



顶盖蒙皮的材料最常用的是0.8mm或1.0mm的冷轧镀锌钢板,也有采用玻璃钢板、塑料板、铝合金板等材料的,但不多见。
如图6-10所示,镀锌板顶蒙皮通常是分成三块的,即两侧板和中板,三者采用搭接结构。两侧板需预先加工成型、中板则是平板卷料。很少见有顶蒙皮采用整张板材成型的,有两方面原因限制了整体顶蒙皮的使用:一是如此大面积的板材成型很困难,二是整体成型顶蒙皮与顶骨架的误差会严重影响二者的装配效果。
玻璃钢顶蒙皮一般都是整幅的平板料,装配时靠顶骨架的弧度成型。如NEOPLAN车型和MAN公交车的顶蒙皮就是整张玻璃钢板材。图6-11是NEOPLAN车型的顶骨架曲线与图6-10所示的国内车型的顶骨架曲线二者的对比,可以看出NEOPLAN的顶弧明显平缓得多,只有这样,整张结构的板材才能不需预成型而靠顶骨架来直接成型并装配。这也再一次证明客车的车身以骨架为基准的正确性及方便性。而MAN公交车的顶蒙皮则是采用直接胶粘结构的,见图6-12。
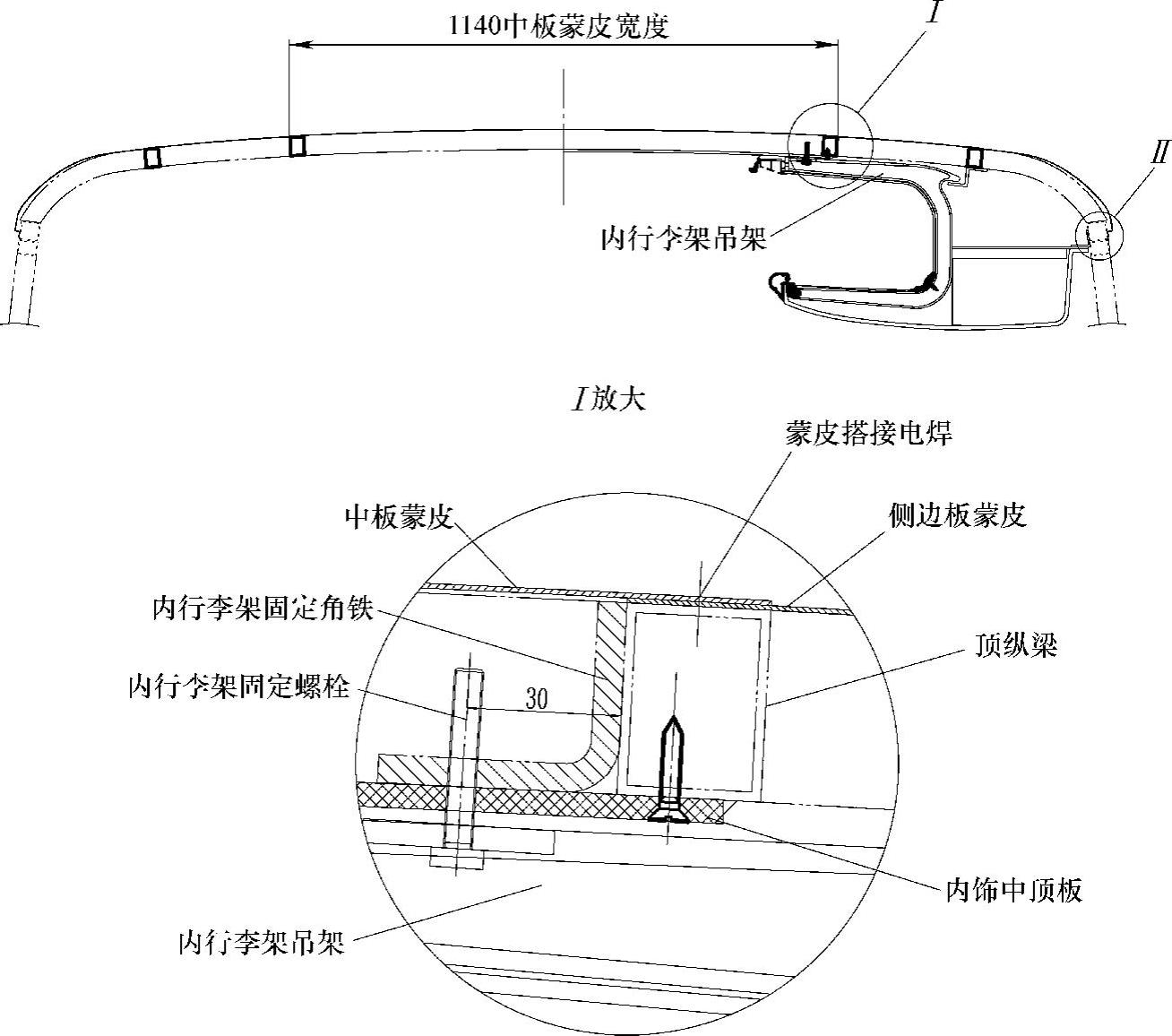
图6-10 钣金顶蒙皮的一般结构
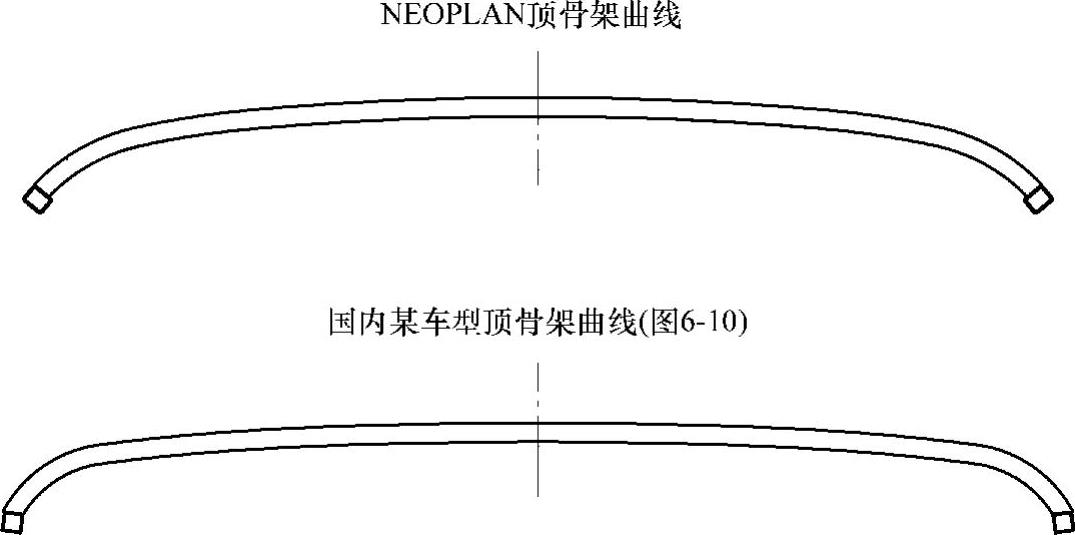
图6-11 不同顶盖骨架曲线的对比
对于三块式顶蒙皮的设计,必须注意两方面的问题:中板与侧边板的搭接以及侧边板与侧窗玻璃之间的结构关系。
(1)中板与侧边板的搭接 图6-10反映的是钣金顶蒙皮的一般结构,设计中应注意以下两点:
①为了防水,中板是一定要压在侧板之上的,这也是常识。它们共同带胶点焊在纵梁之上,以保证防水。另外,为了顶蒙皮的平整度,中板蒙皮也要经过涨拉,有条件的能辊压成筋板则会更好。
②中板蒙皮的宽度是由这样两个因素决定的,一是目前钢厂提供的卷板宽度一般是不超过1500mm的,二是内饰中顶板的宽度及内行李架固定点的位置。如上一节所强调的,综合考虑这些因素就是为了合并顶纵梁以达到减重的目的。
(2)侧边板与侧窗玻璃之间的结构关系 在图6-10中的Ⅱ处放大的位置,我们给出了图6-13所示的四种结构型式。评价骨架或蒙皮结构好与坏的标准是骨架是否满足力流传递的连续性和蒙皮的结构是否不露毛边。依此标准评价图6-13中的四种结构如下:

图6-12 MAN公交车的顶蒙皮胶粘状态
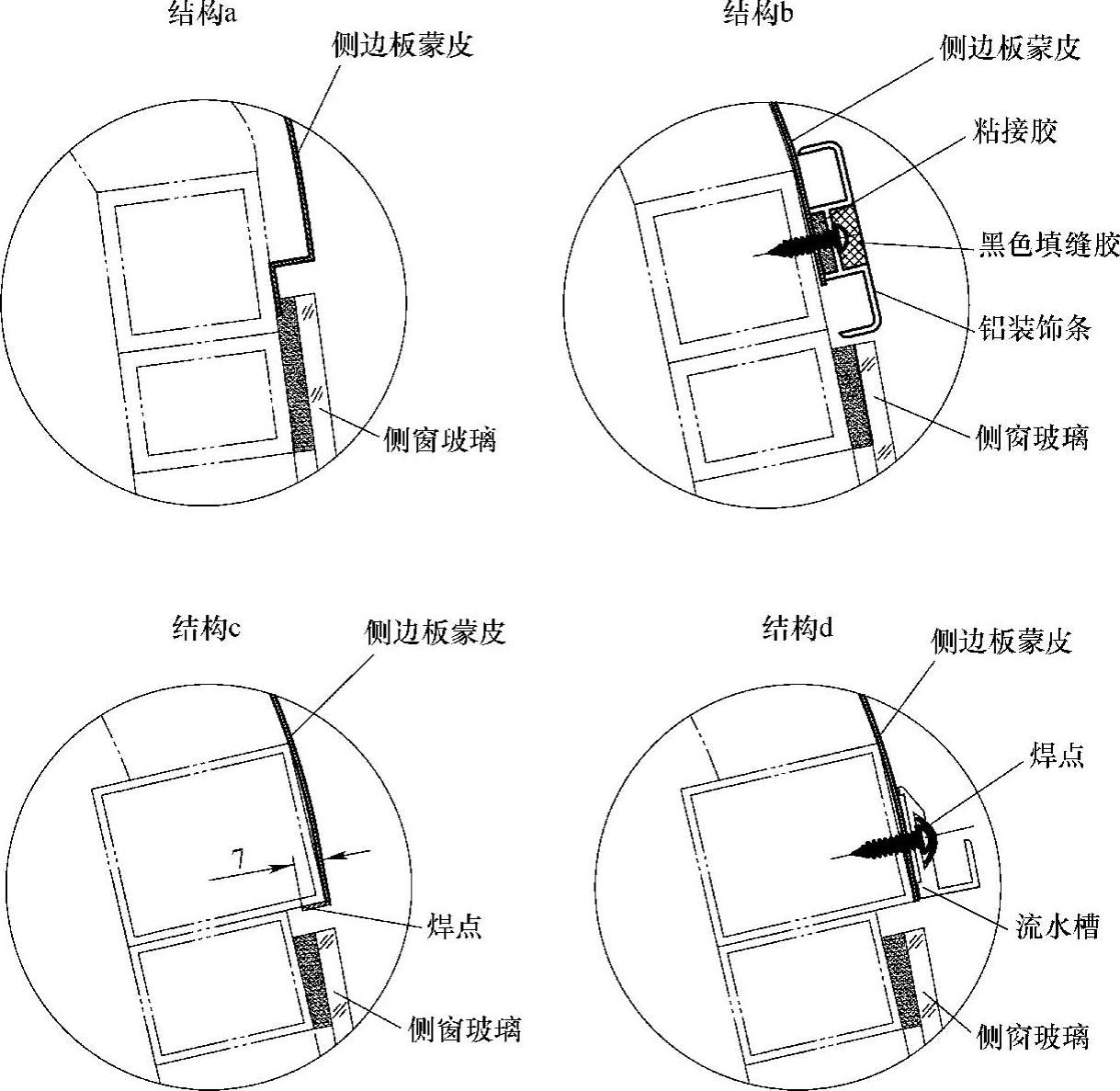
图6-13 侧边板与侧窗玻璃之间的结构关系
1)结构a好,骨架和蒙皮都满足评价标准,但顶盖侧蒙皮成型工艺复杂,需辊压成型。(https://www.xing528.com)
2)结构b好,骨架和蒙皮都满足评价标准,顶盖侧蒙皮成型工艺也简单,但必须加装装饰条,此时的装饰条也可改造成流水槽。
3)结构c不好,骨架不满足评价标准,顶蒙皮成型7mm的折边也比较困难。
4)结构d不好,骨架不满足评价标准,顶蒙皮露毛边,必须装流水槽来遮盖。
图6-14是玻璃钢顶蒙皮的三块式设计结构,玻璃钢中板顶蒙皮是2mm厚的玻璃钢板,宽度可做到1900mm。图中的结构a的侧边蒙皮是铝合金型材结构,结构b的侧边蒙皮是钢板辊压结构。由于玻璃钢在作业时易产生粉尘,所以这种做法用得不多。国外的顶蒙皮常见的是胶粘结构,如图6-12所示的MAN公交车型的顶蒙皮粘接,其顶蒙皮是整张的玻璃钢板,其结构见图6-7。
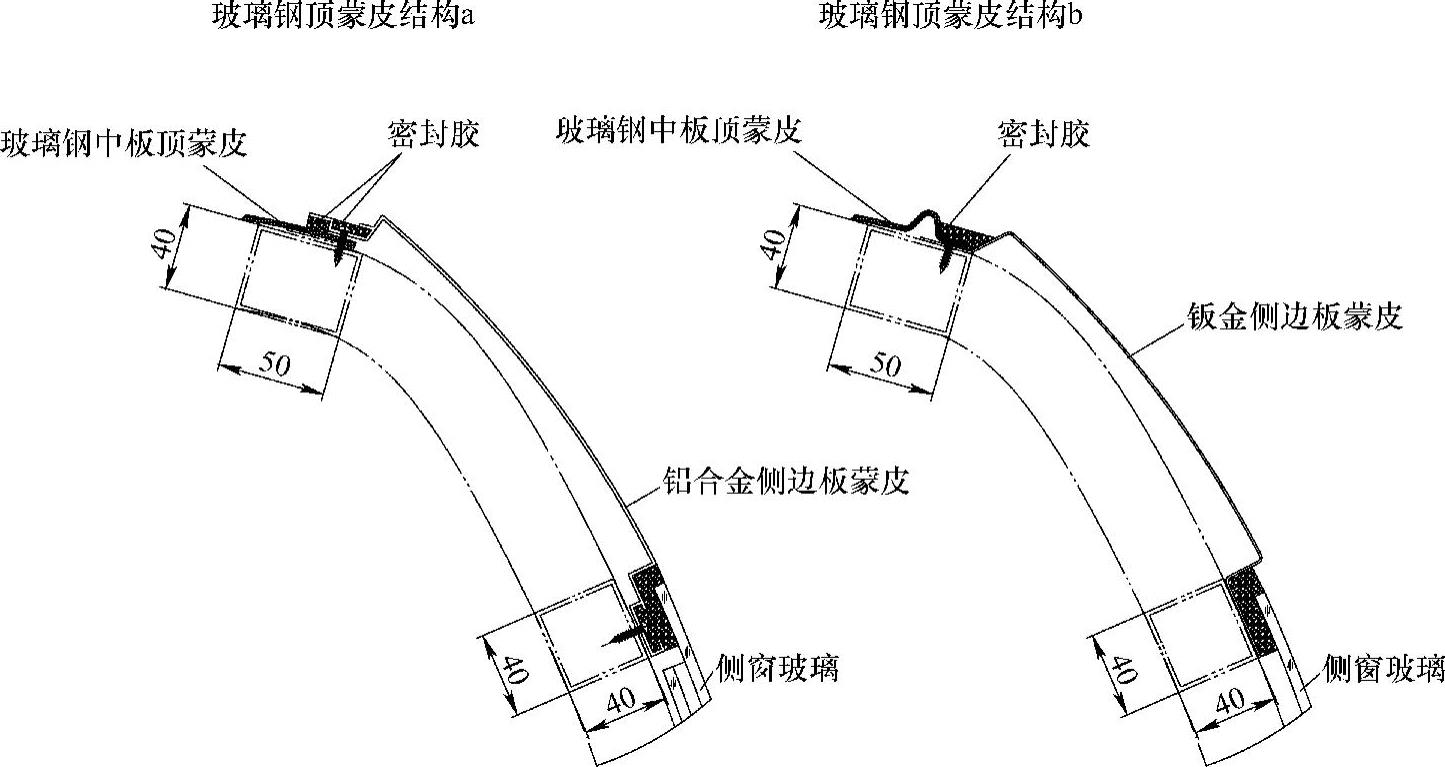
图6-14 玻璃钢顶蒙皮的三块式结构
在车身蒙皮类零件的装配中,国外是普遍采用粘接结构的,胶粘结构的优点是骨架和蒙皮都不产生变形,车间作业环境干净,是一种环保的工艺方式。相比于我们的工艺思想及工艺习惯,能焊接的决不用螺接,能螺接的决不用粘接。看来任何一种落后都表现为思想上的落后。我们必须改变观念,改变传统的作业方式。工艺工作的另一方面是改善工人的工作环境,这也是操作工人的基本权利。
总结现代客车车身的产生方式,我们可以给出这样的结论:能冷做的决不去热做。除了骨架不得已而采用焊接,其他的结构基本上都不是焊接结构。这可能同西方国家对劳工权益的重视有关,注重于改善工作环境。
本节的最后再讨论一下顶蒙皮的前后两端的处理方式。这里介绍三种结构方式:
①现场糊平:此时顶蒙皮与前后围玻璃钢在接缝处都是毛边,在现场采用玻璃纤维毛毡和树脂手工将接缝处的毛边糊平,然后再用腻子来处理。这是目前国内最常见的处理方法,其缺点是经过一段时间后接缝处容易开裂。
②压条处理:此时顶蒙皮与前后围玻璃钢在对缝处也都是毛边,在现场采用压条来遮盖毛边缝隙。如图6-15所示,其缺点是影响整车的外观效果,压条处的防水问题也是难点。
③胶缝处理:此时顶蒙皮与前后围玻璃钢在对缝处都不是毛边,而是预留了胶槽,在胶槽内打填缝胶即可。图6-16所示的胶槽结构是最好的处理方式。

图6-15 顶蒙皮与前后围玻璃钢在接缝处的压条
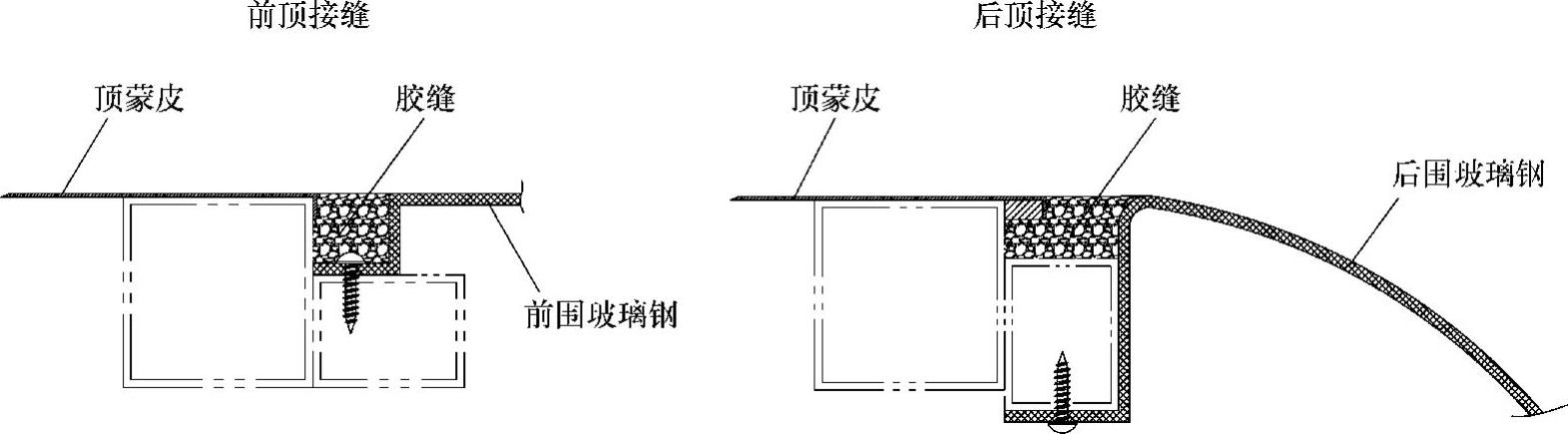
图6-16 顶蒙皮与前后围玻璃钢的胶槽结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。