



热流道注射成型技术虽然在欧美等发达国家有几十年的发展应用历史,但传统的冷流道注射成型模具至今仍占有很大的比例。对于模具用户及塑料制品生产商来说,应根据塑料制品的具体要求,合理选择冷流道或热流道注射成型工艺,以取得最佳的效果。
制品注射成型工艺的选择需要考虑两方面的因素:一是经济成本,二是技术要求。
1.工艺选择时经济方面的考虑
由于热流道注射成型技术要求高,热流道系统和配件价格贵,模具的设计与制造周期要比冷流道模具长,涉及环节较多,所以热流道模具成本要高很多。热流道注射成型在经济上的优越性主要体现在节省原材料、注射成型周期短,塑料制品生产自动化程度高等方面。
(1)生产批量因素 如果塑料制品生产批量要求很大(达数百万件以上),且生产率要求高,使用热流道成型就非常有优越性。通常影响注射成型周期最重要的一个因素就是塑料制品的冷却时间,使用冷流道成型时,因流道系统的横截面尺寸比较大,其冷却时间较长,常会导致整个注射成型周期加长;而热流道成型不存在对浇道的冷却问题,所以注射成型周期可显著缩短;另外,冷流道成型中的流道修剪、回收废料等也会带来浪费。对于塑料原料价格昂贵,制品产量要求大且不允许用回收料加工的情况,热流道成型应该是首选方案。
当塑料制品生产批量小时,模具成本在塑料制品价格中所占的比例就较高,此时选用冷流道成型在经济上就比较有优势,且模具交货期短,使用维护都相对简单。对于要求短、平、快的注射成型项目时,从经济上考虑不宜选用热流道成型工艺,而应考虑使用冷流道注射成型工艺。有时为了进行生产方案的研究、论证以及检测塑料制品的使用特性等,可先制造较为经济的冷流道模具进行小批量生产,再根据需要购置热流道系统,将原来的冷流道模具转变成热流道模具。
(2)资金投入与能耗增加 对于刚开始使用热流道成型技术的公司,初始投资费用比较大。除购买热流道系统外,对员工的技术培训费及热流道模具的用电量也大幅度增加等,这些费用都是重要的经济成本因素。
(3)使用维护费用增加 与冷流道模具相比,热流道模具更容易出现各种生产故障,热流道模具的使用与维护比较复杂,费用高。热流道元器件在高温高压和动态负荷下工作,导致其失效的因素较多;多数热流道元器件也是易损件,需定期更换;许多热流道模具的故障问题,还常常需要热流道供应商派出技术服务人员来协助解决,这都会增加额外的热流道模具使用成本。同时塑料注射加工的经济效益主要是靠不停顿地大量生产来保障,一旦有停产故障,经济损失就很大。因此采用注射加工成本核算来决定是否采用热流道成型工艺时,必须考虑热流道模具停产故障能否顺利解决这个因素。
由此可见,是否采用热流道成型的经济成本因素很多,除上述因素外,有时还要考虑订单大小及其连续性、发展前景、原材料价格变化、竞争对手、市场走向、资金的结算方法、付款方式和偿付保证等因素。对于大批量生产、塑料原料价格高及技术水平高的公司应考虑使用热流道成型;反之,生产批量小、用户技术经验不够丰富,产品质量要求一般的情况,使用传统的冷流道成型则比较经济。
2.工艺选择时技术方面的考虑
塑料制品生产过程中的经济效益是最重要的目标,但同时在技术方面的考虑也非常重要。因为许多新型注射成型工艺,用传统的冷流道成型技术在技术上是难以实现的,此时虽然采用热流道成型成本会比较高,但从技术上来讲是唯一的选择。同时,热流道成型技术的应用,使模具设计更加灵活多样,原有冷流道成型无法实现的方案,现在都能实现。
从技术角度出发,热流道成型工艺的选择应考虑以下几个方面:
(1)生产数据 它包括生产类型和范围、生产体积(流道和制品)、塑料品种、着色料变更频率等。
对于大批量生产,要求自动化生产程度高,热流道系统的可靠性和稳定性也要高,且应用范围越广,要求系统的适应性越好,技术要求会进一步提高。生产体积指一次注射的塑料量大小,注射量越大,熔体温度均匀性不易保证,熔体在流道和机筒中的停留时间会增加,容易过热分解。生产涉及的塑料品种越多,热流道系统所使用的种类会越多,各种技术要求也会增加。着色料变更频率则对热流道系统的选择尤为重要,若选择不当换料时间和浪费会增加。
(2)质量要求 质量要求包括制品的用途、公差、表观质量和检验标准等方面。当制品用途对其性能、使用环境和安全性等要求较高时,制品质量要求就会提高。公差和表观质量要求高时,则生产工艺稳定性和模具精度等都应提高。由于各个企业或国家执行的检验标准不同,对制品的要求也就不同。
(3)企业能力 企业能力是指企业所拥有的注射机类型和性能、设备的自动化程度、CAD/CAM的应用程度、企业发展过程的协调性、员工熟练程度(设计、制造、服务、维修)、工作系统和编制、履约的有效性、管理系统的有效性等方面。企业的生产能力和技术水平越高,使用先进成型工艺和技术的条件就越好。
(4)其他因素 工艺选择时应考虑的其他因素包括供应商的技术知识水平、后援支持(模流平衡仿真、模具设计等)、备用零件的利用率、交付日期和方法、价格清单的有效性、合作经历(长期或初次合作)、合作领域、礼仪关系(交往密切程度、供求关系等)。这些因素对选择热流道系统的供应商十分重要,应充分加以考虑。(https://www.xing528.com)
3.原材料与热流道系统的关系
热流道成型对塑料原料有一定的要求,理想的热流道成型塑料原料应具备如下特性:
1)塑料原料对温度不敏感,即塑料的熔融温度范围宽,粘度随成型加工温度的变化小,在较低的温度下具有良好的流动性,在较高温度下有优良的热稳定性。
2)塑料原料对压力敏感,即塑料在不加压力下不流动(无流延现象),但稍加压力即可流动。流动性好的塑料可用锁闭型喷嘴。
3)塑料原料具有较高的热变形温度,且在较高温度时能快速冷凝,以减小推出变形,缩短成型周期。
4)塑料原料的比热容要小。这类塑料既容易熔融又容易凝固。
5)塑料原料导热性好,可使制品在模具中快速冷凝。
通常用于注射成型的塑料原料很难同时满足上述各项性能要求。因此,在选用热流道系统时,应针对塑料原料的特性正确选择热流道系统的类型、热流道板的加热方式、浇注系统的布局和长度、二级喷嘴的结构和尺寸等。这些因素对热流道注射成型有直接的影响,在热流道注射模设计时应重点考虑。
塑料原料对热流道系统的影响表现在以下几个方面:
1)塑料的热性能和流变性能是影响热流道系统最重要的因素。对于塑料合金的加工性能取决于每种原料的搭配比例,配比不同,其热性能和流变性能也不同。
2)塑料原料的化学结构、分子结构与形态、相对分子质量和弹性等影响着塑料的加工性能。线型或支链型塑料分子结构的长度可用相对平均分子质量Mr表示,Mr值越大,聚合物的力学性能越好,但粘度也较高。粘度不同决定了不同的加工方法,例如PE的相对分子质量在5万~30万时,粘度较低,可使用注射、挤出方法成型,当相对分子质量在500万以上时会有高的粘度,只能用模压法加工。
3)添加剂会限制或改变加工温度的范围。热塑性塑料有结晶型与非结晶型之分,二者在热流道注射模的设计上有着本质的区别,因为结晶型塑料的加工温度范围比非结晶型要窄许多,如图3-4所示。
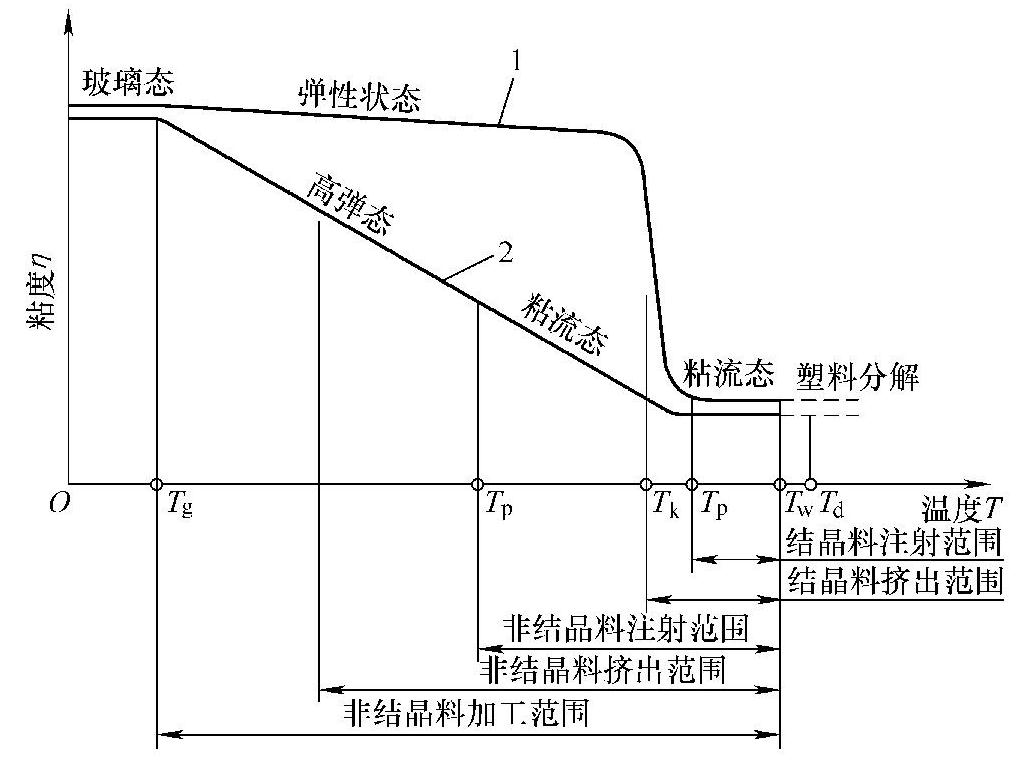
图3-4 热塑性塑料的加工温度范围
1—结晶型塑料 2—非结晶型塑料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。