



数控机床中的伺服系统主要有速度控制方式与位置控制方式两种。其中速度控制为去掉位置环的一种特殊控制方式,与变频速度控制工作原理一致,详见本书第4讲。
1.位置控制的基本概念
位置控制的根本任务就是使执行机构对位置指令的精确跟踪。被控量一般是负载的空间位移,当给定量随机变化时,系统能使被控量无误地跟踪并复现给定量,给定量可能是角位移或直线位移。所以,位置控制必然是一个反馈控制系统,组成位置控制回路,即位置环。它处于系统最外环,其组成各部分包括:位置检测器、位置控制器、功率变换器、伺服电动机以及速度和电流控制的2个内环等。
速度控制的给定量通常为恒值,不管外界扰动的情况如何,希望输出量能够稳定,因此系统的抗扰性能就显得十分重要。而位置控制系统中的位置指令是经常变化的,是一个随机变量,要求输出量准确跟踪给定量的变化。输出响应的快速性、灵活性、准确性成了位置控制系统的主要特征,也就是说,系统的跟随性成为主要指标。
在位置控制系统中的输入端加入位置给定信号,而位置控制器的输出端即速度指令信号,伺服电动机即按速度指令运转。所以,只要在速度控制系统的基础上再加上一个位置外环就构成了位置控制系统了。位置控制大体有二类:一类是模拟位置控制,如图3-12所示。它的位置控制精度不是很高;另一类是数字式位置控制,如图3-13所示。
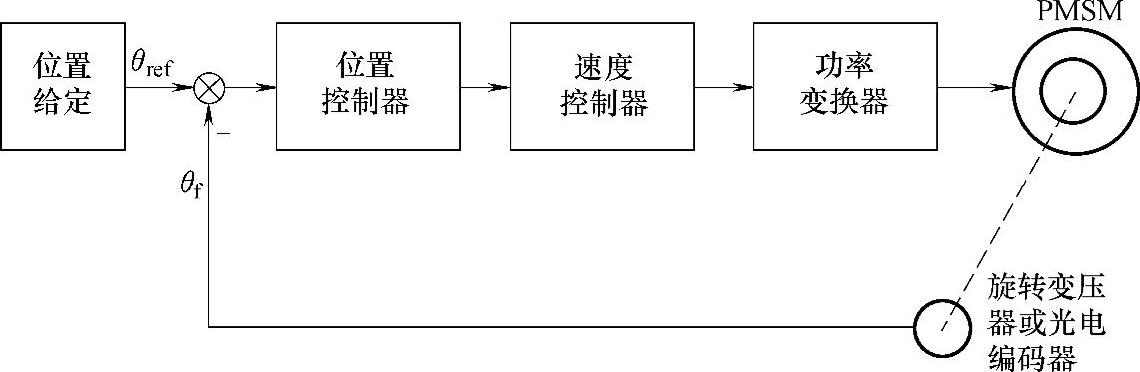
图3-12 模拟式位置控制系统原理图
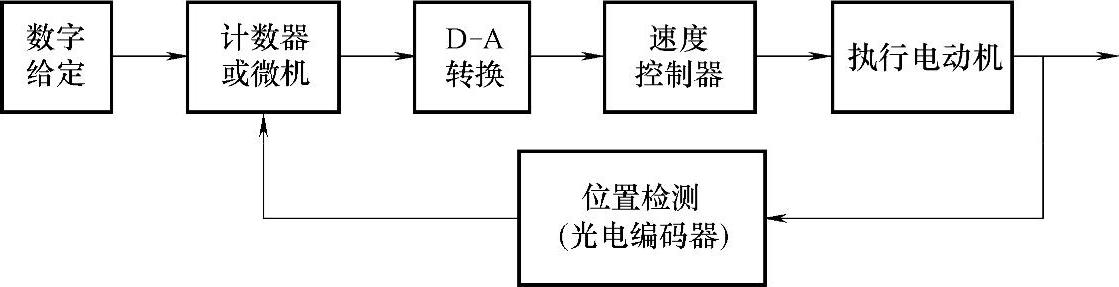
图3-13 数字式位置控制系统原理图
在这类位置控制系统中,检测元件一般为光电编码器或其他数字反馈发生器,经转换电路得到二进制数字信号,与给定的二进制数字信号同时送入计算机或可逆计数器进行比较并确定出误差,按一定控制规律运算后(通常为比例放大),构成数字形式的校正信号,在经数/模转换变成电压信号,作为速度控制器的给定。采用微机进行控制时,系统的控制规律可以很方便地通过软件来改变,这大大增加了控制的灵活性。
2.位置控制系统框图
图3-14所示为以转角为输入量的位置控制系统框图。图中的位置控制器主要为比例(P)控制,而把系统中扰动的影响都用速度内环的速度控制器来补偿,在位置环中可暂不考虑对扰动的补偿。
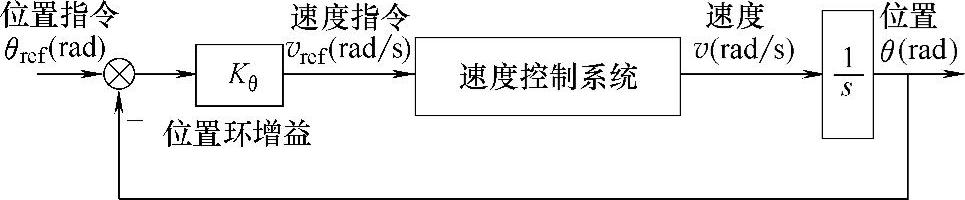
图3-14 位置控制系统框图
在图3-14所示的位置控制系统框图中,速度控制系统PI控制。该位置控制系统的输入与输出信号皆为转角,以弧度(rad)为单位,Kθ为位置控制器的增益。由于多用光电编码器检测位置,所以常用脉冲数作为位置控制系统的输入与输出量,如图3-15所示。(https://www.xing528.com)
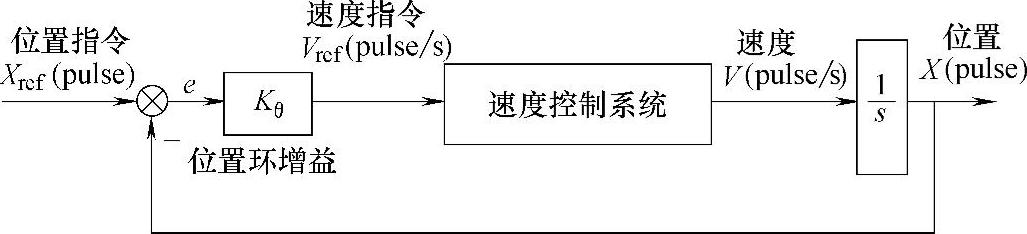
图3-15 用输入与输出的脉冲数表示的位置控制系统框图
根据光电码盘上一周内的刻度数,可以折算转角与脉冲数之间的关系

式中 θref、Xref、θ、X分别为以脉冲数表示的角度和位移的位置给定值和实际值,N为一周2π(rad)内的脉冲数。
3.位置控制特性
对于不同的输入信号,位置控制系统所表现出的特性是不同的。典型的输入信号有三种形式:位置输入(位置阶跃输入)、速度输入(又称斜坡输入),以及加速度输入(抛物线输入)。现以斜坡输入为例加以说明。
这时,位置指令Xref的波形如图3-16a所示,它是一条斜率恒定的直线,把这个波形微分,则产生出阶跃速度指令信号,如图3-16b所示。也就是说,当位置输入为斜坡信号时,就相当于把阶跃速度指令信号加在速度控制系统上,系统的输出速度也就是速度阶跃响应。如果不希望出现速度超调,增益Kθ的数值通常应该在下述范围内:Kθ≤0.15ωn,其中ωn为系统的固有频率。
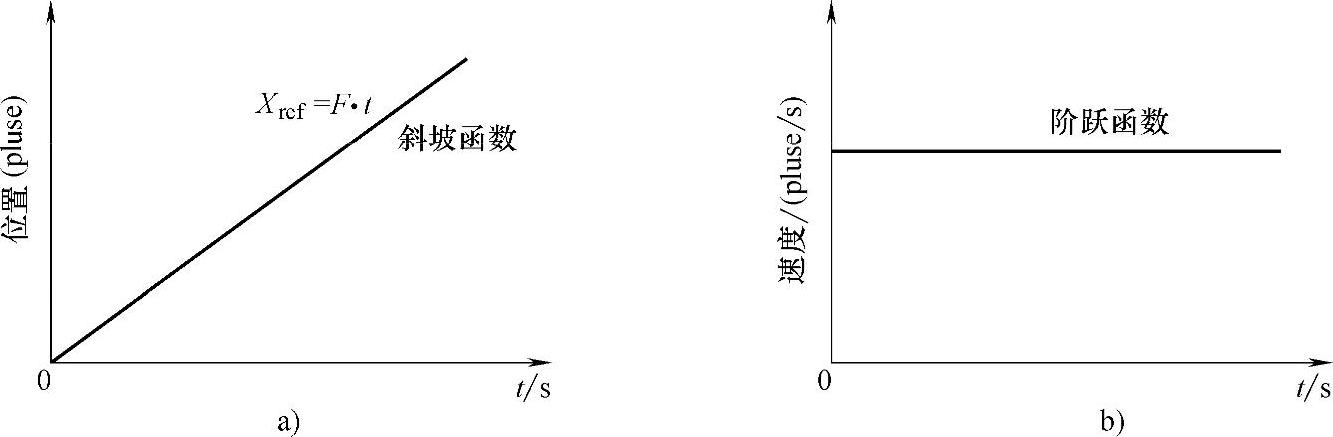
图3-16 位置指令波形
a)斜坡函数 b)阶跃函数
如果Kθ超出限定范围,速度响应则会出现超调。Kθ愈小,速度响应也愈迟缓。
为了提高快速性,在采用PID(比例积分微分)控制器时要考虑位置控制系统的应用场合。在数控机床进给伺服应用时,因为积分作用的存在,速度指令保持较高的数值,而此时虽到达预定位置,但电动机仍在高速运动,这就产生了位置超调,使电动机反向运动而停止。因此,若采用PI(比例积分)控制,就可能产生位置超调现象,这表明实际的反馈位置超过了给定值,可能造成刀具或工件损坏,特别是加工带台阶形状的工件时更是这样。一般这是不允许的,所以大多采用比例控制。当然对于在平面上钻孔这样的加工,为了提高快速性,在平面坐标内,即使位置有少许超调也无碍于事,可以采用PI控制器。对于非机械加工类的伺服驱动应用,采用PID型控制器的可能性就大些,要视具体情况而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。