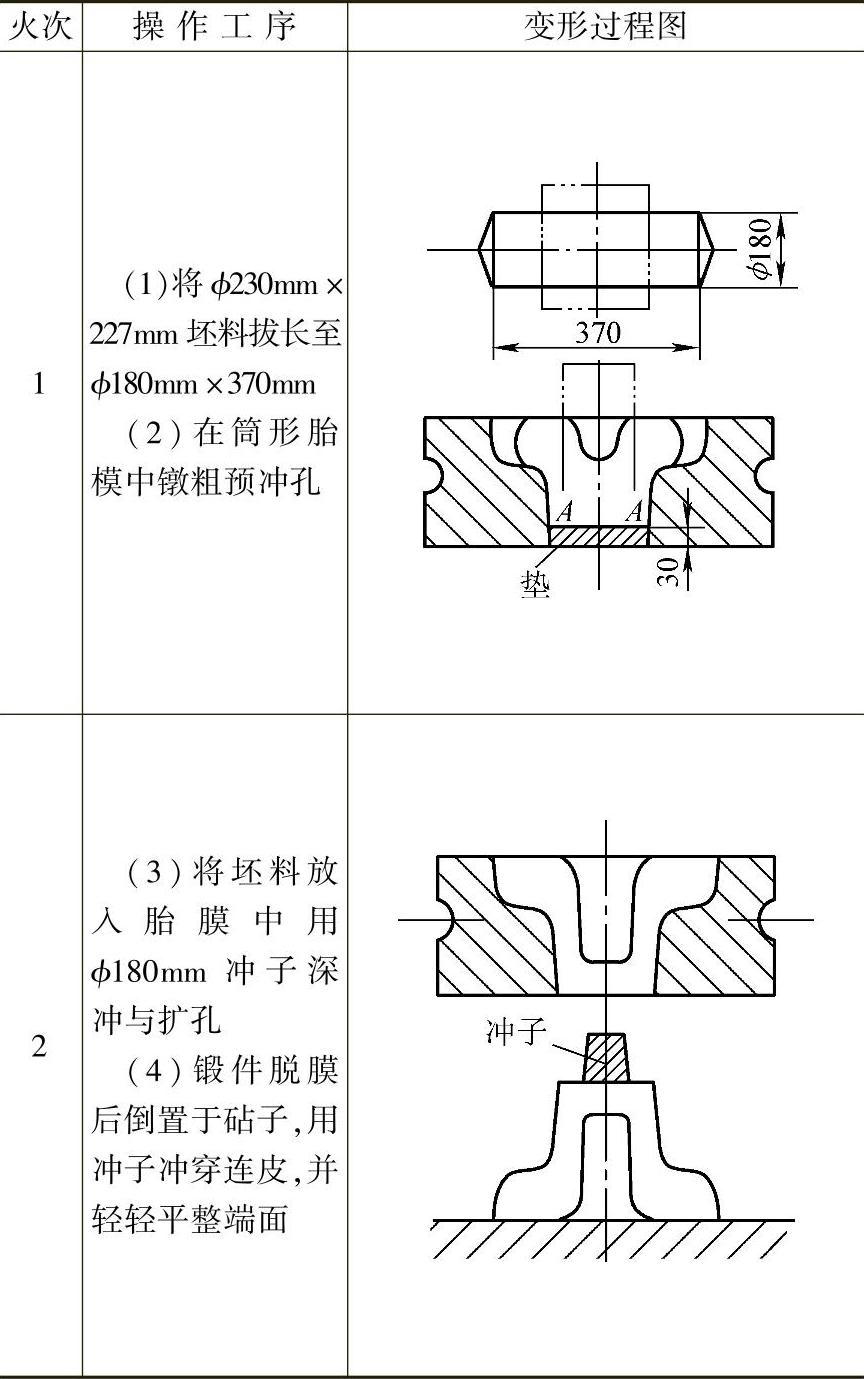
注:1.工序(2)在胎模中放了30mm厚的钢垫,目的是为了在最后一火冲孔时[工序(3)],使锻件各部分都可能有较大的变形,以便获得细小的晶粒。某厂在试锻时起初未加钢垫,在工序(2)直接获得锻件的高度,然后在第二火中深冲孔时,锻件的底角(图中A处)为变形的死角区,即不能很好的充满,而且由于变形量较小曾出现大晶粒。后来改用在镦粗预冲孔[工序(2)]的胎模内加入30mm厚的钢垫,所得锻件上的A处既充满得好,晶粒又不超过4级。
2.这一锻件在某厂曾用胎模和冲子,在5t自由锻锤上一火内锻出,由于变形量大,晶粒度可达6~7级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。