



1.专用成套维修工具
成套维修工具是把汽车制冷系统维修时需要的专用工具组装在一个工具箱内,如图6-11所示,汽车空调专用成套维修工具由歧管压力计、漏气检测仪、制冷剂管固定架、制冷剂管割刀、备用储气瓶、扩口工具、检修阀扳手注入软管衬垫、检修阀衬垫等构成。这些专用工具组装在工具箱内,便于携带和保管,特别适用于空调系统的快修工作。

图6-11 汽车空调专用成套维修工具
1—歧管压力计 2—红色注入软管 3—绿色注入软管4—备用储气瓶 5—制冷剂管固定架 6—制冷剂管割刀7—扩口工具 8—检修阀扳手 9—制冷剂罐注入阀10—注入软管衬垫 11—检修阀衬垫 12—漏气检测仪13—蓝色注入软管 14—工具箱 A—低压表
B—高压表 C—压力表座 D—反应板 E—铰刀 F—刀片
2.专用工具
专用工具是指在对空调系统进行维修时所需的专门工具。
(1)割管器 用于切割制冷剂管(钢管),如图6-12所示。纯铜管一般用割管器切断,用割管器切出的管口整齐光滑,易于涨管。
割管器可用于切割直径为3~25mm的纯铜管。切割时将要切断的纯铜管夹在刀片与滚轮间,刀口与纯铜管垂直,然后顺时针缓慢旋紧螺钉把手,以使切割转动1/4圈,然后再缓慢将割管器绕纯铜管旋转一周,再旋紧割管器螺钉把手1/4圈,并使割管器绕纯铜管一周,直至纯铜管被切断为止。切割纯铜管时,要将刀口垂直压向纯铜管,不要歪扭或侧向扭动。否则,很容易将刀口边缘崩裂。

图6-12 制冷剂管割管器
(2)弯管器 纯铜管弯曲时,可先在弯曲处退火。弯曲前用气焊火焰加热纯铜管,加热部分的长度由弯曲角度和纯铜管的直径决定。当弯曲角度为90°时,加热部分的长度是纯铜管管径的六倍;当弯曲角度为60°时,加热部分的长度是纯铜管管径的四倍;当弯曲角度为45°时,加热部分的长度是纯铜管管径的三倍;当弯曲角度为30°时,加热部分的长度是纯铜管管径的两倍。
加热纯铜管时应不断转动管子,使纯铜管管壁受热均匀。加热时间不要太长,一般加热到纯铜管管壁变为黄红色即可。纯铜管弯曲需用弯管器,如图6-13所示。操作时将纯铜管放入轮子的槽内,用夹具夹紧,纯铜管的另一端应将柄杆按顺时针方向移动,弯曲直到所需要的角度为止,然后退出弯管。对应于弯管不同的角度可调整轮上的不同角度。弯管时,速度要慢,逐步弯制,弯曲半径不能太小,过小会使纯铜管凹扁,纯铜管的弯曲半径应以纯铜管直径的五倍为宜。
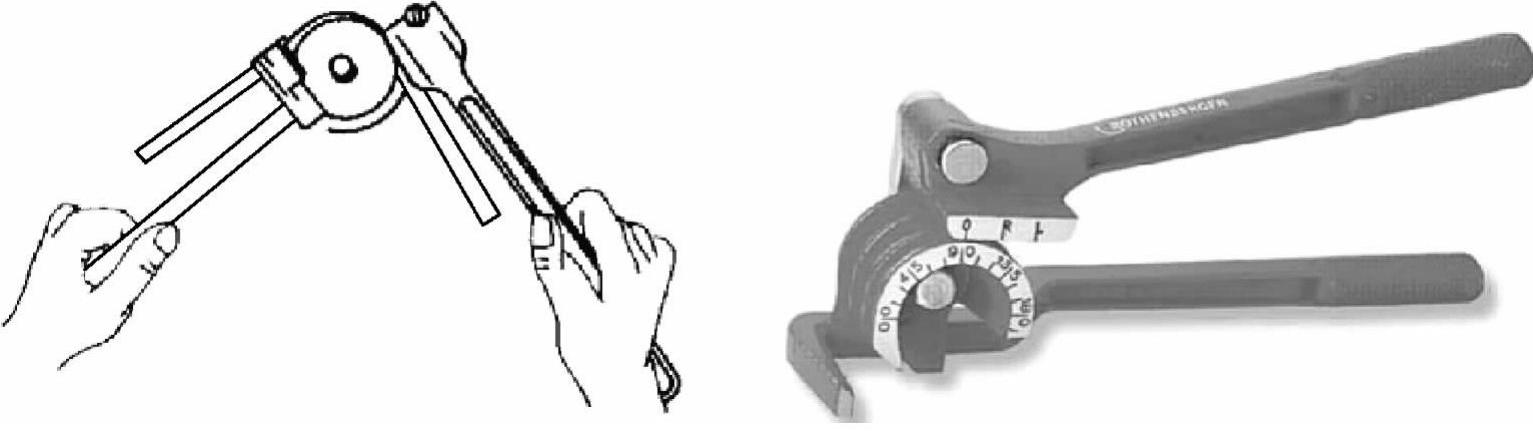
图6-13 用弯管器弯曲纯铜管
(3)涨管器 纯铜管采用螺纹接头时,为确保连接处的密封性,纯铜管管口需扩大并呈喇叭口形状。图6-14所示为纯铜管涨管器。操作时,将已退火且已割平的纯铜管去除毛刺后放入与纯铜管管径相同的孔中,纯铜管管口朝向喇叭面(纯铜管需露出喇叭口深度的1/3),旋紧夹具,在顶尖上涂少许冷冻润滑油,然后用手柄旋紧,先使顶尖下旋3/4圈,再退出1/4圈,如此反复进行,直到扩成60°喇叭口为止。其接触面不应有裂纹和麻点,以防密封不严,不合格的喇叭口可能有偏斜不正、损伤或裂纹、起皱。

图6-14 纯铜管涨管器
3.检漏设备
检漏设备包括卤素检漏器、染料检漏器、荧光检漏仪、电子检漏仪、氦质谱检漏仪、超声波检漏仪等。其中卤素检漏灯只能用于R12、R22等卤素制冷剂的检漏,对R134a等不含氯离子的新型制冷剂无效果。电子检漏仪对常用制冷剂也存在适用性的问题,使用时要注意。
(1)氟利昂电子检漏仪 图6-15所示为氟利昂电子检漏仪的工作原理,它由一对电极组成,阳极由白金做成,白金被加热器3加热,并带正电,在它附近放一阴极6,使它带负电。若放在空气中,就会有阳离子射到阴极并产生电流。如果有氟利昂气体流过,回路中的电流就明显增大,根据此信号即可检测出制冷系统的泄漏情况。
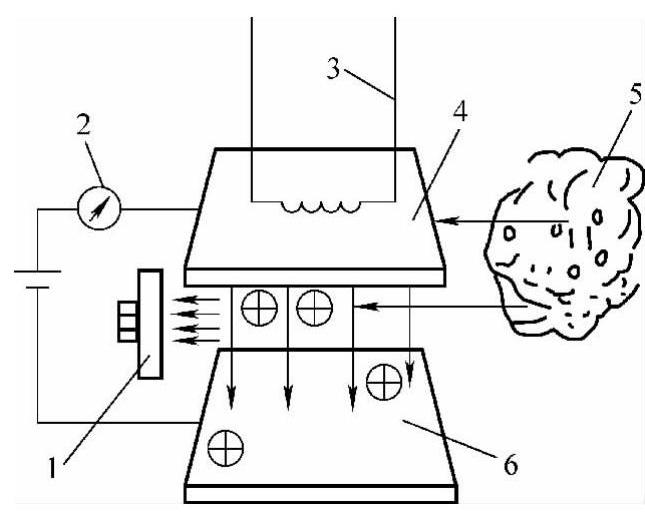
图6-15 氟利昂电子检漏仪的工作原理
1—吸气微型风扇 2—电流计 3—加热器 4—阳极 5—气态制冷剂 6—阴极
图6-16所示为氟利昂电子检漏仪的外形及结构,在圆筒状白金阳极设有加热器,并可加热到800℃左右,在阳极外侧装有阴极,在阳极和阴极之间加有12V直流电压,为使气体在电极间流动,设有吸气孔和小风扇,当有卤素元素的阳离子出现时,就会产生几个微安的电流,由直流放大器放大,使电流计指针摆动或使音频振荡器发出不同的声响,以示系统制冷剂泄漏程度的大小。
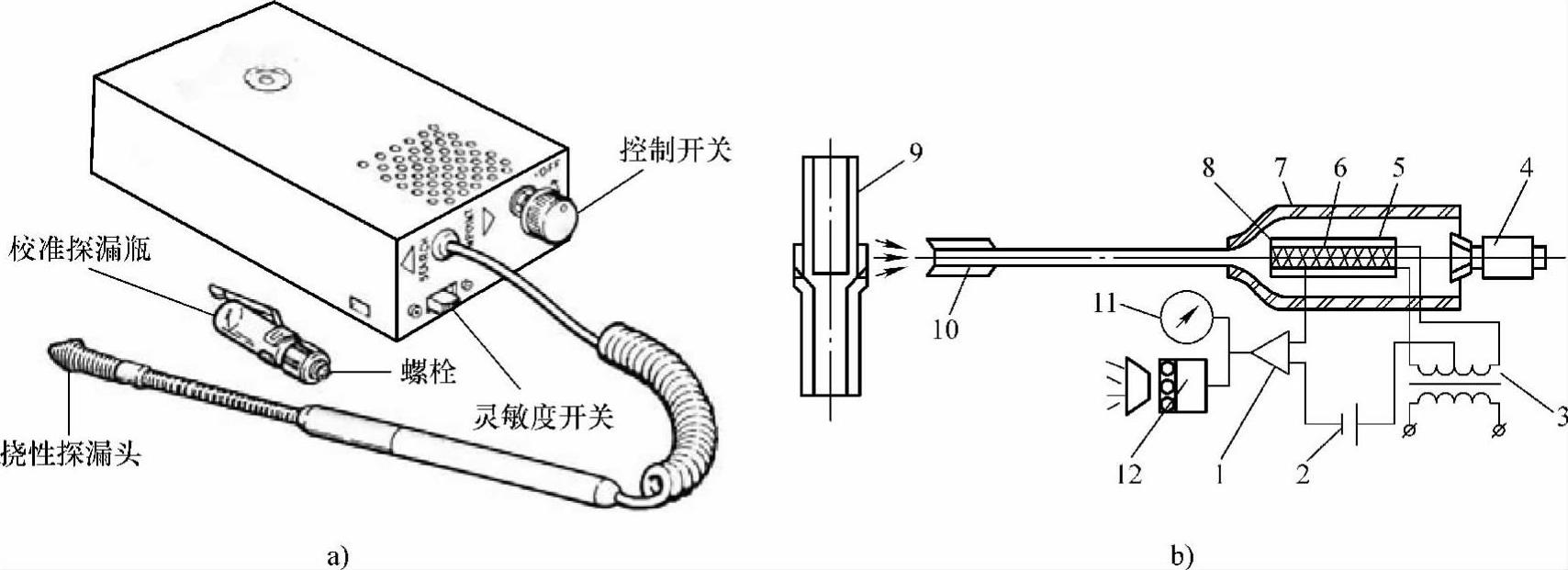
图6-16 氟利昂电子检漏仪的外形及结构
a)外形 b)结构
1—电流计 2—阳极电源 3—变压器 4—风扇 5—阳极 6—阴极 7—外壳 8—电热器 9—管道 10—吸嘴 11—放大器 12—音频振荡器
(2)卤素检漏灯 检修或拆装汽车空调制冷系统管道、更换零部件之后,需在检修及拆装部位进行制冷剂的泄漏检查,目前主要有卤素检漏灯和电子检漏仪两种,其中电子检漏仪最为常用。
卤素检漏灯是一种丙烷(或酒精)燃烧喷灯,利用制冷剂气体进入安装在喷灯的吸气管内,会使喷灯的火焰颜色改变这一特性来判断系统的泄漏部位和泄漏程度,其结构如图6-17所示。当喷灯的吸气管从系统泄漏处吸入制冷剂时,火焰颜色会发生变化;泄漏量少时,火焰呈浅绿色;泄漏较多时,火焰呈浅蓝色;泄漏很多时,火焰呈紫色。
卤素检漏灯的操作如下:
1)向检漏本体和检漏灯上加液态丙烷或无水酒精。
2)将点燃的火柴插入检漏灯点火孔内,再按逆时针方向慢慢旋转调节把手,让丙烷气体溢出,遇火就能点燃。
3)将燃烧的火焰调节到尽量小,火焰越小,对制冷剂泄漏反应越灵敏。
4)把吸气管末端靠近各个有可能泄漏的部位。
5)细心观察火焰的颜色。判断出制冷系统泄漏的部位和泄漏程度。
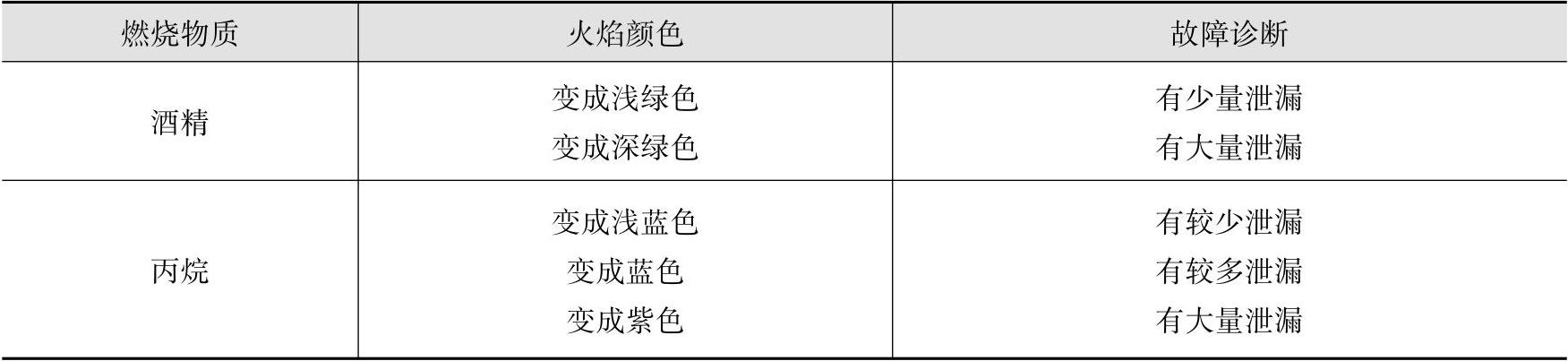
若没有泄漏发生,空气中不存在制冷剂蒸气时,火焰为无色。当出现极轻微的泄漏时,吸气管将泄漏的制冷剂蒸气吸入到丙烷灯燃烧室内,并在600~700℃的燃烧区发生制冷剂分解,产生的气体在接触到烧红的铜时,会把火焰变成绿色并增加火焰高度。因此,可根据卤素检漏灯火焰颜色来判断制冷剂泄漏量。卤素检漏灯故障诊断见表6-2。
4.歧管压力计
歧管压力计也称压力表组,与制冷系统相接可进行抽真空、加注制冷剂及检查和判断制冷系统的工作状态和故障情况等。
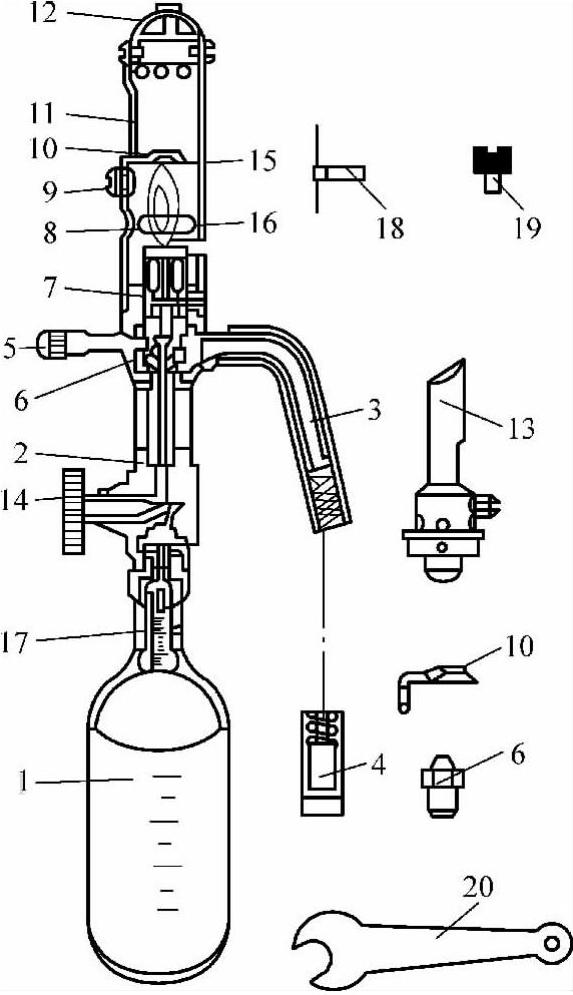
图6-17 卤素检漏灯的结构
1—检漏灯储气瓶 2—检漏灯主体 3—吸气管 4—滤清器 5—燃烧筒支架 6、17—喷嘴 7—火焰分离器 8—点火孔 9—反应板螺钉 10—反应板 11—燃烧筒 12—燃烧筒盖 13—栓盖 14—调节把手 15—火焰长度(上限) 16—火焰长度(下限)18—喷嘴清洁器 19—调节扳手 20—扳手
表6-2 卤素检漏灯故障诊断
(1)组成 歧管压力计由高压表、低压表、低压手动阀、阀体以及高压接头、低压接头、制冷剂抽真空接头等组成,如图6-18所示。工作时高、低压接头分别通过软管与压缩机高、低压阀相接,中间接头与真空泵或制冷剂钢瓶相接。只能用手拧紧软管与歧管压力计的接头,不可用扳手,否则会拧坏接头螺纹。所用压力表为弹簧管式压力表。低压表既用于显示压力,也用于显示真空度,所以也称为连程表。
(2)功能 歧管压力计具有如下四种功能:
1)检测制冷系统的高压端压力,如图6-19a所示。若高压手动阀和低压手动阀同时关闭,则可对高压侧和低压侧进行压力检查。
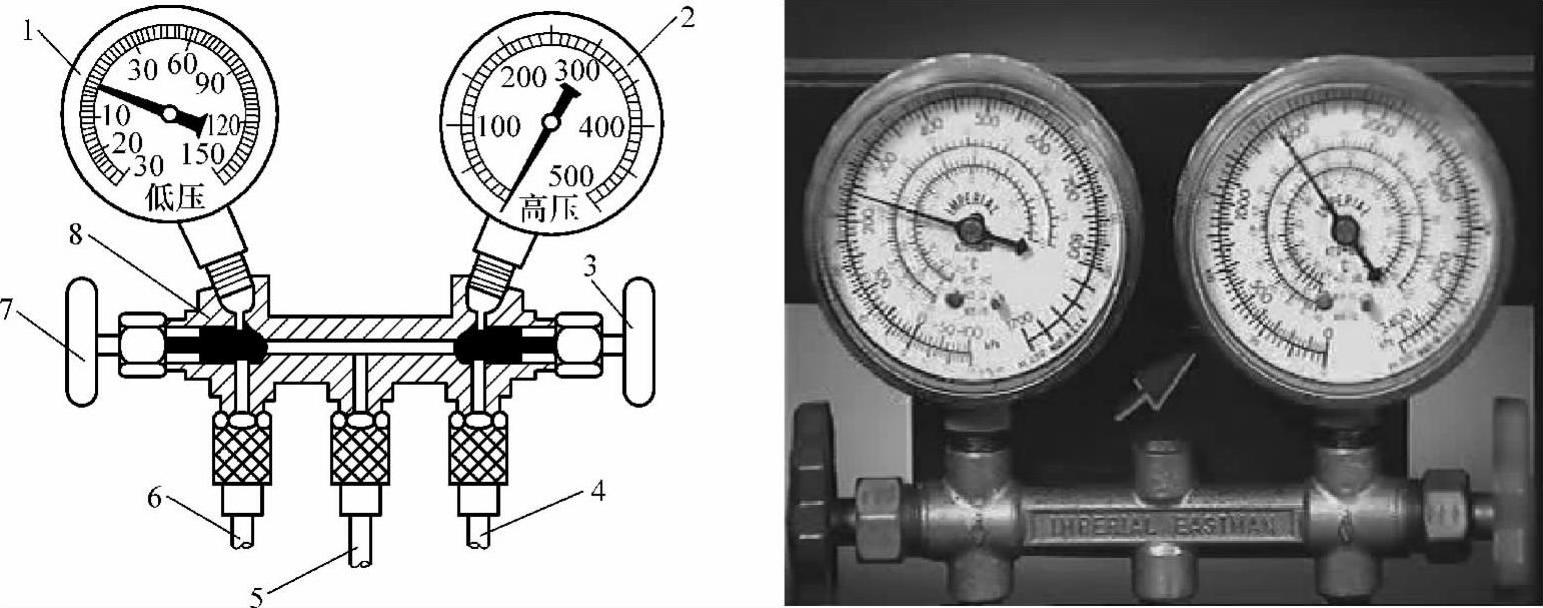
图6-18 歧管压力计的结构及外形
1—低压表(蓝色) 2—高压表(红色) 3—高压手动阀 4—高压侧软管(红色) 5—维修用软管(绿色) 6—低压侧软管(蓝色) 7—低压手动阀 8—歧管座(https://www.xing528.com)
2)对制冷系统抽真空,如图6-19b所示。当高压手动阀和低压手动阀同时全开时,全部管路接通,在中间接头接上真空泵,便可以对系统进行抽真空。
3)加注气态制冷剂和冷冻机油,如图6-19c所示。当高压手动阀关闭、低压手动阀打开时,中间接头接到制冷剂钢瓶上或冷冻机油瓶上时,则可向系统低压侧充注气态制冷剂或冷冻机油。
4)高压侧充注液态制冷剂,也可排出制冷剂,使系统放空,如图6-19d所示。当低压手动阀关闭,高压手动阀打开时,则可使系统向外放空,排出制冷剂,也可使高压端充注液态制冷剂。
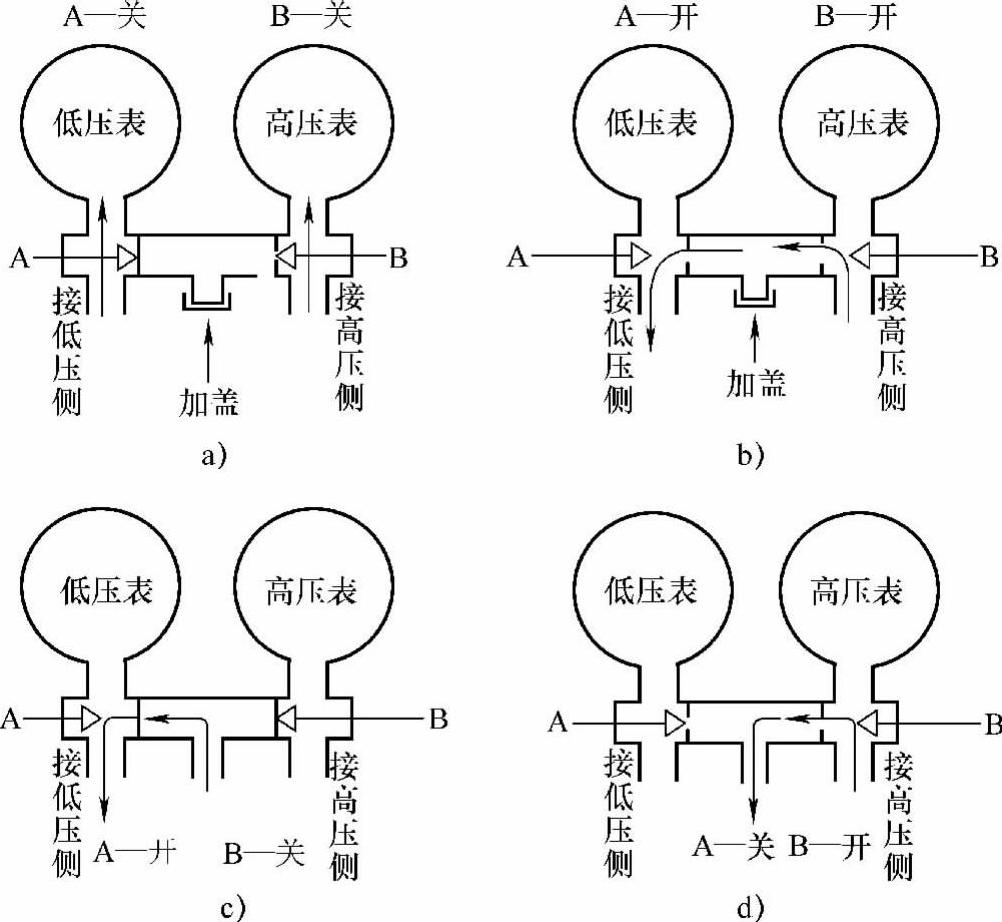
图6-19 歧管压力计的功能
a)检测压力 b)抽真空 c)加注 d)回收
(3)使用注意事项
1)压力接头与软管连接时,只能用手拧紧,不可使用工具。
2)使用时要排尽管内空气。
3)不使用时,应用堵头将各接口密封,防止管内进入水分或杂物。
4)该表属精密仪表,平时应注意保持清洁,使用时应注意轻拿轻放。
5.真空泵
真空泵用于制冷系统抽真空,排除系统内的空气、水分,真空泵的外形如图6-20所示。抽真空并不能将水抽出系统,而是产生真空后降低了水的沸点,水在较低温度下沸腾,以蒸汽的形式从系统中抽出。
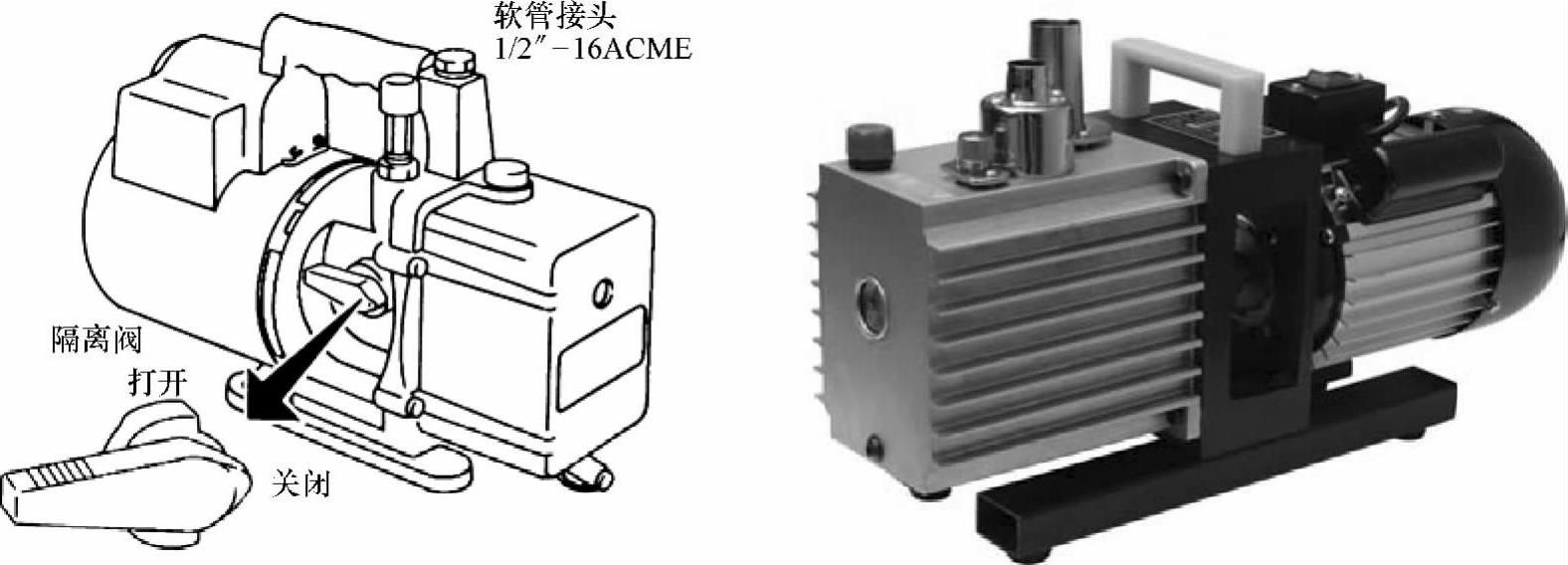
图6-20 真空泵
6.制冷剂罐注入阀
当向制冷系统加注制冷剂时,可将注入阀装在制冷剂罐上,旋转制冷剂罐注入阀手柄,阀针刺穿制冷剂罐,即可加注制冷剂。为便于维修汽车空调和随车携带方便,制冷剂生产厂制造了一种小罐制冷剂(一般为400g左右),但要将它注入汽车空调制冷系统中需要有注入阀才能配套开罐。图6-21所示为制冷剂罐注入阀,制冷剂罐内装有制冷剂,接头用软管与歧管压力计的中间接头相连,其具体使用方法如下:

图6-21 制冷剂罐注入阀
1)按逆时针方向旋转注入阀手柄,直到阀针退回为止。
2)将注入阀装到制冷剂罐上,逆时针方向旋转板状螺母直到最高位置,然后将制冷剂注入阀顺时针拧动,直到注入阀嵌入制冷剂密封塞。
3)将板状螺母按顺时针方向旋转到底,再将歧管压力计上的中间软管固定到注入阀的接头上。
4)拧紧板状螺母。
5)按顺时针方向旋转手柄,使阀针刺穿密封塞。
6)若要加注制冷剂,则逆时针方向旋转手柄,使阀针抬起,同时打开歧管压力计上的手动阀。
7)若要停止加注制冷剂,则顺时针方向旋转手柄,使阀针再次进入密封塞,起到密封作用,并同时关闭歧管压力计上的手动阀。
7.检修阀
检修阀是一个三通阀,用于对汽车空调系统抽真空、检测系统压力以及加注制冷剂,其结构如图6-22所示,阀上有四个通道接口。
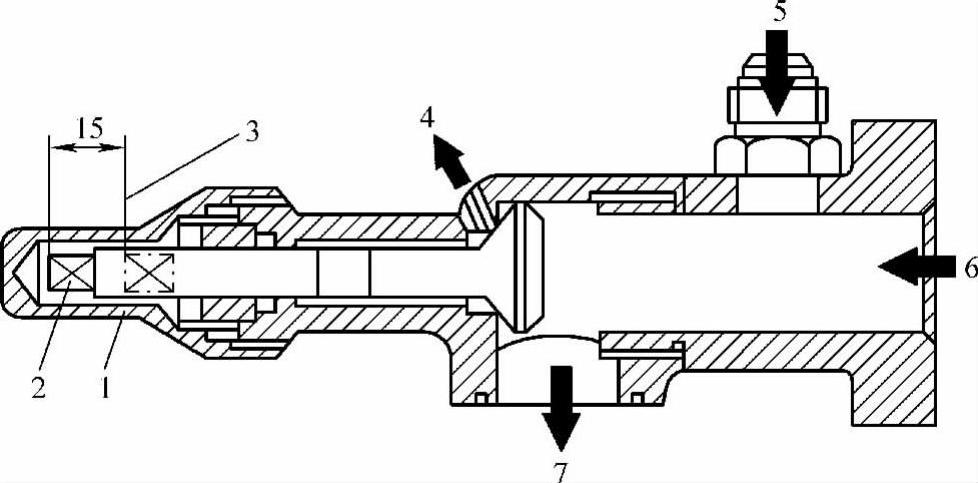
图6-22 检修阀结构
1—阀帽 2—阀杆 3—阀杆行程 4—压力表接头 5—旁路电磁阀接口 6—制冷系统管道接口 7—压缩机接口
无论高、低压检修阀均有三个位置,即后座、中座和前座,图6-23所示为检修阀的工作位置,其阀杆可利用棘轮扳手转动,使该阀可处于下列三种位置中的任何一种位置。
(1)后座位置 又叫正常位置,如图6-23a所示,逆时针方向旋转阀杆至极限位置检修阀为后座,此时制冷剂可进、出压缩机,但到不了压力表。制冷系统正常工作时,压缩机上的两个检修阀处于此位置。
(2)中间位置 如图6-23b所示,歧管压力表、压缩机、制冷剂管道全部连通。这个位置可以加注制冷剂、抽真空或用歧管压力计检查制冷系统的压力。制冷剂可在整个系统内流通,压缩机内制冷剂既可进入管路系统,又可进入压力表口,以便检测系统压力。
(3)前座位置 如图6-23c所示,顺时针方向转动阀杆至检修阀的极限位置,检修阀为前座,此时系统内制冷剂不能流到压缩机,检修阀处于关闭位置。而压缩机与系统其他部分隔绝,若松开检修阀的固定螺钉,可以更换压缩机,或将压缩机拆下来修理,而不必打开整个制冷系统。但从压缩机上卸下检修阀时要小心,因为压缩机还残存有制冷剂,因此拆卸检修阀时速度要慢并遵守有关操作规程。

图6-23 检修阀的工作位置
a)后座位置 b)中间位置 c)前座位置
8.气门阀
气门阀一般用于非独立驱动的汽车空调制冷系统维修(如轿车空调等)。在轿车空调制冷系统中,为了简化制冷系统结构,压缩机上不设检修阀,而用维修接口来代替,每个维修接口上都装有气门阀。气门阀的结构如图6-24所示,轿车空调压缩机吸、排气管都采用这种气门阀,它和轮胎的气门芯相似,只有开和关两个位置。使用时只要把检测用软管接头拧在工作阀口上,阀芯就被压开,制冷剂就进入检测用软管;卸下检测用软管时,则自动关闭系统接口。

图6-24 气门阀的结构
1—通往压力表 2—检测用软管 3—顶阀杆 4—气门阀 5—通往制冷管路 6—通往压缩机
9.乙炔-氧气焊割设备
乙炔-氧气焊割设备是汽车空调维修使用最广的设备,其基本组成如图6-25所示。乙炔-氧气焊割设备主要由乙炔瓶、氧气瓶、焊枪、氧气减压阀、乙炔减压阀及氧气连接管等组成。
(1)乙炔瓶 乙炔瓶用于存储乙炔气体,其最大表压力为0.15MPa,乙炔含量93%(体积分数),乙炔瓶安有减压阀,其阀有瓶内压力指示表和减压后乙炔气体压力指示表减压阀装有调节手柄,将手柄逆时针旋转,减压后的乙炔压力就随之升高。
(2)氧气瓶 氧气瓶用于存储高压氧气,其最大表压力为15MPa,由于压力过高,所以使用时装有减压阀,减压阀上装有两块压力表分别指示瓶内氧气压力和调整后的氧气压力。压力调整和乙炔相同。
(3)焊枪 焊枪是指氧气和乙炔按正确的比例混合好并点燃后的高温火焰焊接管路接头的焊接工具。焊枪结构有两个针阀调节开关,逆时针旋转打开针阀,顺时针旋转关闭针阀。调节两针阀的开启度可使氧气和乙炔按比例混合,也可调整火焰的大小。
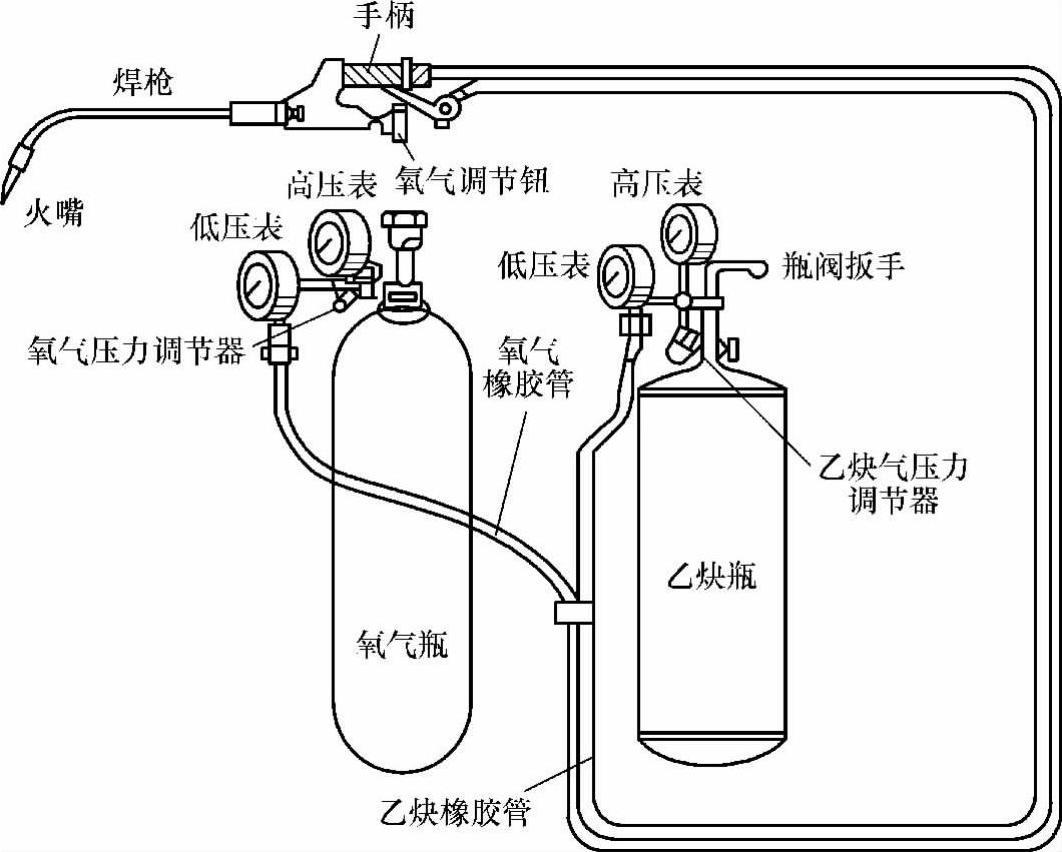
图6-25 乙炔-氧气焊割设备
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。