



交流电弧由于极性的转移,焊接电流有时为零,有重复引燃的过程。前边是根据一般交流焊条电弧焊过程描绘而成的,它是用稳弧性能好的焊条得到的结果。如果电弧空间气体介质、焊接参数发生变化,再引燃特性也发生变化,将直接影响交流电弧的稳定性。
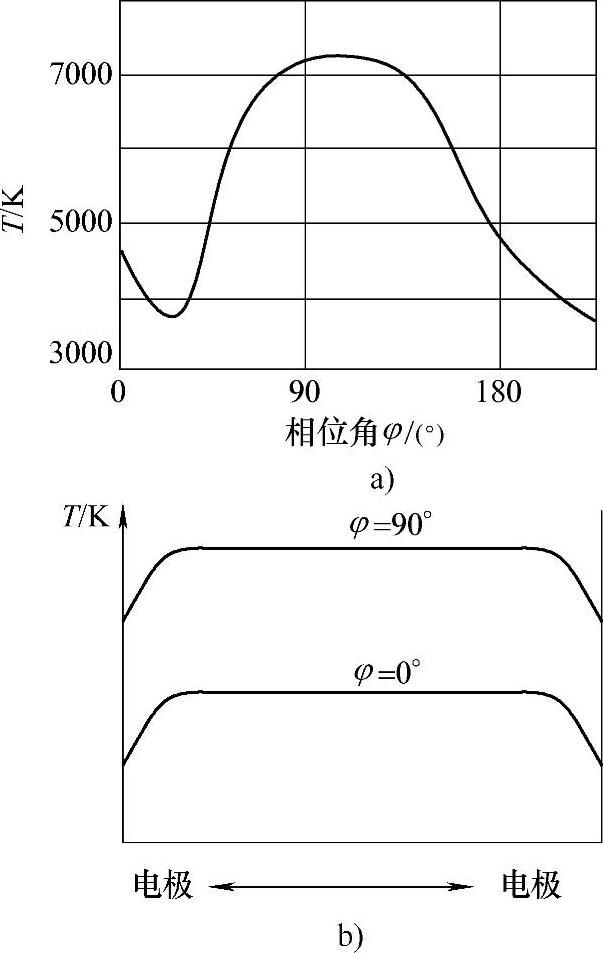
图2-45 交流电弧的相位与弧柱温度分布的关系
a)温度与焊接电流相位的关系 b)温度的轴向分布
1.交流电弧的热惯性及动特性
交流电弧的焊接电流、电弧电压幅值和方向是不断变化的,因此电弧的能量也是不断变化的,当焊接电流为零时,焊接电弧瞬时不产生能量,电弧空间的温度也将下降。由于焊接电弧是一种气体放电过程,电弧空间气体的热量散失及消离要有一个时间过程。因此电弧有一定的热惯性,其温度的变化与电参数的变化是不同步的。特别是当焊接电流频率很高时,这种热惯性更加明显。如碳极电弧,当焊接电流由0°~180°相位角变化时,用光谱法测定电弧弧柱温度的变化如图2-45所示。可以看出:电弧最高与最低温度都与焊接电流的相位有关,但不同步,当焊接电流为最大值和零时,电弧的轴向温度分布如图2-45b所示,焊接电流过零的瞬间沿弧长方向的温度普遍下降。在两极附近由于热传导作用,温度下降更为明显。因此交流焊接电流过零的瞬间要求有一个较高的再引燃电压。图2-46a所示为交流电弧的焊接电流、电弧电压波形。如果把电弧电压和焊接电流用直角坐标表示,画出焊接电流与电弧电压之间的关系,称为交流电弧的动特性曲线,如图2-46b所示。由图2-46b可见,当焊接电流由零向最大值变化过程中,电弧电压按PQR变化,焊接电流由最大值向零值变化时,电弧电压按RST变化,PQR的电弧电压数值大于RST数值,Ur为再引燃电压。因两极都是碳极,所以正负半波焊接电流和电弧电压波形是对称的。交流电弧的这种动特性是由电弧空间气体的热惯性所决定的。每次电弧再引燃时都要求有较高的再引燃电压。一旦电弧引燃,电弧空间被加热,气体大量热电离,使电弧空间气体阻抗下降,焊接电流增加,电弧电压数值下降。焊接电流由零点上升时电弧空间气体加热也有一定的热惯性,在此过程中电弧电压要求有较高的数值。当焊接电流由最高值降低时,由于电弧空间的气体已被加热电离,并具有较高的温度,电弧空间的温度降低也有一定的惯性,所以要求较低的电弧电压,因此形成上述那样的动特性曲线。由上述的分析可以认为,凡是影响电弧空间散热条件、影响电极发射电子能力、影响气体电离的因素,都会影响交流电弧动特性曲线形状,也就直接影响交流电弧焊接过程的稳定性。
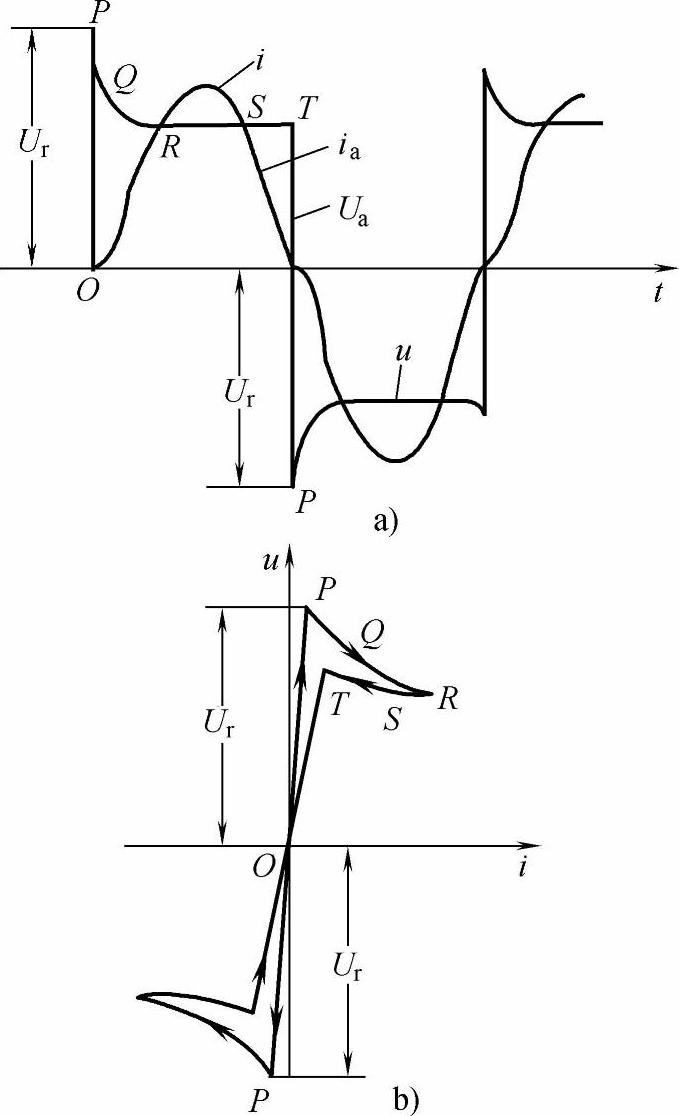
图2-46 交流电弧焊接电流、电弧电压波形及动特性曲线
a)交流焊接电流和电弧电压波形
b)动特性曲线
2.交流电频率对电弧动特性的影响
交流电频率对交流电弧的动特性有明显的影响,在一对热阴极材料(如钨极对钨极)的条件下,3000Hz高频交流电弧焊接电流和电弧电压的关系几乎成比例变化,即随着焊接电流的增加,电弧电压增高,当焊接电流减小时,电弧电压也降低,焊接电流过零再引燃可以不需要那么高的再引燃电压。而在中频或低频的情况下,交流焊接电流过零时还要一定的再引燃电压。如图2-47所示是不同频率交流电弧的动特性曲线。对于正弦波,交流焊接电流频率增高时,要达到同样的焊接电流幅值,高频交流焊接电流过零变化快,由于焊接电弧的热惯性作用,使电弧空间及电极来不及冷却,当极性转换时很容易引燃电弧,造成图2-47c所示的结果。
如果电极中的一极为冷阴极材料铝、铜或铁时,如钨极氩弧焊焊接铝时,不同交流焊接电流频率对电弧的再引燃特性,与一对热阴极的情况有所不同,图2-48是钨极氩弧焊焊铝时,再引燃电压数值与交流焊接电流频率的关系。由图2-48b中可以看出,对60Hz的交流电弧,随着焊接电流的增大,它的再引燃电压数值有所下降,但焊接电流为60A时,它的再引燃电压还维持在较高的数值。而对3000Hz的高频交流电弧,它的再引燃电压数值可以近似看做一个固定的数值,焊铝时当焊接电流达到60A时,它的再引燃电压数值在150V以上。
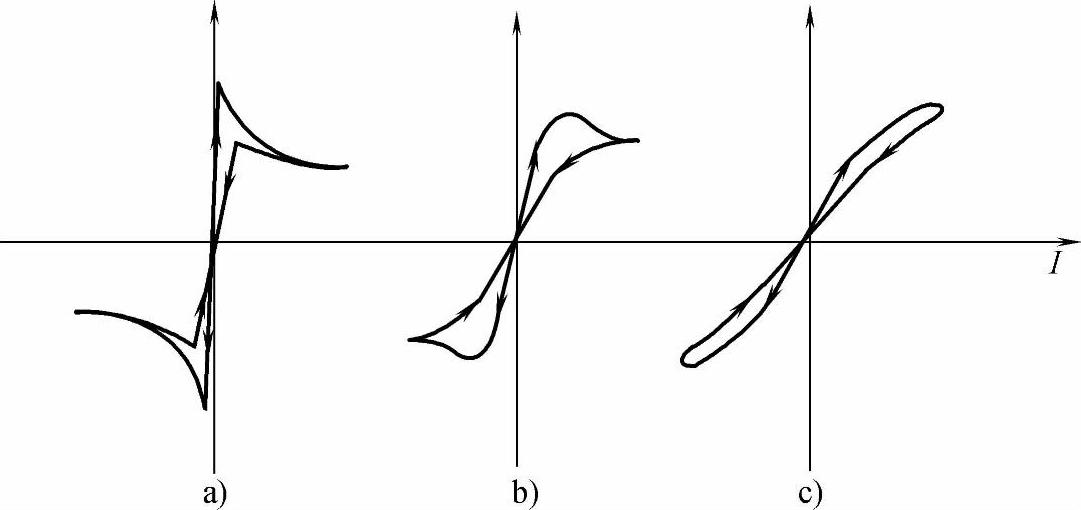
图2-47 不同频率交流电弧的动特性
a)低频 b)中频 c)高频
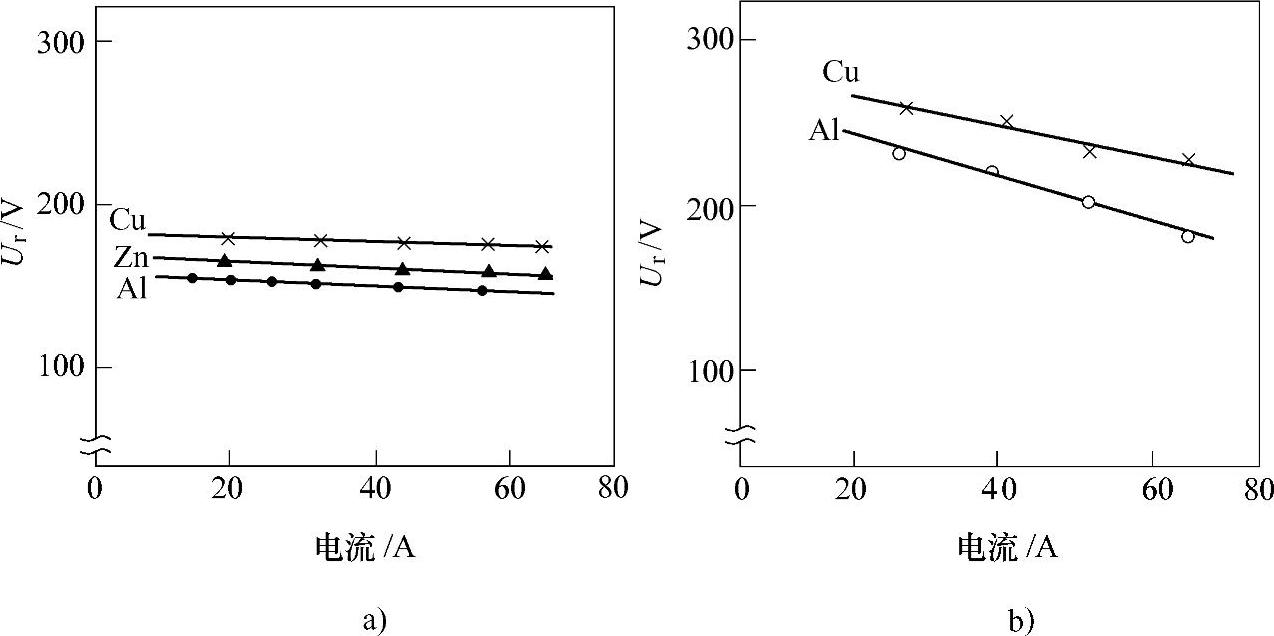
图2-48 铝合金交流钨极氩弧焊时频率与再引弧电压的关系
a)3000Hz b)60Hz(https://www.xing528.com)
从上边给出的结果可以看出,交流电频率对不同电极材料再引燃性能的影响是不一样的,交流电弧的再引燃特性决定于引燃瞬间电弧空间的电离状态,同时也与电极发射电子的能力有关。由于高频作用电弧空间保持一定的温度,当焊接电流为零时由于热惯性作用,还可以保持很高的电离度,如图2-49就给出了不同气体的消离时间。从图中可以看出,电弧空间的电离气体完全中和消离要有一定的时间过程,因此在电弧热惯性的作用下还保持一定的电离度,这是与电极材料无关的。因此不同电极材料在高频交流作用下表现出来的差异,主要是由于电极材料物理性能差别引起的,冷阴极材料在高频电流作用下,尽管电弧空间还保持一定的电离状态,但由于这种材料熔点与沸点很低,使电极不能维持较高的温度,热发射电子能力很差,即使在高频交流作用下,仍需较高的再引燃电压。它的再引燃电压也受焊接电流的影响,即也受电弧的热惯性影响,随着焊接电流的增大,再引燃电压数值下降,但它总是要求较高的再引燃电压。在埋弧焊时,由于焊剂中有一定的稳弧成分,再加上钢的熔点较高,因此它的再引燃电压数值也随交流电频率的增加而下降。
3.焊接电流与电源电压过零速度对再引燃性能的影响
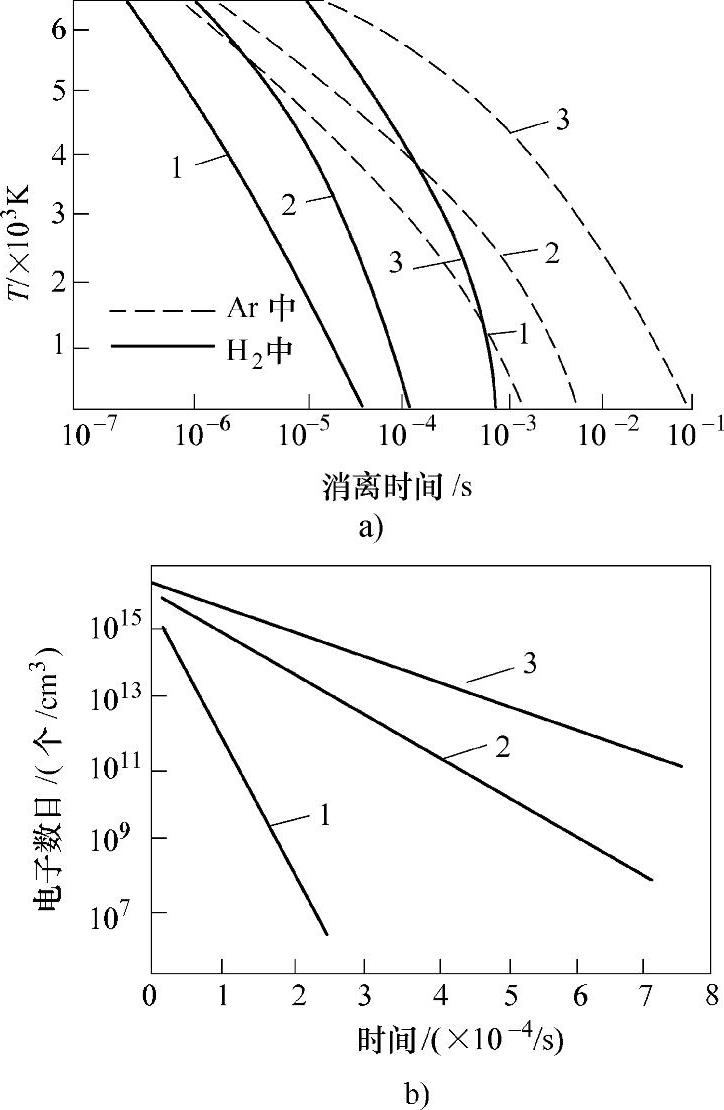
图2-49 不同气体介质的消离时间
a)不同气体的消离时间 b)不同直径弧柱电子数目与熄弧时间的关系
1—1mm 2—2mm 3—3mm
使用不同类型的焊接电源时,电源电压过零速度是不同的。如图2-50所示,选用三种电源,分别为一般正弦波电源、以晶闸管SCR为开关元件的方波交流电源和以IGBT为开关元件的方波交流电源。显然,它们的过零时间不同,正弦波的电源过零时间大于SCR逆变电源和IGBT双逆变电源,其中IGBT双逆变电源的过零时间最短,仅为几十微秒。从图2-50中可以看到两个结果:首先,无论哪种电源都有一个共同的特点,即都随焊接电流的增大,再引燃电压下降,甚至对IGBT双逆变式交流方波电源来说,当焊接电流大于一定值时,即使没有附加的稳弧电压,也可以成功地再引燃电弧而获得稳定的焊接过程。其次,比较三种电源,其电源电压过零时间越短的电源,电弧再引燃电压越低,如图2-50中的IGBT双逆变电源的再引燃电压最低,而正弦波电源却最高。可以看到,这两个试验结果都反映了一个共同的问题:即增加电弧中在焊接电流过零时的电离度有利于再引弧。焊接电流较大,能够提高电弧的电离度,而过零时间较短,却可减少电弧的消离作用。
根据这一思路,如何提高在小电流时的电弧再引燃性能呢?北京工业大学提出了一种新方法,即在铝合金焊件由正极转为负极之前,先向电弧施加一个较大的电流脉冲,这将有利于再引燃电弧。如图2-51所示,在焊件由正极转为负极前在电流波形的后沿加一个电流脉冲,这时焊接电流仅为20A,即使不加电压稳弧脉冲,也可以得到稳定的焊接过程,如图2-52所示。同时施加电源电压脉冲(130V)和电流脉冲(300A),可以在更小的焊接电流(15A)下获得稳定的电弧再引燃过程。
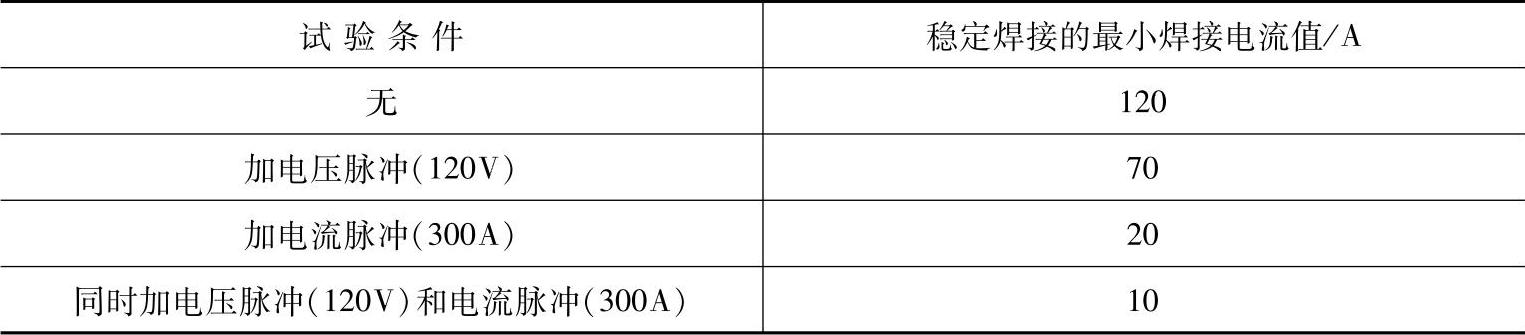
为了更好地说明过零时施加电流脉冲或电压脉冲对再引燃电弧的影响,通过试验得到交流TIG焊焊铝时的试验结果,见表2-12。可以看到,交流TIG焊焊铝时,为了提高再引燃电弧的能力,传统的方法是电源电压过零时,施加脉冲电压。在小电流焊接时,还可以采用施加脉冲电流的方法,其效果很明显。如果同时施加电流脉冲与电压脉冲将会得到更好的再引燃效果。
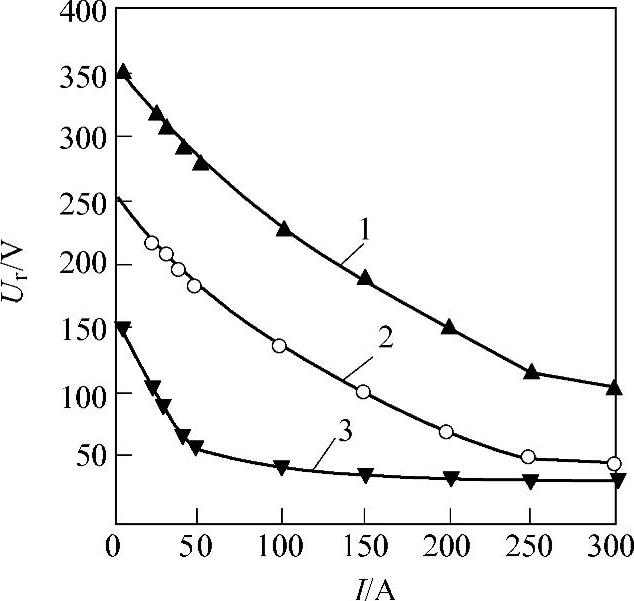
图2-50 焊接电流与电源电压过零速度对再引燃电压的影响
1—一般正弦波电源 2—以SCR为开关元件的方波交流电源 3—以IGBT为开关元件的方波交流电源
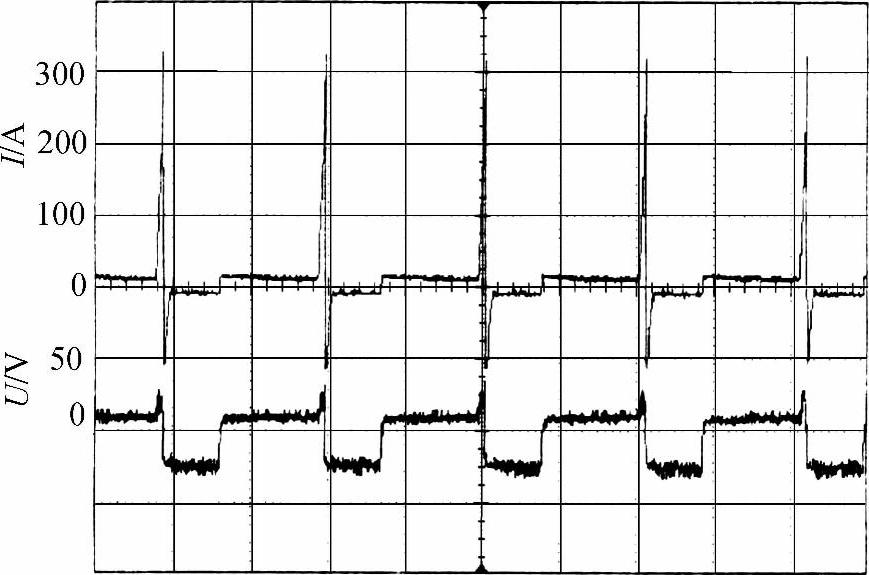
图2-51 单独施加脉冲电流稳弧的焊接电流和电弧电压波形(焊接电流为20A)
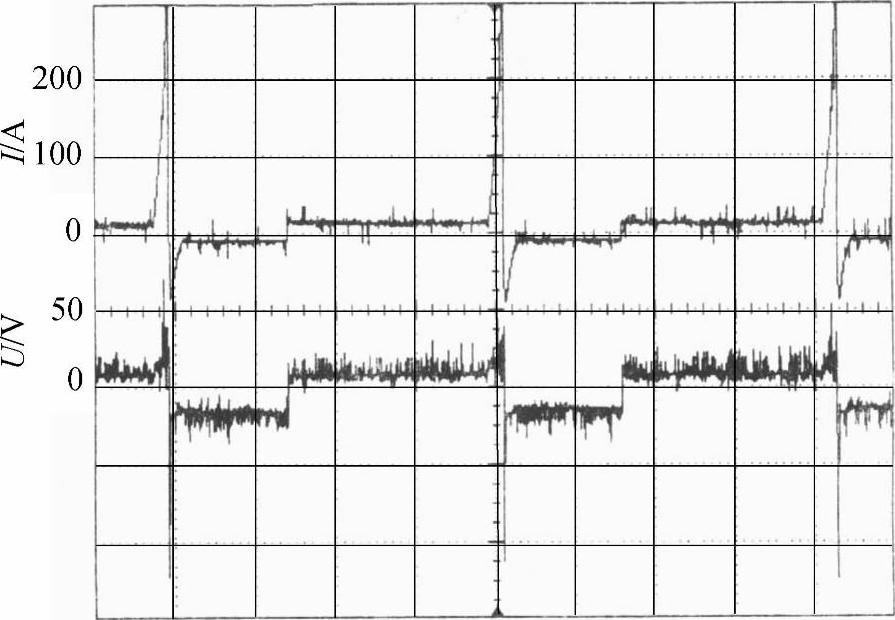
图2-52 电流脉冲与电压脉冲同时施加的焊接电流和电弧电压波形(焊接电流为15A)
表2-12 双逆变式方波交流弧焊机在采用不同稳弧措施时能实现可靠再引燃的最小焊接电流值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。