



前面讲到,在切削加工中,切削液除具有冷却、润滑和排屑作用外,还能控制切屑形成,避免或减少积屑瘤的产生,从而提高生产率,降低加工成本。因此,切削液在生产中所占地位是很高的。但这仅仅是切削液有利的一面,随着环境保护和可持续发展意识的提高,人们开始从切削液的整个生命周期关注它所带来的一系列问题。切削液的广泛使用,不仅浪费资源,增加加工成本,而且污染环境,甚至危害工人健康。另外,切削废液的处理已成为现代制造工业的一大难题,这些都说明使用切削液所带来的负面作用越来越明显。
为了消除切削液带来的负面效应,除开发新型切削液外,最有效的方法是不使用切削液,即进行干切削加工。无论从经济方面,还是从环境保护方面考虑,干切削加工均是理想的绿色工艺切削方法。
1.干切削技术中的刀具问题
前面介绍的耐高热、高硬度、高耐磨性切削刀具的不断出现,为干切削带来了新的发展和应用前景。
刀具在干切削加工中起着至关重要的作用,一方面既要选择性能优异的刀具材料并进行适宜的表面涂层,另一方面刀具必须具有合理的几何角度,以减少刀具磨损,有利于切屑排出,减小切削力并保证切削刃有足够的强度。实践表明,干切削加工时使用的车刀要有大的前角、大的后角和合理的倒棱形式等。
干切削刀具的前刀面上易出现月牙洼磨损,这是因为加工中没有切削液,切削接触区域的温度升高所致。这时,应使刀具有大的前角和刃倾角,但前角增大后,切削刃的强度会受到影响,此时可配合磨出适宜的负倒棱刃带(图1-136),这样就能增强刀尖和刃口承受切削热和切削力的能力,同时减轻冲击和月牙洼扩展对刀具的不利影响。此外,根据工件材料和具体加工情况,再配合选择大的刀尖前角和后角,可使刀具楔角增大,减轻刀具与已加工表面之间的接触长度,从而有效降低后刀面的磨损率。
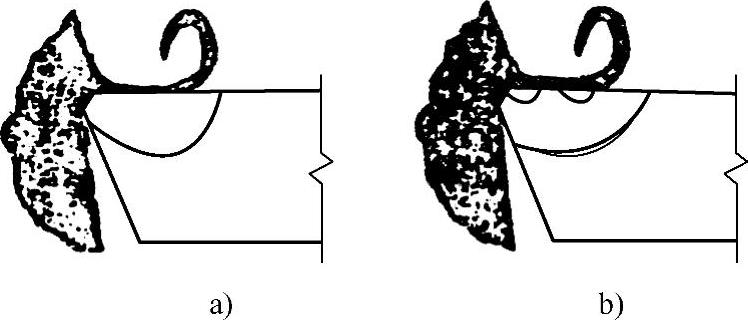
车削中,切屑带走大部分热量,对于普通车削刀具,由于切屑和前刀面的接触面积大,会使积聚的热量增加,产生月牙洼磨损,从而降低刀具寿命。如果采用如图1-137所示的具有双断屑槽几何形状的刀片,再配合切削刃上的负倒棱,则可大大减小刀片与切屑之间的接触面积,从而使切屑带走绝大部分热量,切削温度会相应降低,延长了刀具的使用寿命。
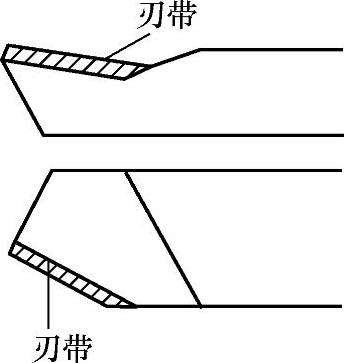
图1-136 在切削刃上磨出负倒棱刃带
 (https://www.xing528.com)
(https://www.xing528.com)
图1-137 车削和排屑情况对比
a)使用普通刀具 b)使用干切削刀具
对立方氮化硼刀具,若倒棱太大,则加工淬硬钢时会产生高温,使刃口很快磨损,因此一般不采用大倒棱。这时,切削刃刃口处可采用斜面或刀尖倒圆及负前角,以及尽可能大的副偏角。
2.干切削技术应用举例
(1)铸铁和钢铁材料的干切削 前面讲到,加工铸铁件时不使用切削液,这是典型的干切削加工方式。对此,应重点关注的是如何提高生产率和加工质量。某公司使用陶瓷刀具及CBN刀具进行高速加工,采用高的切削速度和大进给量,这时产生的热量很快聚集在刀具前端,使这一部分材料达到红热状态,大大提高了切削效率。
切削钢制材料时,采用通过车床主轴孔供给高压冷却气带走切削热的方法,使切削温度降至最低,可取得好的加工效果。
(2)铝合金和镁的干切削 铝合金材料的导热性好且熔点低,加工时工件的膨胀严重,切屑易和刀面粘结而堆积在容屑槽中。因此,对铝合金进行干切削加工时,刀具应具有合适的涂层(有时采用微量切削液润滑可取得更好的加工效果)。用PCD涂层刀具车削铝合金工件,可取得良好的效果。
镁是金属中最难加工的材料之一,因为镁具有易燃性,与切削液中的水反应会生成氧化镁,并放出危险的氢气,造成切削液中的水硬化,且镁一旦受潮就会成为污染物。因此,加工镁时必须采用干切削技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。