



一部分铅酸蓄电池生产厂家设计制造蓄电池的几乎全部主要部件,包括极板、槽和盖等;更多的厂家并不设计槽和盖,仅设计制造极板并组装来适应定型的蓄电池槽、盖。这里提出的VR-LA设计实例仅涉及板栅、铅粉、铅膏与涂填、生极板、蓄电池组装、电解液的浓度与注液量等项的设计计算,蓄电池的槽、盖则是由专业生产厂家制造的定型产品。设计思想是充分利用定型的蓄电池槽、盖,设计出容量较大而质量不超过国家标准规定的蓄电池。工艺流程采用的是装配未化成的生极板,然后封盖、封端子,再检测气密性,注液后在蓄电池内化成。
这里提出的只是一种设计思想和思路,不是定式,不是最佳设计。实际上,只有针对具体要求的优秀设计,而不会有空泛的最佳设计。每个厂家、每位工程技术人员对不同型号蓄电池或特定的性能要求,其设计计算都会不尽相同,不必囿于某个具体例子。
现以铁路机车车辆用铅酸蓄电池(lead-acid batteries for loco-motive and rolling stock)TM-450(2V 450A·h)为例,列出设计计算的实际数据供读者参考。
蓄电池外形尺寸/mm 223×187×370(总高)
蓄电池总体积/dm3 15.43
单体蓄电池内腔尺寸/mm
L0(长,极板排列方向) 208
W0(宽,极板宽度方向) 172
板栅数据
宽/mm 165
内宽(不包括边框)/mm 157
高(不包括板耳)/mm 246
内高(不包括板耳和边框)/mm 238
厚(正、负板栅相同)/mm 4.8
质量(正、负板栅相同)/g 402
质量(正、负板栅相同,不包括板耳)/g 385
筋条质量(不包括边框)/g 243
筋条体积(不包括边框)/mL 21.5
按照这一设计,如果正、负湿铅膏极板的厚度分别为5.0mm和4.8mm,那么板栅中可以涂填铅膏部分的空间与内部几何空间之比——空间系数k的值为0.880~0.885(参看第二章第八节)。
由于采取了正、负板栅尺寸相同的设计,为保证正极活性物质的量大于负极活性物质的量(这里设计两者质量之比为1.12∶1),设计的正、负湿铅膏极板的铅膏量及厚度是不同的。
正铅膏表观密度/kg·L-1 4.30
正铅膏酸量/g·kg-1 40.0
正湿铅膏极板铅膏质量/g·片-1 740
正湿铅膏极板厚/mm 5.2
负铅膏表观密度/kg·L-1 4.30
负铅膏酸量/g·kg-1 40.0
负湿铅膏极板铅膏质量/g·片-1 660
负湿铅膏极板厚/mm 4.7
实际计算出来,正极板的空间系数k值为0.889,负极板则为0.878。
按照第四章式(4-11)计算出粉量。
正极板铅粉质量/g·片-1 617
负极板铅粉质量/g·片-1 550
单体蓄电池中正极板片数 13
单体蓄电池中负极板片数 12
相邻同性极板中心距离/mm 16.8
这样一来,单体蓄电池中的极板数、隔板数、铅膏量、铅粉质量、化成后正极PbO2与负极金属铅的质量都可以计算出来。为简化计算,假定化成完成后正极活性物质全部转化为PbO2,负极活性物质全部转化为金属Pb。铅粉(PbO 70%,金属Pb30%)与PbO2摩尔质量之比为1∶1.096,金属Pb与铅粉摩尔质量之比为1∶1.054(参看第三章)。
单体蓄电池中正极板铅膏质量/g 9620
单体蓄电池中正极板铅粉质量/g 8022
化成后单体蓄电池中PbO2质量/g 8790
单体蓄电池中负极板铅膏质量/g 7920
单体蓄电池中负极板铅粉质量/g 6604
化成后单体蓄电池中金属Pb质量/g 6262
分别计算出正、负极板中PbO2和金属Pb的体积是必要的,因为这一数据涉及单体蓄电池的注液量的计算。这里PbO2的密度值取9.375kg·L-1,铅的密度值取11.34kg·L-1。
化成后正极PbO2的体积/mL 938
化成后负极金属Pb的体积/mL 552
化成后正、负极活性物质总体积/mL 1490
采用超细玻璃纤维隔板包裹负极板。这种隔板很蓬松,表观密度小,孔率大,一般都超过90%甚至95%,玻璃纤维固体物所占体积很小。折叠包裹负极板的高度大于负极板高度的2倍,折叠后一小部分在电解液液面上面。隔板宽度应大于极板宽度,可以与单体蓄电池内腔宽度相同。隔板厚度的选择通常是经过试验组合极群组在要求的组装压强下入槽来确定的。由于不同厂家、不同型号规格的超细玻璃纤维隔板的压缩性能等不尽相同,不经试验很难预先确定采取的厚度值。
隔板尺寸/mm 504(未折叠前)×172
隔板片数 12(https://www.xing528.com)
由于VRLA在组装过程中,组合极群组在入槽时都是采用紧装配,极板底部不必一定接触蓄电池槽底,特别是包裹有隔板的极板,因此槽底部有一定空隙贮存电解液,从而可以延长蓄电池失水导致干涸的时间。
槽内腔底部至极板上边距离h0/mm 263
槽内腔注液部分几何尺寸V0=L0W0h0/mL 9409
从V0减去板栅合金、活性物质与隔板固体物质的体积之和,就是注液体积即注液量。注液的密度则要经过计算。
注液量/mL 6970
注液密度(25℃)/kg·L-1 1.250
如果要求化成后电解液的密度为1.280~1.300kg·L-1(25℃),则注液的密度必须低于此值。因为涂膏极板中含有硫酸盐,其摩尔数与和膏、涂填时加入的H2SO4摩尔数完全相同。在化成完成后,硫酸盐仍然转变为H2SO4而进入电解液。H2SO4溶液的密度ρ和质量百分浓度ω这两个变量不是互相独立的。在一定温度下,ρ依赖于ω。但还没有一个精确的数学解析表达式来描述这两个变量之间的定量关系。表示它们之间定量关系的多为实验测定的不同温度下两者关系的详尽数据并将其列表。
可以用试算的方法逼近求出注液H2SO4溶液的浓度。在这个例子中,已经知道单体蓄电池中铅粉的总量和铅膏的酸量,可算出化成后生成的H2SO4量。
化成后正极生成的H2SO4量/g 320.8
化成后负极生成的H2SO4量/g 264.0
如果注液的H2SO4溶液在25℃时密度为1.240kg·L-1,其质量百分浓度为33.00%,注液量为前面的计算值6970mL。那么,化成完成后电解液的质量百分浓度ω1就应当是溶质(H2SO4)与溶液的质量之比,即

这一浓度值略低于要求的浓度38.00%,即密度为1.2818kg·L-1(25℃)的化成后的电解液浓度。
把注液H2SO4溶液的浓度调整到34.03%(25℃密度为1.250kg·L-1),用同样的方法计算出化成后电解液的质量百分浓度ω

如果要求化成后电解液的浓度为38.00%(25℃密度为1.2818kg·L-1),这次的计算值的偏差仅0.4%左右,实际上对于工业生产就足够精确了。就这样,确定了设计注液浓度。
注液硫酸溶液密度/kg·L-1(25℃)1.250
采用蓄电池内化成工艺,化成过程时间较长,一般都在60h以上甚至超过100h。过程中蓄电池失水是不可避免的。在化成充电电流密度较大和充电后期,失水尤为明显。由化成前后蓄电池质量之差可以知道失水量。收集化成时从蓄电池中逸出的液体的分析可以知道,逸出的不仅是水,也有H2SO4,即逸出的是H2SO4溶液,但其浓度低于注液H2SO4溶液的浓度,一般仅为20%~25%。可以在化成过程中注加补充液。补充液的密度一般为1.150~1.170kg·L-1(25℃),即21%~24%的H2SO4溶液。补充注液量应使蓄电池的质量达到注液后化成之前的质量。
采用槽化成的熟极板装配蓄电池后再注入H2SO4溶液进行补充电工艺生产蓄电池的情况,计算注液量和注液H2SO4溶液浓度的方法大同小异。应当分析正、负极板中PbSO4的含量(见第五章第九节、第十节),计算出补充电完成后生成的H2SO4的量,再按上述方法计算出注液H2SO4溶液的量和浓度。以未注液的干式荷电蓄电池出厂的,应在产品说明书中详细写明注液量和注液浓度以及补充电的方法步骤。
关于端子、汇流排等的设计要求是众所周知的,这里不再赘述。在这个实例中,化成完成后,整体蓄电池的质量为38.6kg,符合铁道行业标准TB/T 3061—2002规定的最大质量39kg的要求。按照这一设计要求生产的批量TM—450VRLA中随机抽取的四只,按标准方法进行了容量检测,结果列在表9-6中。
表9-6 设计TM-450VRLA的实测容量
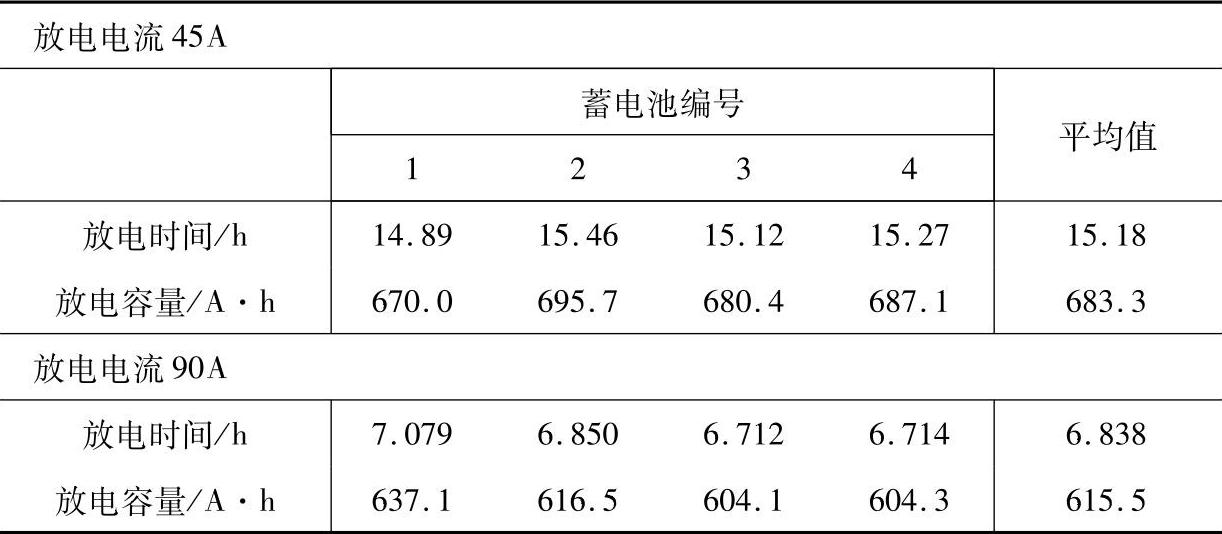
列出这一检测数据是为了检验上述设计数据的可行程度,是否达到设计要求。仅从容量数据看是远远超过了标准的要求。应当更细致地验证有关数据。
先看注液量和注液浓度。化成完成后,电解液所含溶质的量是极板中的硫酸盐在化成中生成的H2SO4和注液中的H2SO4两者之和,为3550g。按放电电流45A、放电容量683.3A·h计算,理论上需要H2SO42500g(见第七章第一节)。结果表明H2SO4的活性物质利用率为2500/3550即71.44%。实际上,由于极板中的硫酸盐不会百分之百转变为H2SO4和化成失水带出H2SO4的损失,化成后电解液中H2SO4的量会低些。按注液量6790mL,化成后浓度38.18%,密度1.2818kg·L-1计算,化成后电解液中H2SO4为3411g。活性物质H2SO4的利用率为73.29%。两种计算结果偏离约±1%。实验证明,H2SO4溶液完全可以达到这一活性物质利用率值。化成后电解液中含H2O 5380g,这是远远过量的。683.3A·h容量理论上需要H2O仅为459.3g。
再来看极板上活性物质的利用率。正极铅粉质量为8021g。铅粉(氧化度70%)的电化学当量为4.072g(A·h)-1(参看第三章第六节),计算出正极活性物质的理论容量为1971A·h,利用率为683.3/1971=34.67%。负极铅粉质量为6600g,理论容量为1621A·h,则活性物质利用率为683.3/1621=42.15%。
这是厚度接近5mm的极板活性物质利用率的正常值。如果对于蓄电池性能有特定要求,如在同样规定的质量和外形尺寸不变的情况下要求容量更大些,就可以改变设计。主要是减小极板厚度而在单体蓄电池中装配更多的极板。例如,在一个单体蓄电池中正、负极板所用的板栅合金、铅粉、铅膏的总质量均不变的条件下,可采用下面的设计。
正板栅厚/mm 4.15
正湿铅膏极板厚/mm 4.30
正湿铅膏极板铅膏质量/g·片-1 641
正极板铅粉质量/g·片-1 535
单体蓄电池正极板片数 15
单体蓄电池正极铅粉量/g 8022
单体蓄电池正铅膏量/g 9615
负板栅厚/mm 4.00
负湿铅膏极板厚/mm 4.03
负湿铅膏极板铅膏质量/g·片-1 566
负极板铅粉质量/g·片-1 472
单体蓄电池负极板片数 14
单体蓄电池负极铅粉量/g 6607
单体蓄电池负铅膏量/g 7924
采用这一设计,板栅用合金量稍有减少,注液量稍有增加,但蓄电池的最后质量不超过39kg,而容量会有显著提高。采用减小极板厚度的方法提高蓄电池性能(包括容量、起动能力等)是有限度的。极板厚度的减小,不仅增加了生产的工作量,而且对各个生产工序的产品品质的控制和检测以及生产的管理要求都更高。起动型和更小型铅酸蓄电池如果采用更薄的板栅和极板,在板栅铸造和涂填工序中废品率可能会提高。
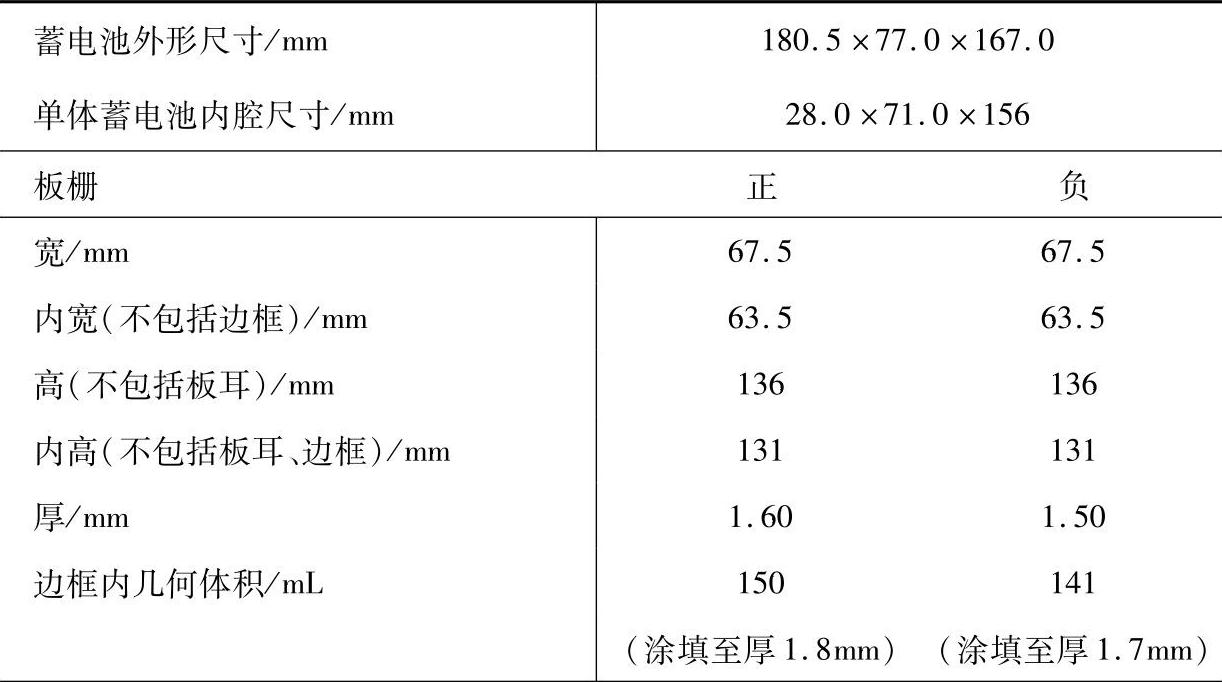
小型VRLA指的是额定容量为65A·h及以下的此类蓄电池。电动助力车用的VRLA的容量一般都在20A·h以下。如果要求这类VRLA的质量比能量超过42Wh·kg-1,或者能量密度超过110Wh·dm-3,设计就要谨慎细致。作为工业生产的批量产品,这样的指标可以达到或许稍有超越,但并非轻而易举。一种用于电动助力车的12V、20A·h的VRLA,由其外形尺寸可以知道其能量密度不应低于104Wh·L-1。这种类型的VRLA设计时不仅要注意正、负极的活性物质的量应当足够,而且注液量尤其不能忽略。VRLA在运行时随时都在失水,注液量应足够而且浓度不宜过高。注液浓度高,表面上VRLA的电动势高,实际上对蓄电池寿命的影响是不利的。建议的这种VRLA的主要设计数据列在表9-7中。
表9-7 小型VRLA 12V 20A·h的主要设计数据
(续)
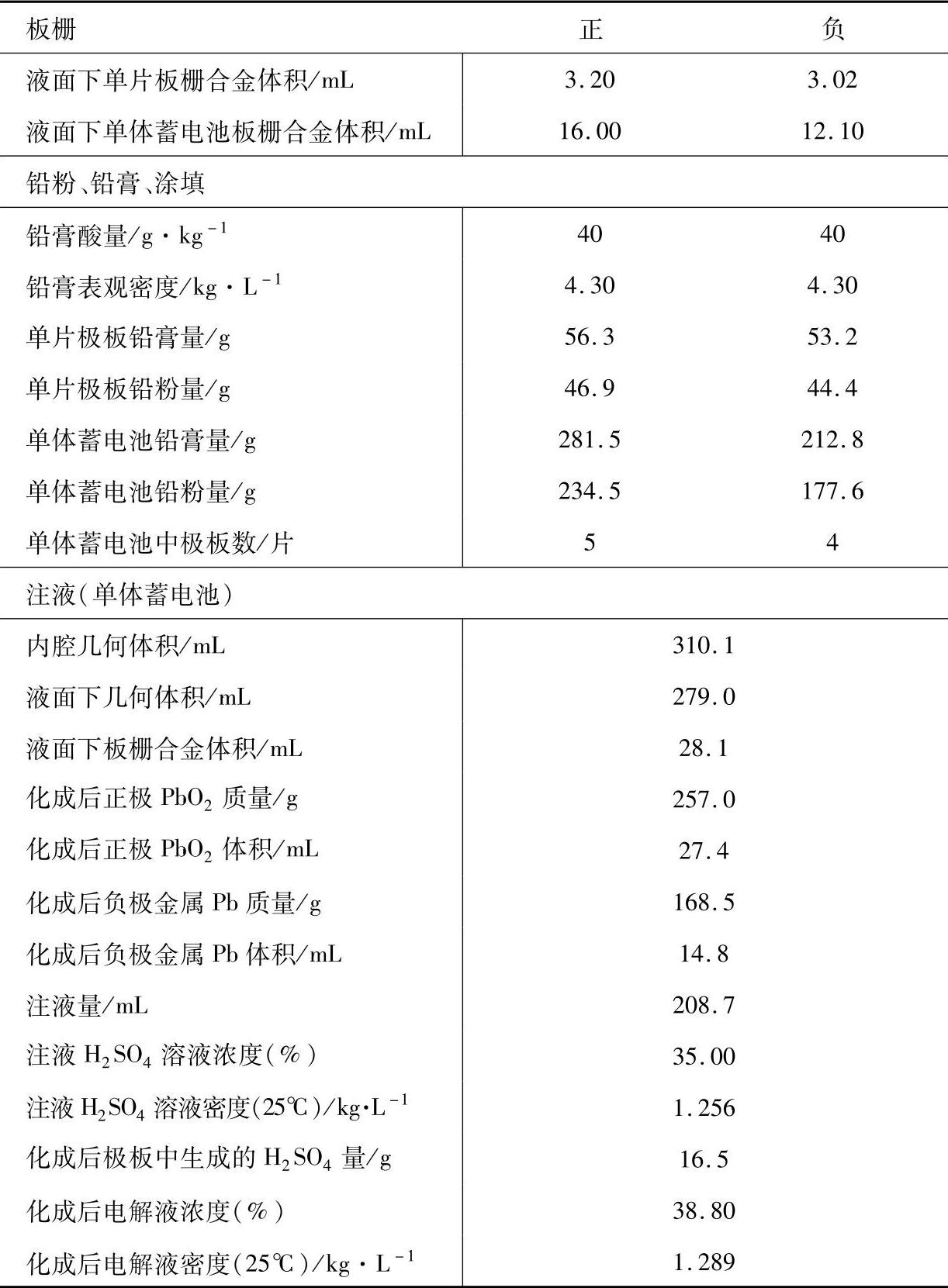
化成过程中的失水可以通过添加补充液来弥补。补充液可采用密度为1.16kg·L-1(25℃)、浓度为23.00%的H2SO4溶液。失水量依赖于化成制度、蓄电池温度以及环境温度。除非是在冬季里无供暖的车间,一般情况下蓄电池应在循环水槽水浴中进行化成。化成制度中充电电流密度越大,失水就越多。生极板内化成过程总要经历几次充电、放电步骤。添加补充液可以在放电步骤进行。这时注液孔处无气体、液体逸出,液面也较低,易于操作。
设计是针对蓄电池的性能要求进行的,是整体的设计计算,而且必须考虑各工序的质量控制和生产管理,既追求性能好,在生产管理和操作上又是可行的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。