



1.加工中心的组成结构
虽然加工中心外形结构各异,但从总体来看,主要由以下几大部分组成。
(1)基础部件
基础部件由床身、立柱和工作台等组成,是加工中心的基础结构,主要承受加工中心的静载荷以及在加工时产生的切削负载,必须要有足够的刚度。这些部件一般是铸铁件或是焊接而成的钢结构件,往往是加工中心中体积和重量最大的部件。
(2)主轴部件
主轴部件由主轴箱、主轴电动机、主轴和主轴轴承等零件组成。主轴的启停和变转速等动作均由数控系统控制,并且通过装在主轴上的刀具参与切削运动,是切削加工的主要功率输出部件。
(3)数控系统
加工中心的数控部分是由CNC装置、可编程序控制器、伺服驱动装置以及操作面板等组成。它是执行顺序控制动作和完成加工过程的控制中心。
(4)自动换刀系统
它由刀库、机械手等部件组成。当需要换刀时,数控系统发出指令,由机械手(或通过其他方式)将刀具从刀库内取出并装入主轴孔中。
(5)辅助装置
包括润滑、冷却、排屑、防护、液压、气动和检测系统等部分。这些装置虽然不直接参与切削运动,但对加工中心的加工效率、加工精度和可靠性起着保障作用,因此也是加工中心中不可缺少的部分。
2.加工中心的分类
(1)按照机床形态分类
加工中心可分为卧式、立式、龙门式和万能加工中心等几类。
1)卧式加工中心 指主轴轴线为水平状态设置的加工中心,通常都带有可进行分度回转运动的分度工作台。卧式加工中心一般具有3~5个运动坐标,常见的是三个直线运动坐标(沿X、Y、Z轴方向)加一个回转运动坐标(回转工作台)。卧式加工中心能够使工件在一次装夹后,完成除安装面和顶面以外的其余四个面的加工,最适合箱体类工件的加工。
卧式加工中心有多种形式,如固定立柱式或固定工作台式。固定立柱式的卧式加工中心的立柱固定不动,主轴箱沿立柱做上下运动,而工作台可在水平面内做前后、左右两个方向的移动;固定工作台式的卧式加工中心,其安装工件的工作台是固定不动的(不做直线运动),沿坐标轴三个方向的直线运动由主轴箱和立柱的移动来实现。
卧式加工中心的结构复杂、占地面积大、重量大、价格也较高。
2)立式加工中心 指主轴轴线为垂直状态设置的加工中心。其结构形式一般为固定立柱式,工作台为长方形无分度回转功能,适合加工盘类零件。它具有三个直线运动坐标,并可在工作台上安装一个水平轴的数控转台,用以加工螺旋线类零件。
立式加工中心的结构简单、点地面积小、价格低。
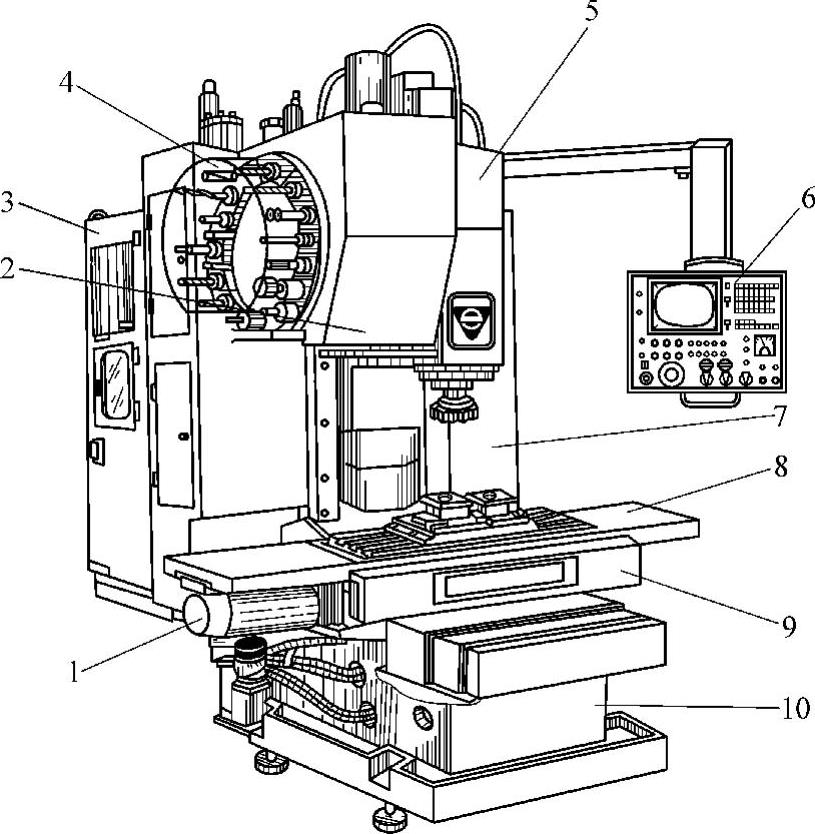
图2-58 JCS-018A型立式加工中心
1—进给伺服电动机 2—换刀机械手 3—数控柜 4—刀库 5—主轴箱 6—操作面板 7—驱动电源柜 8—工作台装置 9—滑枕 10—床身
如图2-58所示为JCS-018A型立式加工中心。它是一台具有自动换刀装置的小型数控立式镗铣床,适合于小型板类、盘类、壳体类、模具等零件的多品种小批量加工,选用FANUC-BESK 6ME数控系统为其控制系统。
图2-58中,床身10顶面的横向导轨支承着滑枕9,滑枕沿床身导轨的运动为Y轴。工作台8沿滑座导轨的纵向运动为X轴。5是主轴箱,主轴箱沿立柱导轨的上下移动为Z轴。1为X轴的直流伺服电动机。2是换刀机械手,它位于主轴和刀库之间。4是盘式刀库,能储存16把刀具。3是数控柜,7是驱动电源柜,它们分别位于机床立柱的左右两侧。(https://www.xing528.com)
机床的控制柜、数控柜、润滑装置都安装在立柱和床身上,减少了占地面积,同时也简化了搬运和安装。机床的操作面板6集中安置在机床的右前方,操作方便。
该机床的主要技术参数如下:
工作台外形尺寸(工作面):1200(1000)mm×450(320)mm;
工作台T形槽宽×槽数:18mm×3;
工作台左右行程(X轴):750mm;
工作台前后行程(Y轴):400mm。
3)龙门式加工中心 龙门式加工中心形状与龙门铣床相似,主轴多为垂直设置,带有自动换刀装置,带有可更换的主轴头附件。数控装置的软件功能也较齐全,能够一机多用,尤其适用于大型或形状复杂的工件,如航天工业及大型汽轮机上的某些零件的加工。
4)万能加工中心 有些加工中心具有立式和卧式加工中心的功能,工件一次装夹后,能完成除安装面外的所有侧面和顶面等五个面的加工,也叫五面加工中心。常见的五面加工中心有两种形式,一种是主轴可以旋转90°,既可以像立式加工中心那样工作,也可以像卧式加工中心那样工作;另一种是主轴不改变方向,而工作台可以带着工件旋转90°,完成对工件五个表面的加工。
这种加工方式可以使工件的形位误差降到最低,省去了二次装夹的工装,从而提高生产率,降低加工成本。但是由于五面加工中心存在着结构复杂、造价高、占地面积大等缺点,所以它的使用和生产在数量上远不如其他类型的加工中心。
(2)按换刀形式分
带刀库、机械手换刀加工中心:换旧刀和装新刀能够同时进行,节省换刀时间。机械手换刀通常由抓刀、拔刀、回转、插刀、返回等过程完成。
无机械手换刀加工中心:如图2-59和图2-60所示,这种换刀方式是通过刀库和机床主轴的相对运动实现刀具的交换。换刀时,首先将用过的刀具送回刀库,然后再从刀库中取出新刀具,这两个过程不可能同时进行,换刀时间较长。
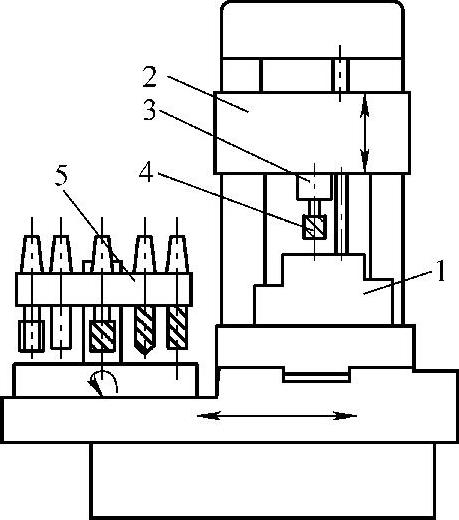
图2-59 无机械手换刀
1—工件 2—主轴箱 3—主轴 4—刀具 5—刀库
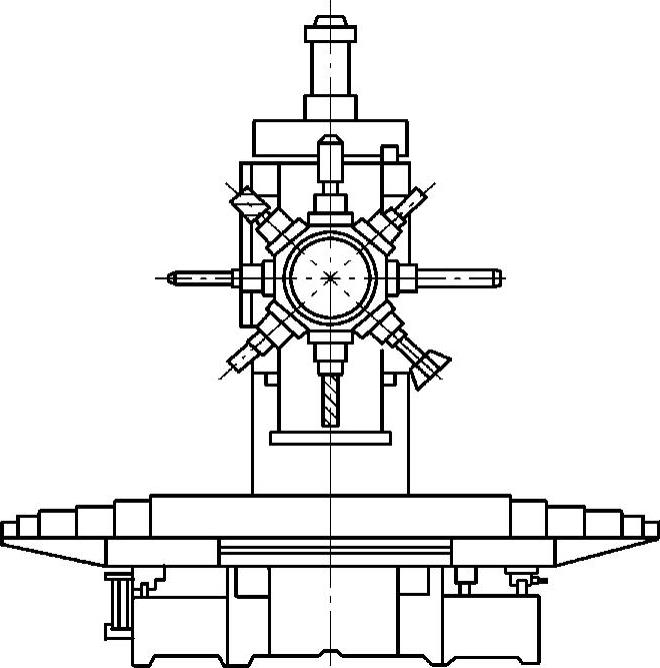
图2-60 更换主轴换刀
转塔刀库加工中心:通常在转塔的各个主轴头上,预先安装有各工序所需的旋转刀具,当发出换刀指令时,各主轴头依次转到加工位置,并接通主运动,使相应的主轴带动刀具旋转,而其他处于不加工位置的主轴都与主运动脱开。
(3)按其他方式分类
按其加工工序分,加工中心可分为镗铣加工中心、钻削加工中心和复合加工中心三大类;按控制轴数分,加工中心可分为三轴、四轴和五轴加工中心。
①镗铣加工中心。一般有立式、卧式镗铣加工中心和龙门式加工中心等种类,以镗铣为主,适用于加工箱体、壳体以及各种复杂零件的特殊曲线和曲面轮廓的多工序加工,多用于多品种、小批量的生产方式。
②钻削加工中心。它以钻削为主,刀库形式以转塔头形式为主,适用于中小零件的钻孔、扩孔、铰孔、攻螺纹及连续轮廓铣削等多工序加工。
③复合加工中心。它主要指五轴复合加工,可自动回转主轴头,进行立卧加工。在主轴自动回转后,在水平和垂直面实现刀具自动交换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。