



异种钢的焊接,可分为不同组织类型钢种之间的焊接与化学成分、力学性能有较大差异的相同组织类型钢种之间的焊接。
(一)异种钢焊接特点及原则
异种钢之间性能上的差别可能很大,与同种钢相比,异种钢焊接的问题很多,其突出的问题是焊接接头的化学成分不均匀性及由此引起的组织不均匀性和界面组织的不稳定,以及力学性能的复杂性等。不同合金组织和不同物理性能的材料组合,其接头的组织和性能因所用不同焊接方法、不同焊接材料、不同热规范以及不同热处理制度而产生新的变化,因此给焊接工艺带来了很大的难度。
1.焊接材料的选择 异种钢熔焊主要考虑的是焊缝金属的成分和性能。焊缝金属的成分取决于填充金属的成分、母材的成分及稀释率。焊缝金属的成分不均匀性,尤其是对于多层多道焊来说,每一层焊缝金属的成分都不相同。
对金属组织比较接近的异种钢接头,选择焊接材料的要点是:要求焊缝金属化学性能及耐热性能等其他性能不低于母材中性能要求较低一侧的指标。对于组织差别较大的珠光体-奥氏体异种钢接头,则应充分考虑填充金属受到稀释后接头的性能。异种钢接头焊接材料的选用主要应从以下四个方面考虑:
1)接头性能(如力学性能、耐热、耐蚀等符合母材中的一种)达到设计要求。
2)焊接材料在有关稀释率、熔化温度和其他物理性能等方面能保证焊接性需要。
3)保证接头无裂纹等缺陷前提下,当强度和塑性不能兼顾时,优先选择塑性好的焊接材料。
4)焊接材料应经济、工艺性良好、焊缝成形美观。
2.坡口角度 主要依据母材厚度和熔合比,坡口角度越大,熔合比越小。希望熔合比越小越好,以尽量减少焊缝金属的化学成分和性能的波动。
3.焊接参数 焊接参数对熔合比有直接影响,焊接热输入越大,母材熔入焊缝越多,即稀释越大。
4.预热 对珠光体、贝氏体、马氏体钢,预热是减小焊接裂纹倾向的重要工艺手段。预热温度常按淬硬倾向较大的钢种确定,对于铁素体或奥氏体钢且其焊缝金属也为铁素体或奥氏体的异种钢接头,应考虑预热可能会对其使用性能有不利影响。
5.焊后热处理 对珠光体、贝氏体、马氏体钢异种钢焊接接头,当其焊缝组织也与之基本相同时,可按合金含量较高的钢种确定热处理工艺参数这一基本原则。但对于铁素体或奥氏体钢,当其焊缝组织也为铁素体或奥氏体的异种钢接头,则应根据其使用性能的不同来选择热处理参数。
(二)不同钢种珠光体钢之间的焊接
由于珠光体钢的金相组织相似,焊接难度较小,除部分低碳钢外,大部分珠光体钢具有淬火倾向和冷裂纹敏感性。
1.焊接材料的选择 不同珠光体钢的异种钢焊接,应选用与合金含量较低一侧母材相同相匹配的焊接材料。这样既能保证焊缝金属力学性能不低于两种母材标准规定值的较低值,而且低匹配焊接材料的塑性、韧性都较高匹配好,接头的残留应力状态也较低。焊条电弧焊通常选用低氢型焊条,以提高焊缝金属的抗裂性和塑性。要求进行焊后热处理的异种钢焊接接头,如果两侧母材的焊后热处理温度相差较大,无法确定合理热处理规范时,可先在热处理温度高的一侧母材坡口上,堆焊8~10mm焊后热处理温度略低的焊缝金属过渡层。堆焊后,按中间温度进行热处理,然后,再用与合金含量较低一侧母材相同相匹配的焊接材料,焊接坡口焊缝。焊后,按照合金含量较低一侧母材的上限热处理温度进行热处理。例如,20和24⅟Cr1Mo钢的焊接,20钢的热处理温度为600~630℃,而24⅟Cr1Mo钢的热处理温度为650~680℃。可在2⅟4Cr1Mo钢坡口侧堆焊8~10mm厚的14⅟CrMo钢焊接材料过渡层,堆焊后进行640~660℃热处理,再用520钢匹配的焊接材料进行焊接接头,焊后进行620~640℃热处理。在锅炉受热面管子的设计中,一般在20和2⅟4Cr1Mo钢之间增加一段1⅟4CrMo钢的短管,以避免20钢和2⅟4Cr1Mo钢之间直接连接。如果珠光体异种钢焊接接头在产品的制造中或现场施工中无法预热和焊后热处理,也可选用奥氏体焊接材料,利用奥氏体的良好塑性和韧性,也能有效地防止焊缝和近缝区产生冷裂纹。但是奥氏体焊接材料与珠光体母材的化学成分相差很大,焊缝金属受母材金属的稀释作用,往往会在焊接接头的过渡区产生马氏体组织,由于马氏体带很窄小,焊后可以不作热处理。
2.焊前预热 不同珠光体异种钢焊接时,应按照碳当量较高一侧母材的要求,确定是否要求预热,以及预热温度和层间温度范围。
3.焊后热处理 珠光体异种钢接头应按照合金含量较高一侧母材的材质和厚度要求确定是否需进行焊后热处理。如果两侧母材要求热处理温度范围不同,异种钢焊接接头焊后热处理温度应根据热处理范围高的下限和热处理温度范围低的上限来确定合适的热处理范围。如果热处理温度范围高的下限高于热处理温度低的上限,且温度相差太大,应考虑堆焊过渡层或增加插入管。
(三)珠光体钢与马氏体耐热钢的焊接
珠光体钢与马氏体耐热钢(例如9Cr1MoVNb、SA213T91、SA335P91)的异种钢焊接,为不同组织的异种钢焊接,除了具有珠光体异种钢焊接特点外,主要是两侧母材的含Cr量相差太大,在制定焊接工艺时,应注意碳迁移的问题,即含Cr量高的界面会产生增碳层,在含Cr量低的界面会产生脱碳层。
1.焊接材料的选择 珠光体钢与马氏体耐热钢焊接,例如15CrMo钢与9Cr1MoVNb钢焊条电弧焊焊接时,按15CrMo钢焊接,选用E5515—B2焊条,在靠近9Cr1MoVNb钢一侧熔合线的母材会增碳,焊缝会脱碳。若按9Cr1MoVNb钢焊接,选用E6215—9C1MV焊条,则在靠近15CrMo一侧熔合线的母材会脱碳,焊缝会增碳。为减少碳迁移,应选用中间性的化学成分的焊接材料,如选用E5515-5CM焊条进行焊接。
2.焊前预热和焊后热处理 珠光体钢与马氏体耐热钢焊接时,焊前预热及焊后热处理的原则与不同钢种珠光体钢之间的焊接相同。
(四)珠光体钢与奥氏体钢的焊接(https://www.xing528.com)
1.珠光体钢与奥氏体钢的焊接特点 珠光体钢与奥氏体钢焊接时,由于两者在化学成分、金相组织、物理性能及力学性能等方面有较大差异,焊接时会引起一定的难度,为保证焊接质量,必须考虑以下特点:
(1)焊缝金属的稀释 一般情况下,选择焊接材料时可以根据舍夫勒组织图(见图6-2),按照熔合比来估算,以获得纯奥氏体或奥氏体加少量铁素体组织的焊缝成分。现以Q235珠光体钢与06Cr18Ni9(1Cr18Ni9)奥氏体不锈钢焊接为例,说明舍夫勒组织图的应用。图6-2中a、b点分别为06Cr18Ni9和Q235钢的铬、镍当量值,f点为该两种母材熔化数量相同且熔化比均为50%情况下焊缝金属的当量成分。可以看出,焊缝为马氏体组织。c、d、e为三种不锈钢焊条E308-16(19-10型)、E309-16(23-13型)和E310-16(26-21型)的铬、镍当量值。当两种母材的熔合比为30%~40%时,三种焊条的焊缝当量成分在图6-2中的位置分别为h~g、i~j和k~l。由于有珠光体材料的稀释作用,19-10型焊条不可能满足要求,26-21型焊条有可能因单相奥氏体组织而容易产生热裂纹,所以采用23-13型焊条,通常是比较合适的。
(2)过渡区形成硬化层 焊缝金属受到母材金属的稀释作用,往往会在焊接接头过热区产生脆性的马氏体组织,即在珠光体钢一侧熔合区附近形成塑性狭窄区域带。在熔池边缘部位,由于搅拌作用不足,母材稀释作用比焊缝中心更突出,铬、镍含量远低于焊缝中心的平均值,形成了所谓的过渡区。图6-3为珠光体钢与奥氏体钢焊接时,珠光体钢一侧奥氏体焊缝中的母材熔入比例及合金元素的含量变化情况。由图可知,焊缝靠近熔合线处的稀释率高,见图6-3a,铬、镍含量极低,见图6-3b。对照舍夫勒组织图,可估算这一区域很可能是硬度很高的马氏体或奥氏体+马氏体组织,而这种淬硬组织正是导致焊接裂纹的主要原因。
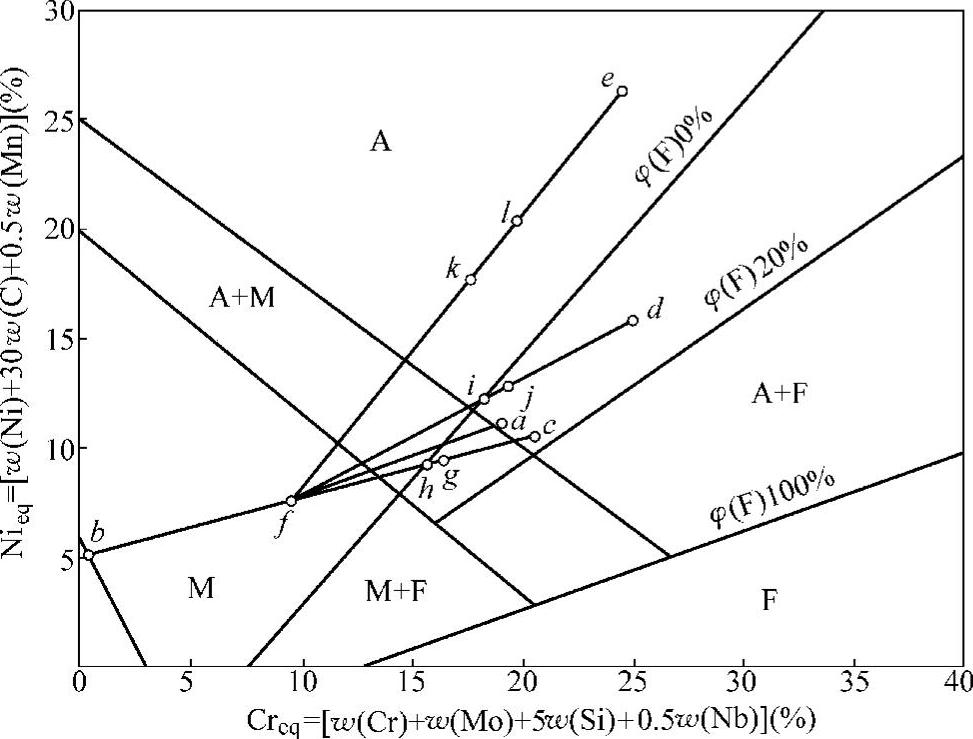
图6-2 舍夫勒组织图
(3)碳迁移形成扩散层 在焊接热处理或使用过程中长时间处于高温时,珠光体钢与奥氏体钢界面附近发生反应而使碳迁移,结果在珠光体钢一侧形成脱碳层,发生软化,奥氏体钢一侧形成增碳层发生硬化。由于两侧性能相差悬殊,受力时可能引起应变集中,降低接头承载能力。
(4)接头残留应力(焊缝金属的剥离) 除焊接时因局部加热引起焊接应力外,由于珠光体钢与奥氏体钢的线胀系数不同,焊后冷却时收缩量的差异,必然导致这类接头产生残留应力(热处理也难以消除),当接头工作在交变温度下,由于形成热应力或热疲劳而可能沿着珠光体钢与奥氏体钢的焊接界面而产生裂纹,最终导致焊缝金属的剥离。
2.珠光体钢与奥氏体钢的焊接工艺要点
(1)焊接方法 珠光体钢与奥氏体钢焊接时应选用熔合比小、稀释率低的焊接方法,如焊条电弧焊、带极埋弧焊和熔化极气体保护焊等。
(2)焊接材料 焊缝和熔合区的组织和性能主要取决于填充金属材料,因此选择焊接材料时,应充分考虑异种钢焊接接头的使用要求、稀释作用、碳迁移、热物理性能、焊接应力及抗裂性能等系列问题。例如,提高焊条中镍的含量是抑制熔合区碳扩散和克服珠光体钢对焊缝稀释作用的有效手段。
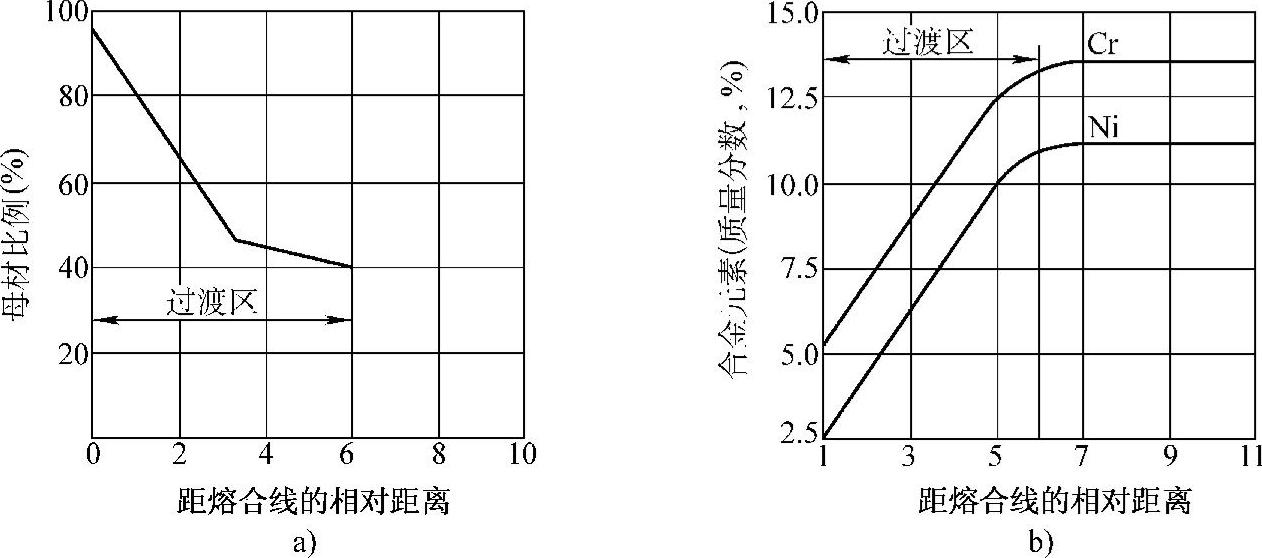
图6-3 珠光体钢一侧奥氏体焊缝中的过渡区示意图
a)母材比例的变化 b)合金元素的质量分数的变化
为提高焊缝金属的抗热裂性能,珠光体钢与普通奥氏体不锈钢(质量比Cr/Ni>1)焊接时,为避免出现热裂纹,应使焊缝中含有体积分数为3%~7%的铁素体组织。珠光体钢与奥氏体耐热钢(Cr/Ni<1)焊接时,选用的焊接材料应保证有较高抗裂性能的单相奥氏体组织或奥氏体加碳化物组织。
珠光体钢与奥氏体钢焊接的接头,若在常温运行,为获得奥氏体加少量铁素体组织的焊缝成分,应选用奥氏体不锈钢焊条E309(23Cr-13Ni),为获得单相奥氏体组织或奥氏体加碳化物组织,应选用奥氏体不锈钢焊条E310(26Cr-21Ni);若在高温运行,应选用镍基合金焊条Ni307A、ENiCrFe-3、ENiCrFe-2,ERNiCr-3焊丝,而不应选用奥氏体不锈钢焊接材料。
在高温运行的珠光体钢与奥氏体钢焊接的接头需选用镍基合金焊接材料的原因是:
1)奥氏体不锈钢线胀系数是珠光体钢的1.5倍左右,如果选用奥氏体不锈钢焊接材料,焊缝的线胀系数与珠光体钢的线胀系数差距很大,在高温运行时,会引起热应力和热疲劳破坏,镍基合金的线胀系数介于奥氏体钢与珠光体钢之间,镍基合金的焊接接头在高温运行时可减少热应力和热疲劳。
2)采用奥氏体不锈钢焊接材料在珠光体钢一侧界面会产生严重的碳迁移,而镍基合金焊接接头其石墨化作用能阻止碳化物生成,减少碳迁移。
3)采用镍基合金材料能减少异种钢接头中马氏体带过渡区的宽度,改善接头熔合区质量,提高接头的综合性能。
(3)焊接工艺 在确定接头形式、坡口种类、焊缝层数等工艺因素时,同样要依据珠光体钢与奥氏体钢焊接的特点,尽量减少熔合比(焊缝层数越多、坡口角度越大熔合比越小),采用小直径焊条、小电流、快速焊等。为了防止珠光体钢可能产生冷裂纹,则预热和预热温度应当按照珠光体钢来确定。
在珠光体钢一侧坡口焊接过渡层,可以降低对接头的预热要求及减少产生裂纹的危险性,过渡层应含有比母材更多的强碳化物形成元素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。