



封闭式侧窗完全是胶粘技术的发展带来的结果,它改变了客车侧围的造型效果,并且也极大地降低了车身的空气阻力,以至于在一开始胶粘式侧窗就成了高档客车的标志。甚至在JT/T 325—2010《营运客车类型划分及等级评定》标准中,从一开始就将是否具有“胶粘车窗玻璃”作为高等级客车的评定指标。图5-67是粘接式侧窗的总体布局型式,设计中应注意以下五点:
1)驾驶员窗必须是推拉窗,其余的侧窗可以是推拉窗也可以是全封闭玻璃的,但通常认为左右最后一块的侧窗最好也是推拉式的,这有利于车内空气的更新换气。左右第一块侧窗也推荐为推拉窗,因为现在的内置式推拉侧窗密封性好也不影响外观效果。
2)中间的几块封闭式玻璃窗一般来说是等分的,但如果是从基础车型上派生出来的变型车,若车长需变化,则应尽可能地保持第一块和最后一块的侧窗不变,中间玻璃窗只改变一块。也有人认为变形后中间玻璃也应等分,但等分的做法对单独一个车型而言是方便的,对于系列化的车型而言,通用性是不好的。因为玻璃等分的变型车若其玻璃报废就报废了一台套的玻璃,而如果不等分,其报废时只报废了一块。
3)作为应急出口的侧窗,其大小及安装位置必须符合GB 13094—2007《客车结构安全要求》的要求。对于应急出口的位置安排,一般来说除去最前和最后的位置,在中间的位置单侧布置2~3个应急出口即可,具体数量还要看车长和乘员数。
4)封闭式单层侧窗玻璃的设计:客车上最常用的单层侧窗玻璃厚度是5mm,设计中尽量不要采用不常用的厚度规格,一是通用性差,二是供货时间不好保证。图5-68是封闭式单层侧窗玻璃的设计样图,其中的黑边点阵图样和A、B曲线对比在实际的设计文件中是没有的,这里有以下三个方面的问题需要注意:
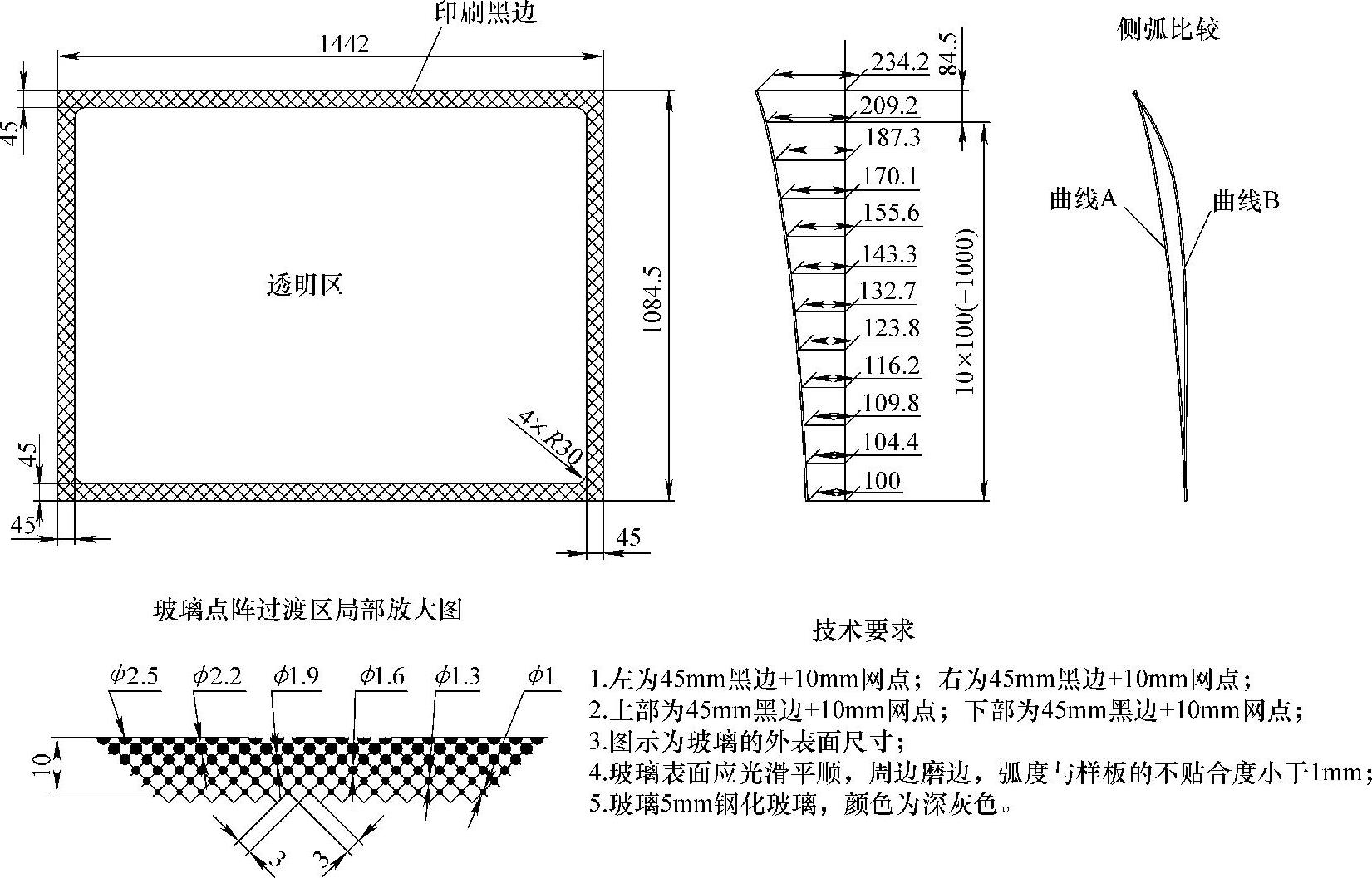
图5-68 封闭式单层侧窗玻璃的设计样图
①关于黑边及其过渡点阵:粘接侧窗玻璃的四周都处理成不能透视的黑边状态,黑边与透明区域之间有黑色点阵过渡。黑边就是为了遮挡胶层及一些内部不能外视的结构,而点阵是为了视觉上的缓冲需要。这种黑边及点阵是彩釉玻璃——以丝网印刷方式将高温陶瓷油墨(也称釉料)印在玻璃上,然后在600℃以上的高温下与玻璃共同加热,其中的陶瓷釉料即与玻璃烧结成为牢固的紧密结合体。夹层玻璃和钢化玻璃热弯时的加热温度都超过了680℃,故同时就完成了彩釉的烧结。釉料除了黑色外,还有白色、红色、蓝色、绿色等很多种。比如某个区域需要全部不透明,此时如果采用全黑玻璃使外观效果显得太沉闷,这时就可以将玻璃做成周边是黑边,中间区域是白色网状的陶瓷印刷。
对于点阵,图5-68所示的仅为一种,玻璃厂家都有其自己的印刷模板,设计中我们只要求点阵过渡带的宽度即可。若无特殊要求,一般不指明点阵的图样。
②关于玻璃的装配间隙:一般地,切向间隙(即玻璃周边)为6~8mm,法向间隙(即胶层厚度)为3~5mm。(https://www.xing528.com)
③关于玻璃的侧弧曲线:如图5-68中的曲线A和曲线B,从玻璃加工成型的角度来看,曲线A好,从造型角度来看,曲线B好,但曲线B的玻璃加工难度大,成品率低。因此,在造型阶段,我们就要考虑后期玻璃的加工问题,玻璃段的曲线应尽可能平直,尽可能地采用单弧曲线。
要尽可能地提高玻璃的成品率以降低成本。
5)关于侧窗玻璃的成型工艺:客车的侧窗玻璃是采用物理钢化法来加工的。物理钢化是将高温的玻璃急速冷却到常温状态,使玻璃厚度方向产生残余应力,在表面形成压应力的方法。生产中,多用空气喷吹的风冷钢化方法。
物理钢化的生产工艺流程如下:
玻璃原片→检验→切裁→磨边→洗涤干燥→半成品检验→印商标→热弯→急冷→检验→包装→入库
物理钢化的方法有垂直钢化、水平辊道钢化和气垫钢化三种:
垂直钢化是将玻璃沿上边部垂直吊起,然后进行加热和吹风冷却,其优点是成本低、操作简单。其缺点是生产率低、玻璃规格不能过大、产品存在不可避免的夹痕缺陷。
水平辊道钢化是使玻璃水平通过加热炉加热,然后经淬冷而使玻璃获得增强的一种工艺。其优点是生产效率高、没有夹痕。其缺点是表面质量受辊道的影响大,容易使钢化玻璃产生印痕或弯曲。
气垫钢化是用高热值气体燃料,如天然气,配以一定比例的空气,燃烧产生洁净的高温气体,经特制的加热喷嘴喷出将玻璃托起及加热成型,并用特制的输送设备将托起的玻璃向生产线末端输送,当玻璃加热到钢化温度时进行淬冷,通过冷却制成的钢化玻璃。其优点是由于采用了气垫托浮玻璃,生产出的玻璃表面光滑,质量很好。其缺点是设备投资大,生产的玻璃规格、形状和尺寸受限制,运行和操作技术要求严格,只能生产形状简单、对称的曲面钢化玻璃,如汽车的侧窗和后风窗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。