



上节数控铣床是以ZJK7532-1型数控钻铣床为例来讲述的,本节中仍以该产品介绍数控铣床的基本操作方法。
1.手动回参考点
参考点是用于确定机床坐标系的参照点,也是用于对各机械位置进行精度校准的点。当机床因意外断电、紧急制动等原因停机而重启动时,严格地讲应该是每次开机启动后,都应该先对机床各轴进行手动回参考点的操作,重新进行一次位置校准。手动回参考点的操作步骤如下:
1)确保机床通电且与电脑联机完成,将机床操作面板上的工作方式开关置于手动回参考点的位置上。
2)分别按压+X、+Y、+Z轴移动方向按钮一下,则系统即控制机床自动往参考点位置处快速移动,当快到达参考点附近时,各轴自动减速,再慢慢趋近直至到达参考点后停下。
3)到达参考点后,机床面板上回参考点指示灯点亮。此时,显示屏上显示参考点在机床坐标系中的坐标为(0,0,0)。
本机床参考点与机床各轴行程极限点(机床原点)是接近重合的,参考点就在行程极限点内侧附近。如果在回参考点之前,机器已经在参考点位置之外,则必须先手动移至内侧后,再进行回参考点的操作;否则,就会引发超程报警。
当工作方式开关未停在回参考点位置上时,各轴向参考点附近移动时将不会自动减速,到达时就可能滑出参考点或行程极限的边界之外,并引发超程报警。
2.手动连续进给和增量进给
将开关拨到“点动”位置后,按压轴移动方向按钮(+X、-X等)之一,各轴将分别在相应的方向上产生连续位移,直到松开手为止。
若要调节移动速度,可旋动进给速度修调倍率开关,则实际移动速度等于系统内部设定的快移速度乘以进给速度修调倍率。
若同时按快移按钮和某个轴移动方向按钮,则在对应轴方向上,将无视进给速度修调倍率的设定,以系统内部设定的快移速度产生连续位移。
将开关拨到“步进”位置,将增量倍率选择开关设定于(×1、×10、×100、×1000)四档其中之一的位置。每次按压/松开轴移动方向按钮一次,挡板将在相应的轴方向上产生指定数量单位的位移。通过调整改变增量进给倍率值,可得到所期望的精确位移。
当需要用手动方法产生较大范围的精确移动时,可先采用手动连续进给(点动)的方法移近目标后,再改用增量进给的方法精确调整到指定目标处。点动和步进既可用于空程移动,也可进行铣削加工。
3.MDI操作
MDI是指命令行形式的程序执行方法,它可以从计算机键盘接受一行程序指令,并能立即执行。采用MDI操作可进行局部范围的修整加工以及快速精确的位置调整。MDI操作的步骤如下:
1)在基本功能主菜单下,按“F4”键切换到MDI子菜单下。
2)再按“F6”键进入MDI运行方式,屏幕显示如图5-60所示画面。画面的正文显示区显示的是系统当前的模态数据。命令行出现光标,等待键入MDI程序指令。
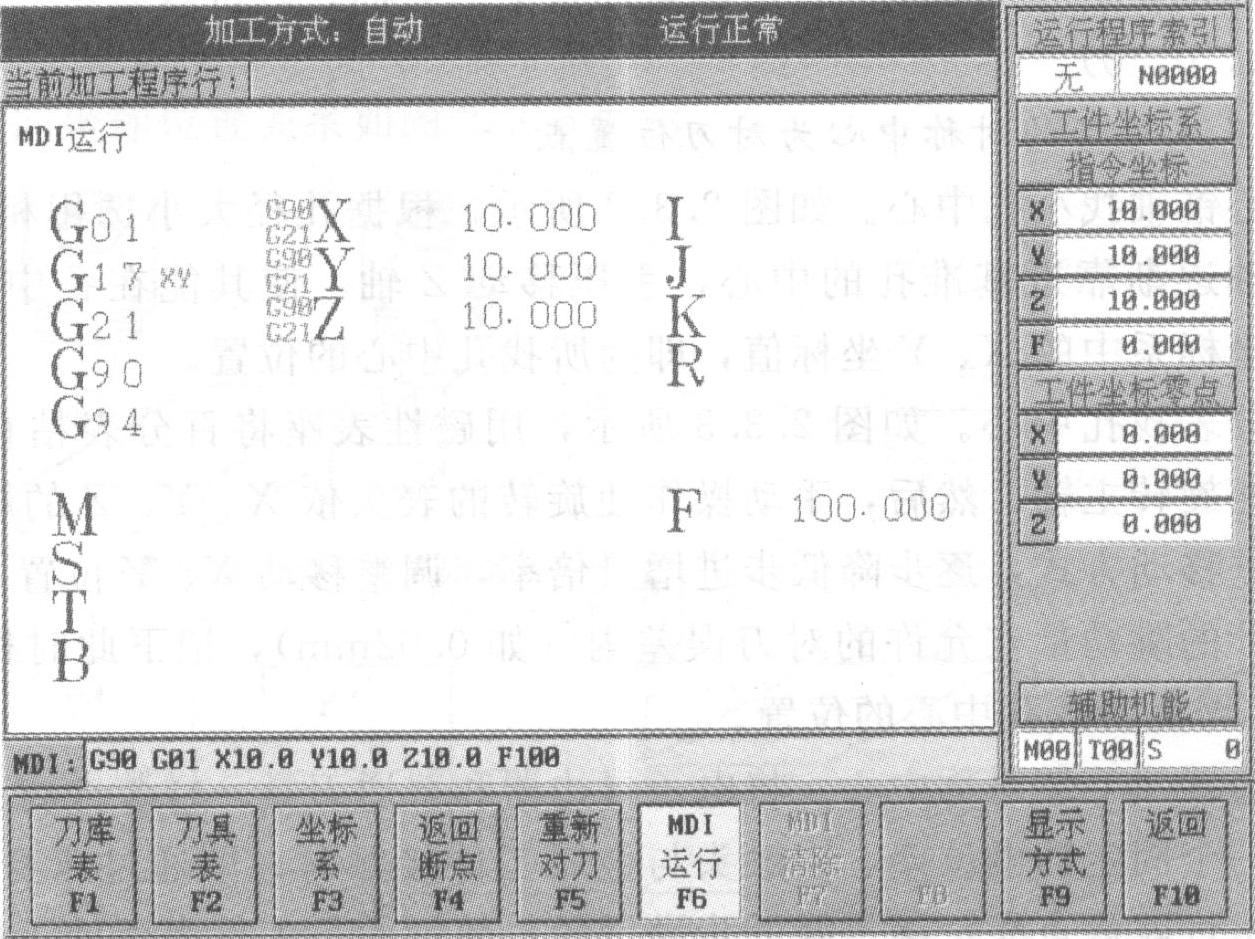
图5-60 MDI操作屏幕画面
3)可用键盘在光标处输入整段程序(如G90 G01 X10.0 Y10.0 Z10.00 F100),也可一个功能字一个功能字地输入,输完后按回车键,则各功能字数据存入相应的地址,且显示在正文区对应位置处。
若系统当前的模态与要输入的指令模态相同,则可不输入。在按回车键之前发现输入数据有误,可用退格键、编辑键修改。若按回车键后发现某功能字数据有误,则可重新输入该功能字的正确数据并按回车键进行更新。若需要清除所输入的全部MDI功能数据,可按功能键“F1”。
4)全部指令数据输入完毕后,将操作面板上的工作方式开关置于“自动”档,然后按下操作面板上的“循环启动”按钮,即可开始执行MDI程序功能。若MDI程序运行中途需要停止运行,可按功能键“F1”。
如果在进行MDI运行时,已经有程序正在自动运行,则系统会提示不能实施MDI运行。当一个MDI程序运行完成后,系统将自动清除刚执行的功能数据,等待输入下一个运行程序段。
4.对刀
数控铣床的对刀包括基准刀具的对刀和各个刀具相对偏差的测定两部分。
对刀时,先从某零件加工所用到的众多刀具中选取一把作为基准刀具,进行对刀操作;再分别测出其他各个刀具与基准刀具刀位点的位置偏差值,如长度、直径等。这样就不必对每把刀具都去做对刀操作。如果某零件的加工,仅需一把刀具就可以的话,则只要对该刀具进行对刀操作即可。如果所要换的刀具是加工暂停时临时手工换上的,则该刀具的对刀也只需要测定出其与基准刀具刀位点的相对偏差,再将偏差值存入刀具数据库。
有关多把刀具偏差设定及意义,将在刀具补偿内容中说明,下面仅对基准刀具的对刀操作进行说明。
当工件以及基准刀具(或对刀工具)都安装好后,可按下述步骤进行对刀操作。先将方式开关置于“回参考点”位置,分别按+X、+Y、+Z方向按键令机床进行回参考点操作,此时屏幕将显示对刀参照点在机床坐标系中的坐标。若机床原点与参考点重合,则坐标显示为(0,0,0)。
(1)以毛坯孔或外形的对称中心为对刀位置点
1)以定心锥轴找孔中心。如图5-61所示,根据孔径大小选用相应的定心锥轴,手动操作使锥轴逐渐靠近基准孔的中心,手压移动Z轴,使其能在孔中上下轻松移动,记下此时机床坐标系中的X、Y坐标值,即为所找孔中心的位置。
2)用百分表找孔中心。如图5-62所示,用磁性表座将百分表粘在机床主轴端面,手动或低速旋转主轴,然后手动操作使旋转的表头按照X、Y、Z的顺序逐渐靠近被测表面,用步进移动方式,逐步降低步进增量倍率,调整移动X、Y位置,使得表头旋转一周时,其指针的跳动量在允许的对刀误差内(如0.02mm),记下此时机床坐标系中的X、Y坐标值,即为所找孔中心的位置。
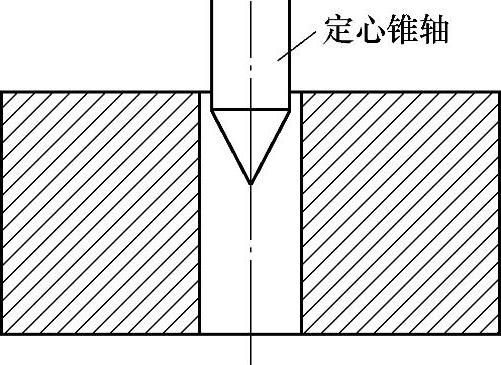
图5-61 定心锥轴找孔中心
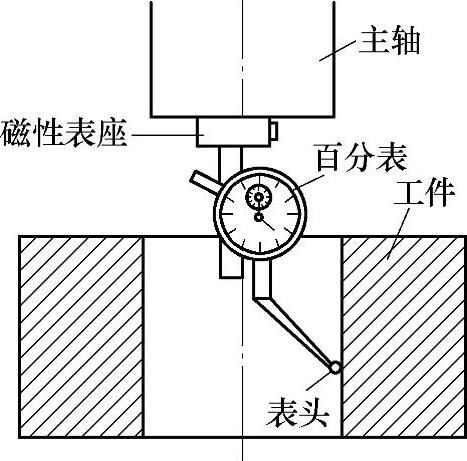
图5-62 百分表找孔中心
3)用寻边器找对称中心。将电子寻边器和普通刀具一样装夹在主轴上,其柄部和触头之间有一个固定的电位差,当触头与金属工件接触时,即通过床身形成回路电流,寻边器上的指示灯就被点亮;逐步降低步进增量,使触头与工件表面处于极限接触(进一步即点亮,退一步则熄灭),即认为定位到工件表面的位置处。
如图5-63所示,先后定位到工件正对的两侧表面,记下对应的X1、X2、Y1、Y2坐标值,则对称中心在机床坐标系中的坐标应是((X1+X2)/2,(Y1+Y2)/2)。
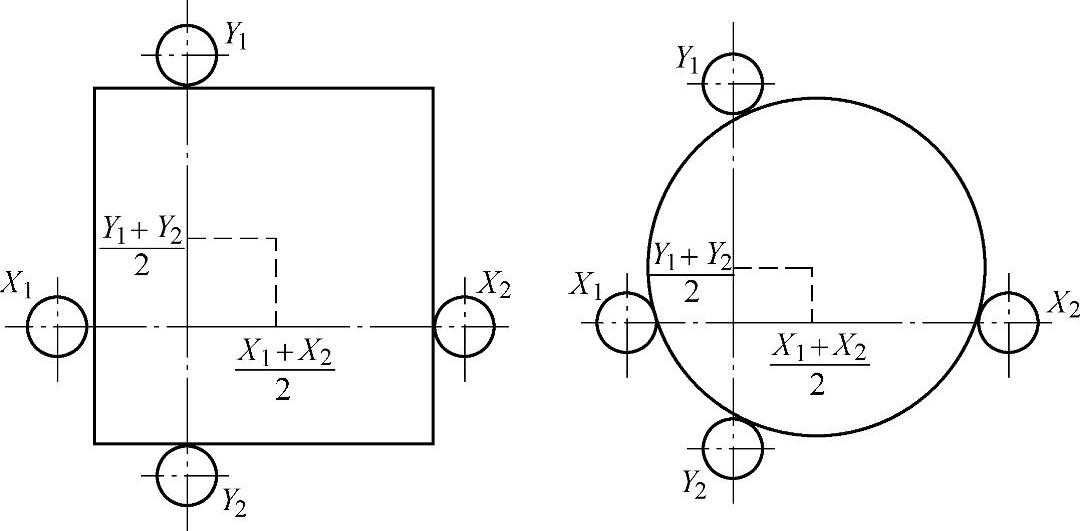
图5-63 寻边器找对称中心
(2)以毛坯相互垂直的基准边线的交点为对刀位置点
对刀操作时的坐标位置关系如图5-64所示。
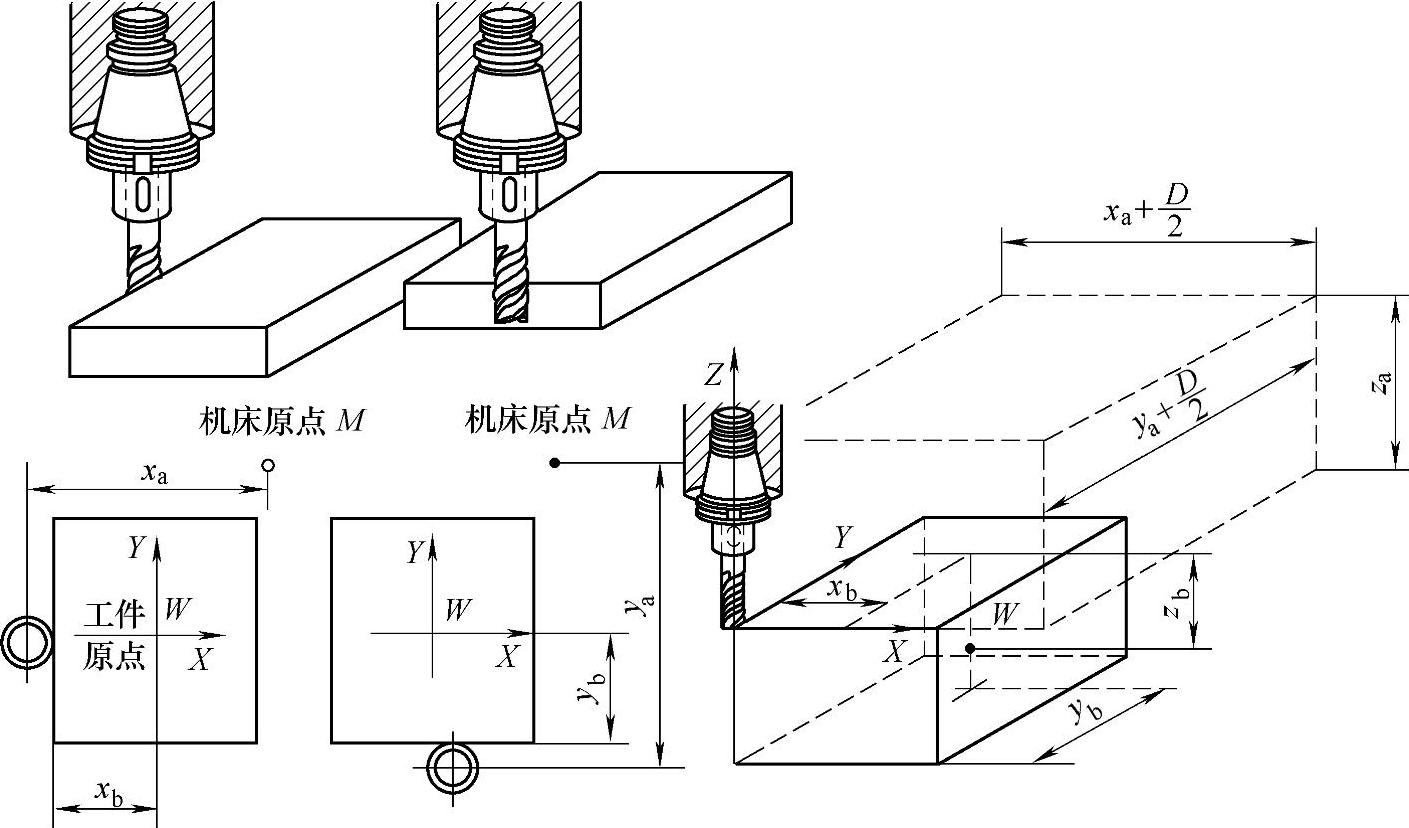
图5-64 对刀操作时的坐标位置关系(https://www.xing528.com)
1)按X、Y轴移动方向键,使刀具圆周刃口接触工件的左(或右)侧面,记下此时刀具在机床坐标系中的X坐标xα。然后按X轴移动方向键使刀具离开工件左(或右)侧面。
2)用同样的方法调整移动到刀具圆周刃口接触工件的前(或后)侧面,记下此时的Y坐标yα。最后,让刀具离开工件的前(或后)侧面,并将刀具回升到远离工件的位置。
3)如果已知刀具或寻边器的直径为D,则基准边线交点处的坐标应为
(3)刀具Z向对刀
当对刀工具中心(即主轴中心)在X、Y方向上的对刀完成后,可取下对刀工具,换上基准刀具,进行Z向对刀操作。Z向对刀点通常都是以工件的上下表面为基准的,这可利用Z向设定器进行精确对刀,其原理与寻边器相同。如图5-65所示,若以工件上表面为Z=0的工件零点,则当刀具下表面与Z向设定器接触致指示灯亮时,刀具在工件坐标系中的坐标应为Z=100,即可使用G92Z100.0。
如图5-65所示,假定编程原点(或工件原点)预设定在距对刀用的基准表面距离分别为xb,yb,zb的位置处,若将刀具刀位点置于对刀基准面的交汇处,则此时刀具刀位点在工件坐标系中的坐标为(xb,yb,zb)。

图5-65 Z向对刀设定
如前所述,它在机床坐标系中的坐标应为 ,此时,若用MDI执行G922100.0,即可建立起所需的工件坐标系。
,此时,若用MDI执行G922100.0,即可建立起所需的工件坐标系。
此外,也可先将刀具移到某一位置处,记下此时屏幕上显示的该位置在机床坐标系中的坐标值,然后换算出此位置处刀具刀位点在工件坐标系中的坐标,再将所算出的X、Y、Z坐标值填入程序中G922100.0指令内。在保持当前刀具位置不移动的情况下去运行程序,同样可达到对刀的目的。
在实际操作中,当需要用多把刀具加工同一工件时,常常是在不装刀具的情况下进行对刀的。这时,常以刀座底面中心为基准刀具的刀位点先进行对刀,然后分别测出各刀具实际刀位点相对于刀座底面中心的位置偏差,填入刀具数据库即可。执行程序时由刀具补偿指令功能来实现各刀具位置的自动调整。
5.程序输入与编辑(使用HCNC-1M系统)
方法一:用通用的文本编辑器,在其中输入编辑程序。程序编写完成后保存为以“O”开头的文件名,最好不带后缀。
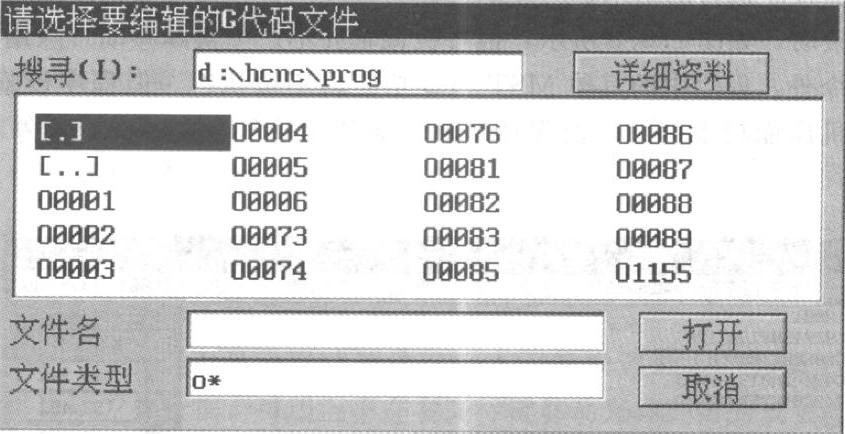
图5-66 文件选择对话框
方法二:可直接在控制软件环境中进行。按对应功能键及回车,执行基本功能主菜单中的“程序编辑F2”→“选择编辑程序F2”→“磁盘程序F1”后,系统弹出一文件列表对话框,如图5-66所示。按“TAB”键移光标到文件名栏(蓝色加亮)后回车,输入文件名O××××即可,然后开始输入编辑程序,程序编写完成后按“F4”键保存程序。若要编辑已有的旧程序,可在已有文件列表中移动光标键选择所要编辑的程序文件即可。
如果已调入过一个编辑程序后发现不是所需的,要改调其他的程序,则必须对当前程序做修改(如加个回车),然后再按“F2”键选择编辑程序,在弹出的信息框中选“不保存N”后,即可重复上述操作。
铣床数控系统要求程序内容必须以“%”作为开头的第一个字符,其后可跟四位数字,否则程序不能运行。每一程序行行尾以回车作结束,程序中应尽量避免写入系统不能识别的指令,不允许出现连续两个字母,或缺少字母的连续两组数字。编写好的程序存成文件时,文件名必须是以“O”作首字母,后跟四位数字,最好不带后缀。编辑过程中所用到的操作键基本上就是PC键盘上的编辑键,另外系统还定义了“F6”键为整行删除键,用于删除当前光标所在行;定义“F7”、“F8”、“F9”键为定位查找替换功能键,用于在程序中查找指定的字符串(可在命令行输入指定要查找的字符串),找到后即将光标定位于该处,可用于快速定位编辑修改。
6.程序调用
要想调入已编写好的加工用程序,应在基本功能主菜单下按“自动加工F1”→“程序选择F1”→“磁盘程序”,弹出如图5-66所示对话框后,在程序文件名列表中移动到选择所需程序文件名,选定后按回车即可。
若当前页没有想要的程序,可一直按向右光标键直至下一屏,或在相应的下级文件夹中寻找。如果程序头部格式符合要求,调用成功后,程序内容正常显示(如果调用不成功,可能会是由于程序头部格式不合规范所致)。
当前已调用或已运行过的程序,只要经过编辑修改,就必须重新调用。如果是用M02作程序结束指令的,程序运行完毕后,则需重新调用程序才可再次运行。中途非正常结束时,亦需重新调用。只有执行到以M30结束的程序,才可不需重新调用而可再次重复运行。
7.程序校验和加工运行
程序校验主要用于检查程序中有无语法错误,或查看程序运行的轨迹是否符合要求。其操作步骤是:
先调入欲运行的程序,再将工作方式开关置于“自动”方式,在基本功能主菜单下按“自动加工F1”→“程序校验F3”,然后按机床面板上的“循环启动”按钮即可开始进行程序校验。程序校验时,数控系统内部按程序顺序自动进行运算控制,CRT也不断显示当前程序执行的结果。若显示画面为程序内容,则覆盖当前运行的程序行的有色光条将随之滚动,如图5-67所示,但各机械轴并不产生实际移动。除用于程序结束的M02、M30指令外,程序中的其他MST指令功能将不被执行,但程序校验执行过程中,还是可以使用机床面板上的“进给保持”和“循环启动”按钮,进行暂停和重启的功能控制。
此外,也可以将工作方式开关置于“单段”方式,然后同样进行程序校验操作。这样当程序执行时,将会在每一段程序执行完后,都自动处于进给保持的暂停状态;只有按下“循环启动”按钮,才可继续运行下一个程序段。若想要在程序校验的同时查看模拟运行的轨迹图形,可在选按“程序校验F3”之后,按“循环启动”按钮之前,先选按“显示方式F9”→“显示模式”,再选择所需的图形观察方式,然后再按“循环启动”按钮。
和程序校验不同,加工运行时必然伴随着各机械轴的实际移动。事实上,在装上工件对好刀后,真正进行加工之前,还必须在伴随有机械轴移动的情形下进行空运行调试,以排除出现机械轴超程报警的可能,确保加工运行路线在各轴的有效行程范围之内。但有时在装上工件后,又不方便进行空运行调试,为此,机床提供了“Z轴锁住”的功能,可在控制Z轴不产生位移的情形下执行程序,以检验XY平面方向是否有超程现象,这样就只需靠人工对程序中有关Z轴的进给进行超程检查。
如果在运行程序前先按下“机床锁住”按钮,则运行效果将和程序校验一样,所有送到机械各轴的控制运动将被自动截断,仅在数控装置内部运行。但和校验不同的是,此时MST功能将受程序控制。
加工运行的操作步骤是:先调入程序并对好刀,将工作方式开关置于“自动”方式,再按机床上的“循环启动”按钮即可开始自动运行。如果中途想暂停运行,可按机床面板上的“进给保持”按钮,则各轴方向的进给将暂时停止,直至再按“循环启动”按钮时便可继续执行(按进给保持时主轴并不停转,若想要主轴停转,可按“主轴停转”按钮,但按循环启动前必须先按“主轴正转”按钮启动主轴)。若想彻底中断程序的继续运行,可选按“停止运行F7”,在屏幕的命令行中出现“是否退出自动运行Y/N?”时,按下“Y”键并按回车即可;否则,将继续程序的运行。
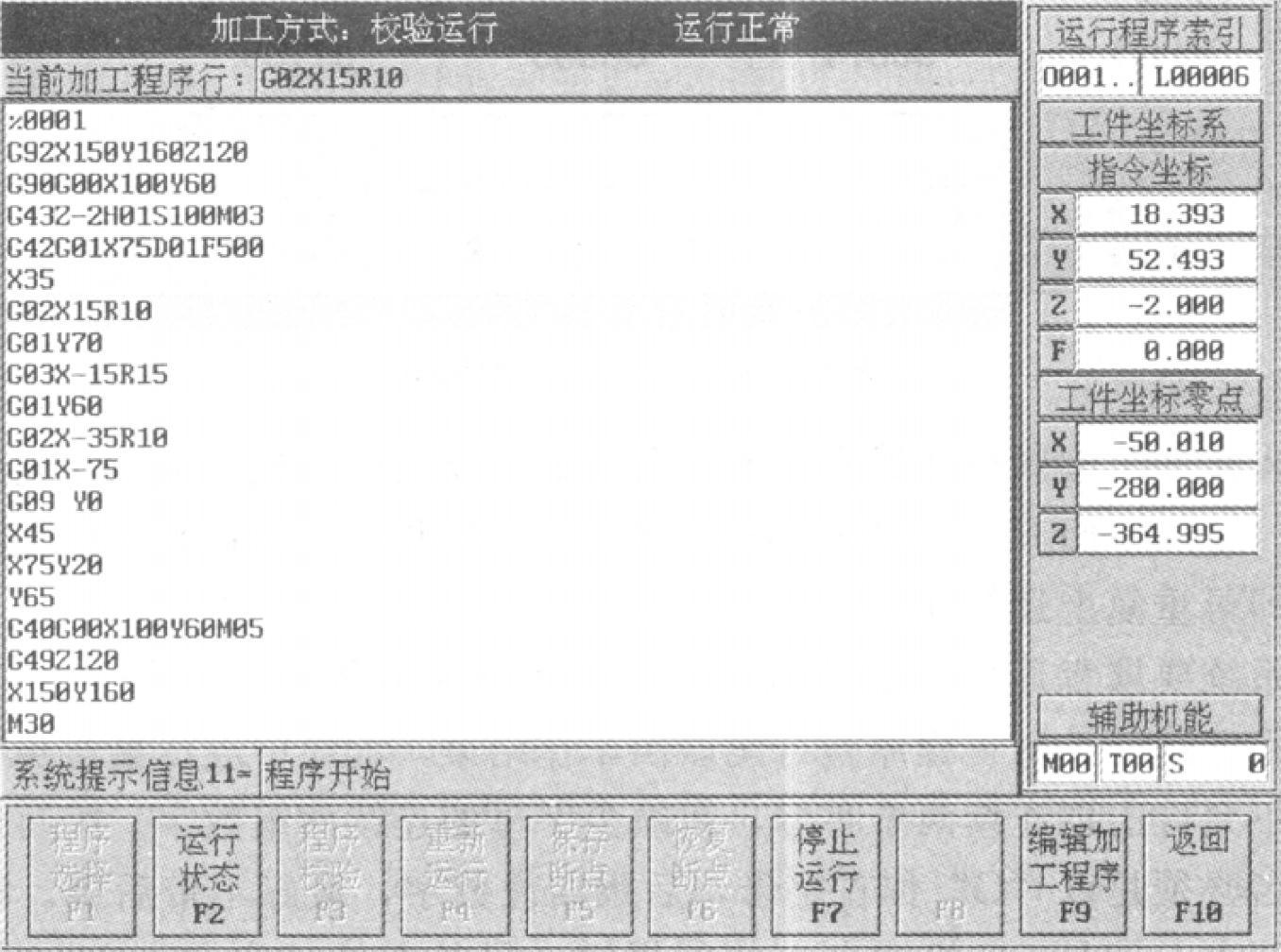
图5-67 程序校验画面
8.刀具数据库的设置
HCNC数控系统的刀具数据库设置,可在基本功能主菜单下选按“MDI功能F4”后,在出现的菜单项目中选择进行。其中,“刀库表F1”功能项主要应用于有自动换刀功能的加工中心机床,对铣床系统则无效。在此,仅对使用“刀具表F2”功能项进行刀具补偿量的设置作一些介绍。刀补设置可按如下步骤进行:
1)在基本功能主菜单下按“F4”键,选择“MDI”方式。
2)按“F2”键,选择“刀具表”功能项,进入刀补设置画面,如图5-68所示。此时,正文窗口将显示刀补数据,可用上下左右光标键移动光标到需要设置修改的地方,也可用“PGUP”、“PGDN”页面键翻页。
3)按照刀号0对应D00及H00,刀号1对应D01与H01的对应关系,移动光标到所需设置刀号对应的刀具长度以及刀具半径数据处,按回车键后,命令行将出现所选刀补数据,可编辑、修改。
4)修改完毕后,按回车键确认。若输入数据符合格式要求,所修改设置的数据将显示在正文窗口的对应位置上;否则,机器将鸣叫提示出错,原值保持不变。
5)所有刀补内容设置完成后,按“ESC”键退出设置状态。接着可按其他功能选项键执行其他功能,如可按“F10”键返回基本功能主菜单。
对于各刀具补偿值,必须根据工件的结构尺寸、所用刀具半径、刀具与工件间的相对位置等各方面的数据综合考虑后确定。不要随心所欲地设置,否则将造成运行轨迹不正确。刀具长度补偿值设置不合适,还会造成刀具冲撞工作台的危险事故。
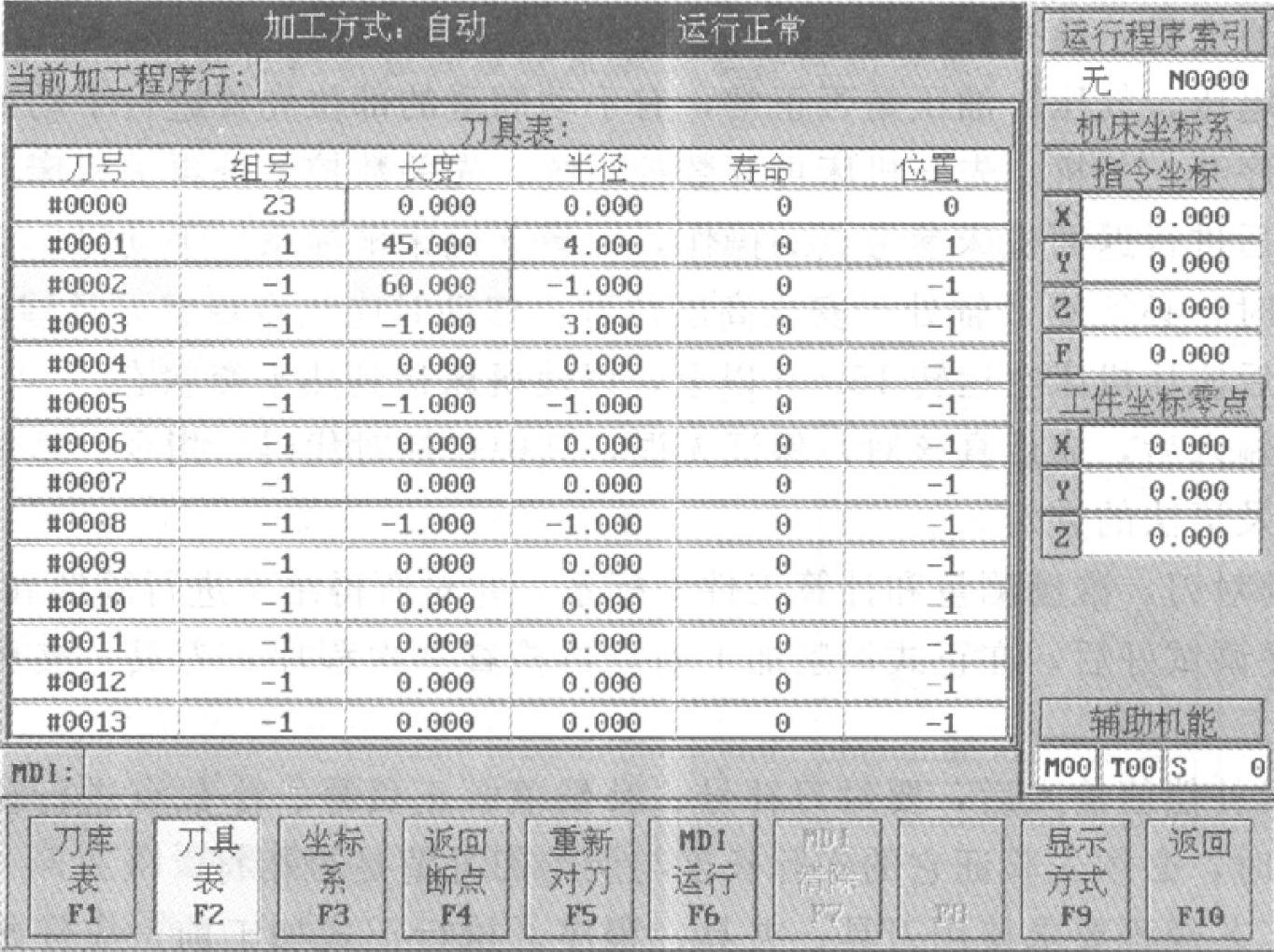
图5-68 刀具补偿量的设置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。