



表6.5-22~表6.5-24所列为马氏体不锈钢和耐热钢的牌号、化学成分、物理性能和力学性能。
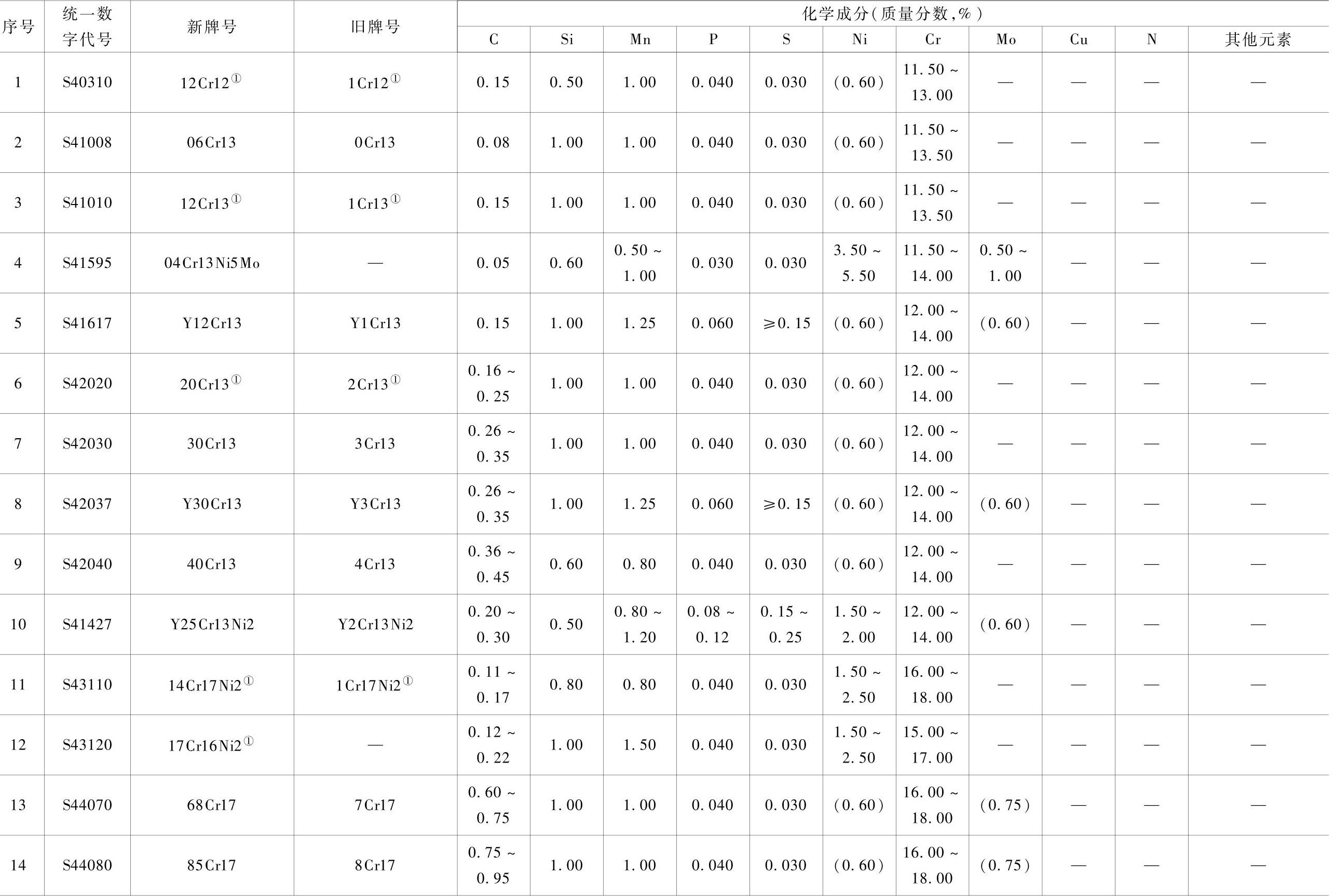
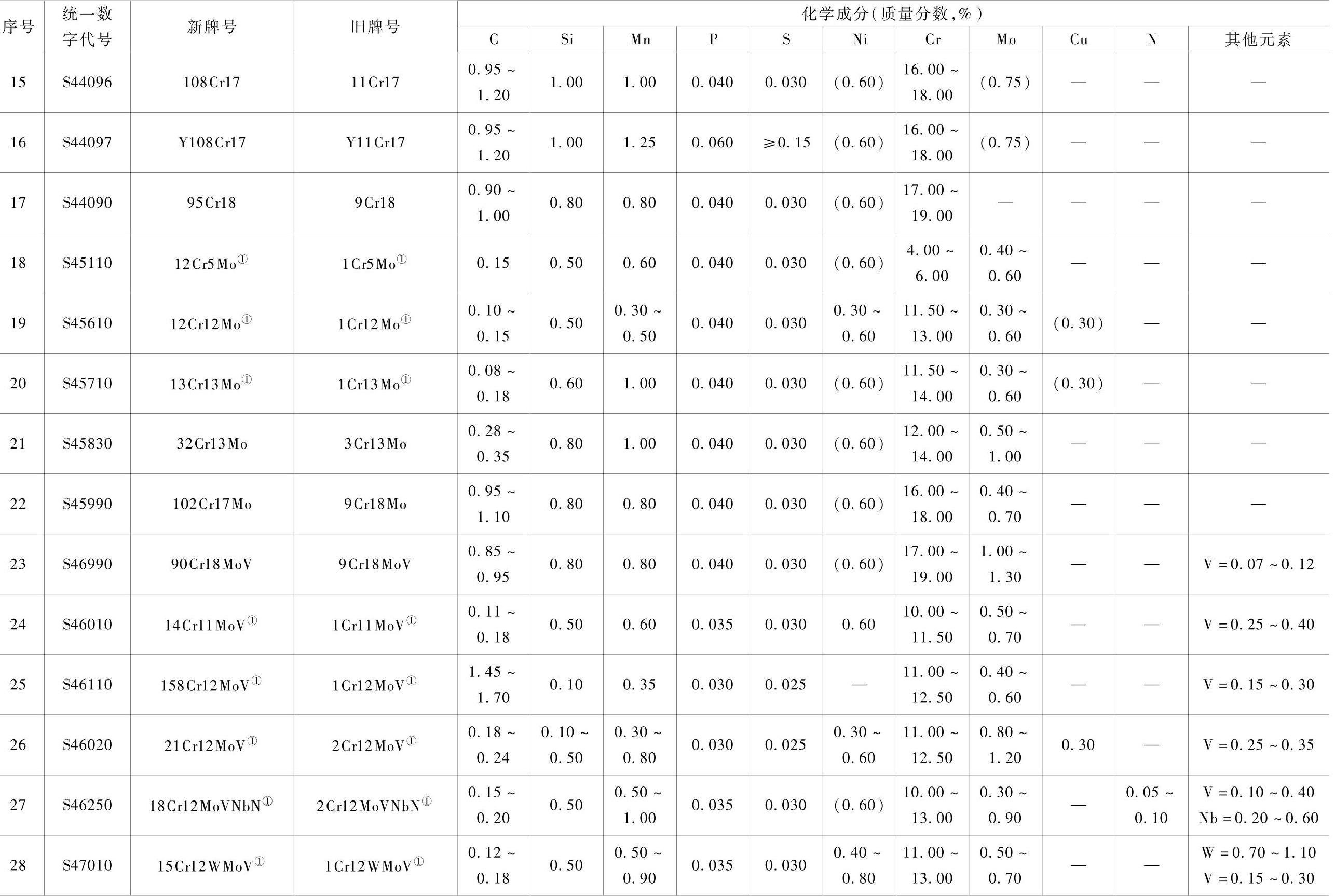
表6.5-22 马氏体不锈钢和耐热钢的牌号及化学成分(GB/T 20878—2007)
(续)
(续)
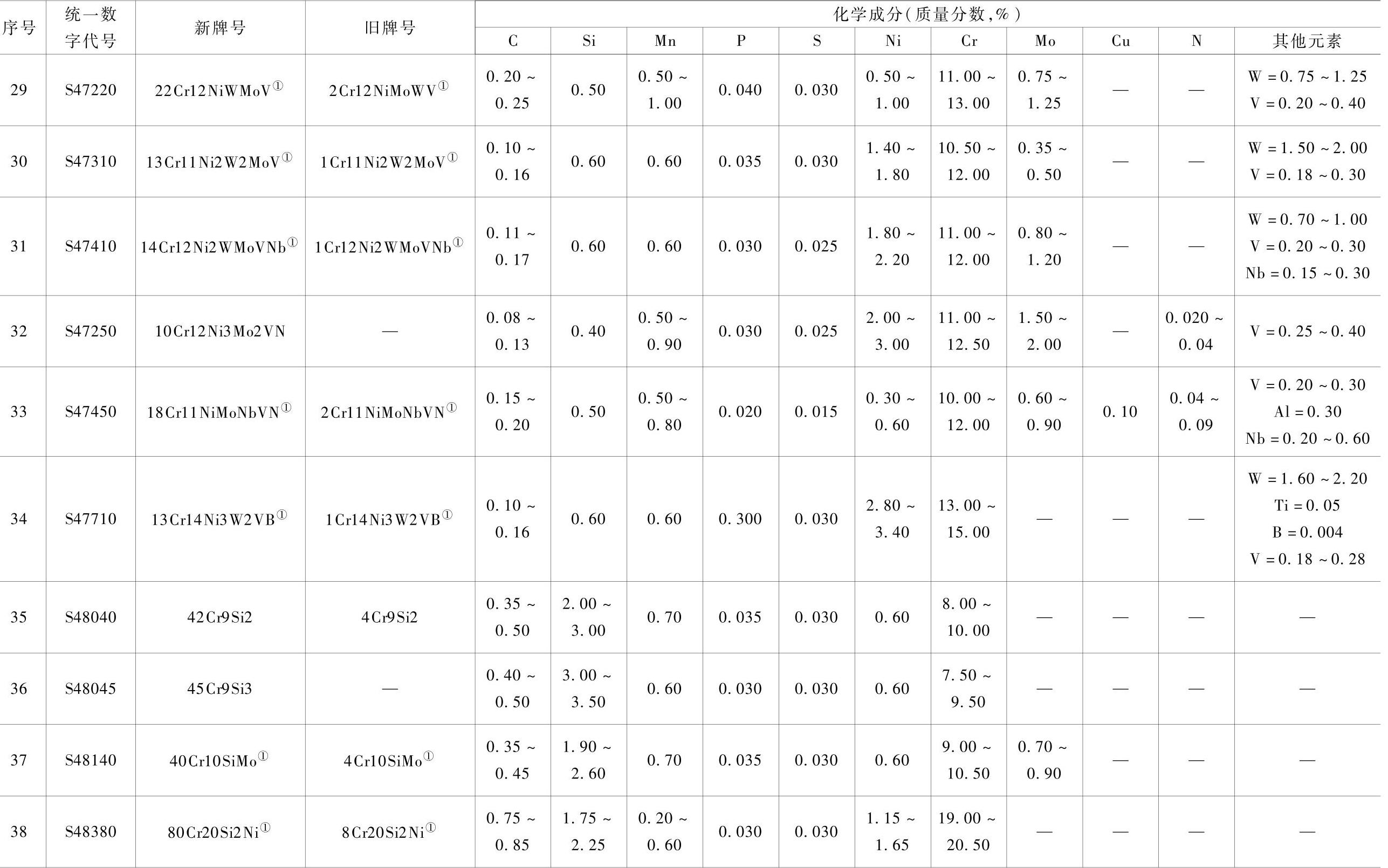
注:表巾所列成分除标明范围或最小值外,其余均为最大值。括号内的值为允许添加的最大值。
①耐热钢或可作耐热钢使用。
表6.5-23 马氏体不锈钢的物理性能参数(GB/T 20878—2007)
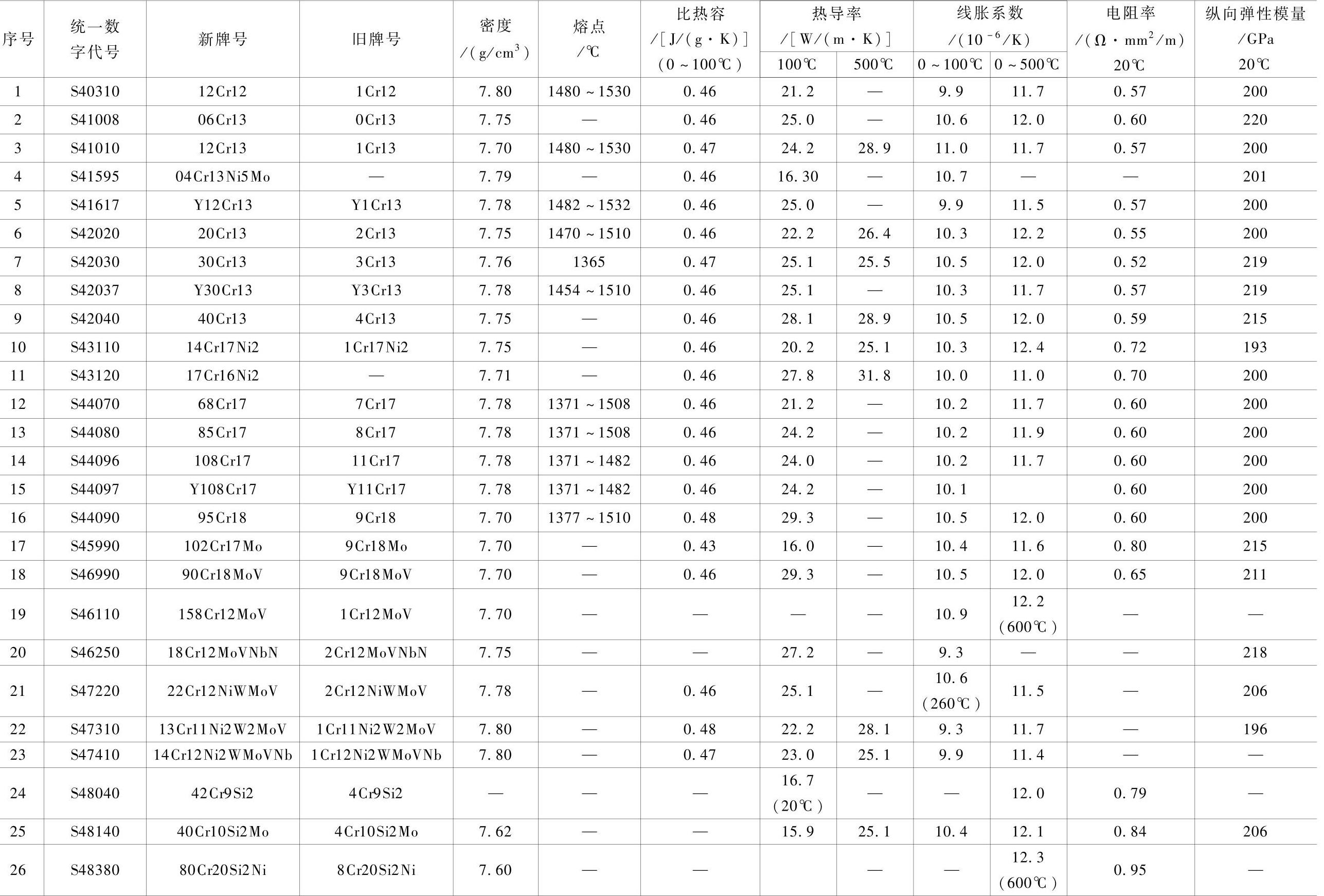
表6.5-24 马氏体不锈钢的力学性能示例(经淬火-回火处理)
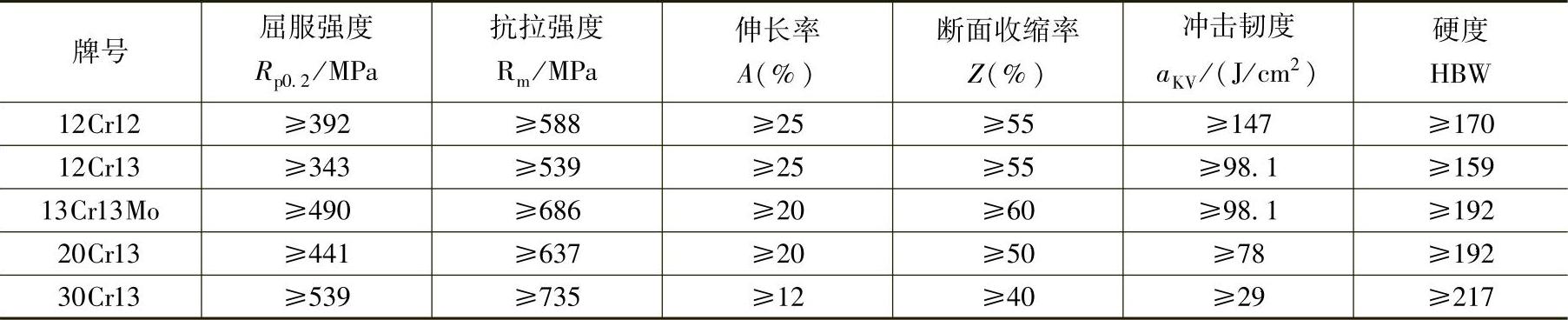
注:表中数据仅适用于直径、边长、内切圆直径或厚度小于或等于75mm的钢棒。
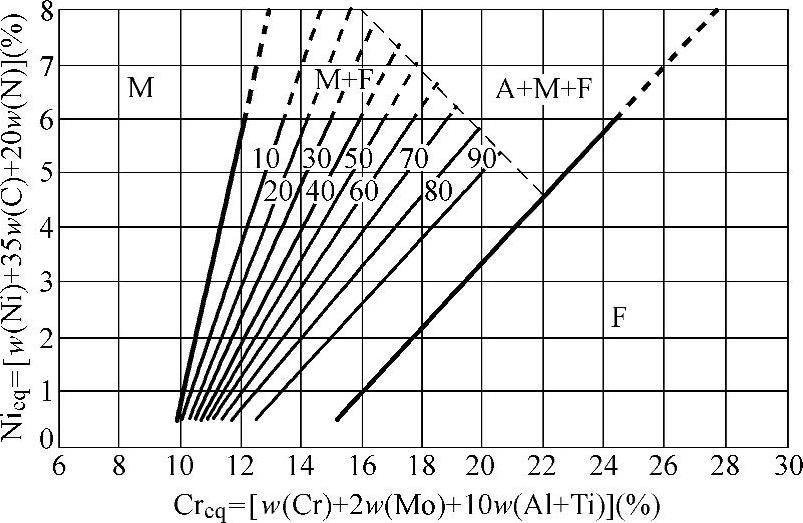
图6.5-26所示为马氏体钢硬度与淬火温度的关系,图6.5-27为铁素体和马氏体不锈钢的焊缝组织图,图6.5-28所示为马氏体钢钨极氩弧焊(GTAW)后的硬度,表6.5-25所列为马氏体不锈钢电弧焊方法及其适用性。
表6.5-26~表6.5-30、图6.5-29和图6.5-30所示为马氏体不锈钢常用的焊接材料、焊接和热处理工艺及接头力学性能。马氏体不锈钢用焊条的化学成分见第4章表4.1-14。

图6.5-26 各类马氏体钢的硬度与淬火温度的关系
1—12Cr13 2—20Cr13 3—00Cr13Ni7Si3
 (https://www.xing528.com)
(https://www.xing528.com)
图6.5-27 铁素体和马氏体不锈钢的焊缝组织图
适用成分范围(质量分数,%):Cr=11~30,Ni=0.1~3,
Si=0.3~1,Mn=0.3~1.8,Al=0~0.3,C=0.07~0.2,Mo=0~0.2,Ti=0~0.5,N=0~0.25
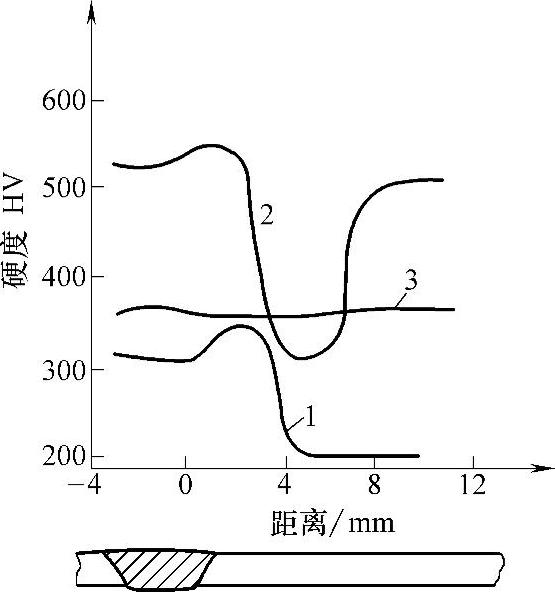
图6.5-28 马氏体钢钨极氩弧焊(GTAW)后的硬度
1—12Cr13 2—20Cr13 3—00Cr13Ni7Si3
(非标准牌号)
表6.5-25 马氏体不锈钢电弧焊方法及其适用性
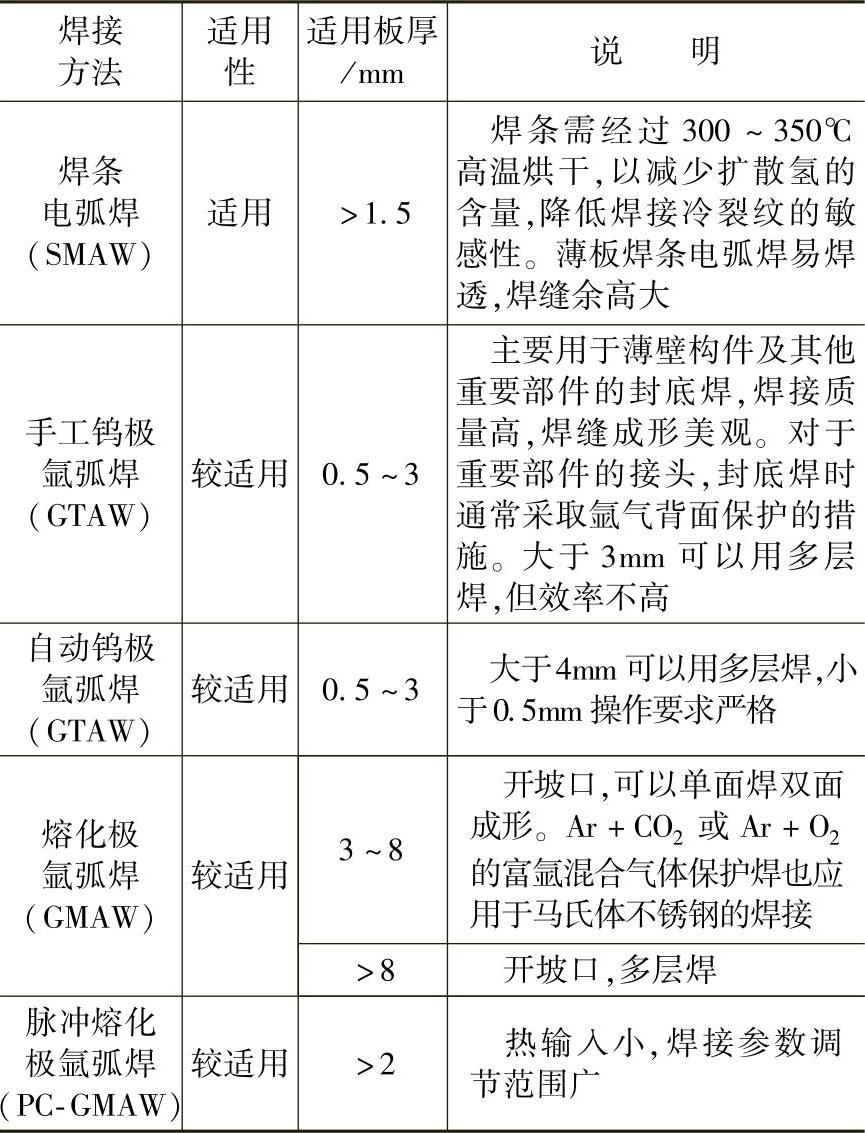
表6.5-26 马氏体不锈钢常用的焊接材料
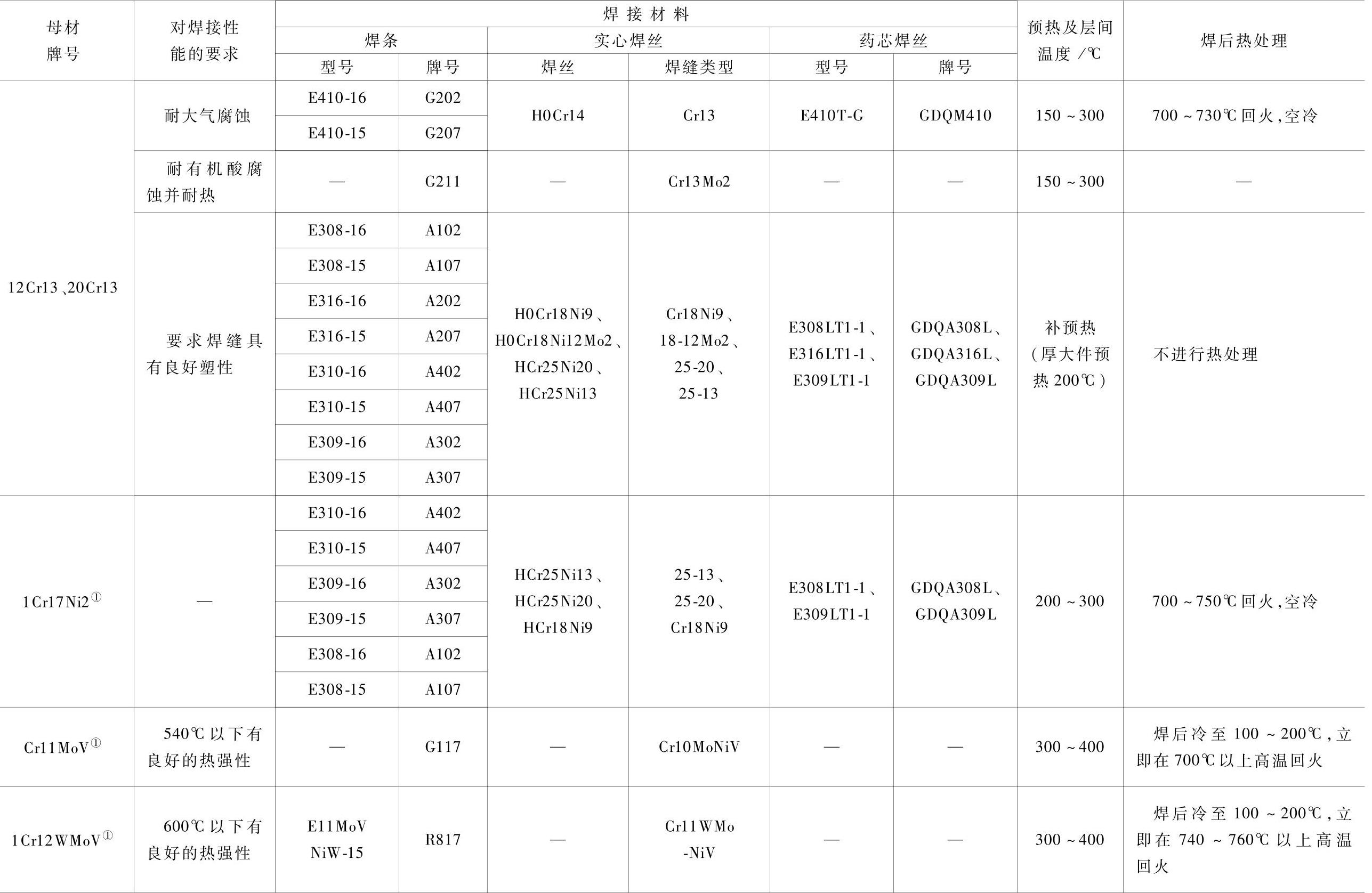
①为旧牌号,在GB/T 20878—2007中没有对应的新牌号。
马氏体不锈钢焊接工艺要点:①为了保证接头的使用性能要求,焊缝成分应与母材同成分。为了防止冷裂纹,也可采用奥氏体不锈钢作为填充金属,此时焊缝强度不可能与母材匹配。②正确选择焊接参数,保证全部焊透,如采用钨极氩弧焊进行打底焊,可以避免产生根部裂纹。注意填满弧坑,防止出现弧坑裂纹。③避免强制装配和采用刚性过大的焊接接头设计。④严格控制层间温度,以防止在熔敷后续焊道前发生冷裂纹。
表6.5-27 马氏体不锈钢焊条电弧焊的焊接参数
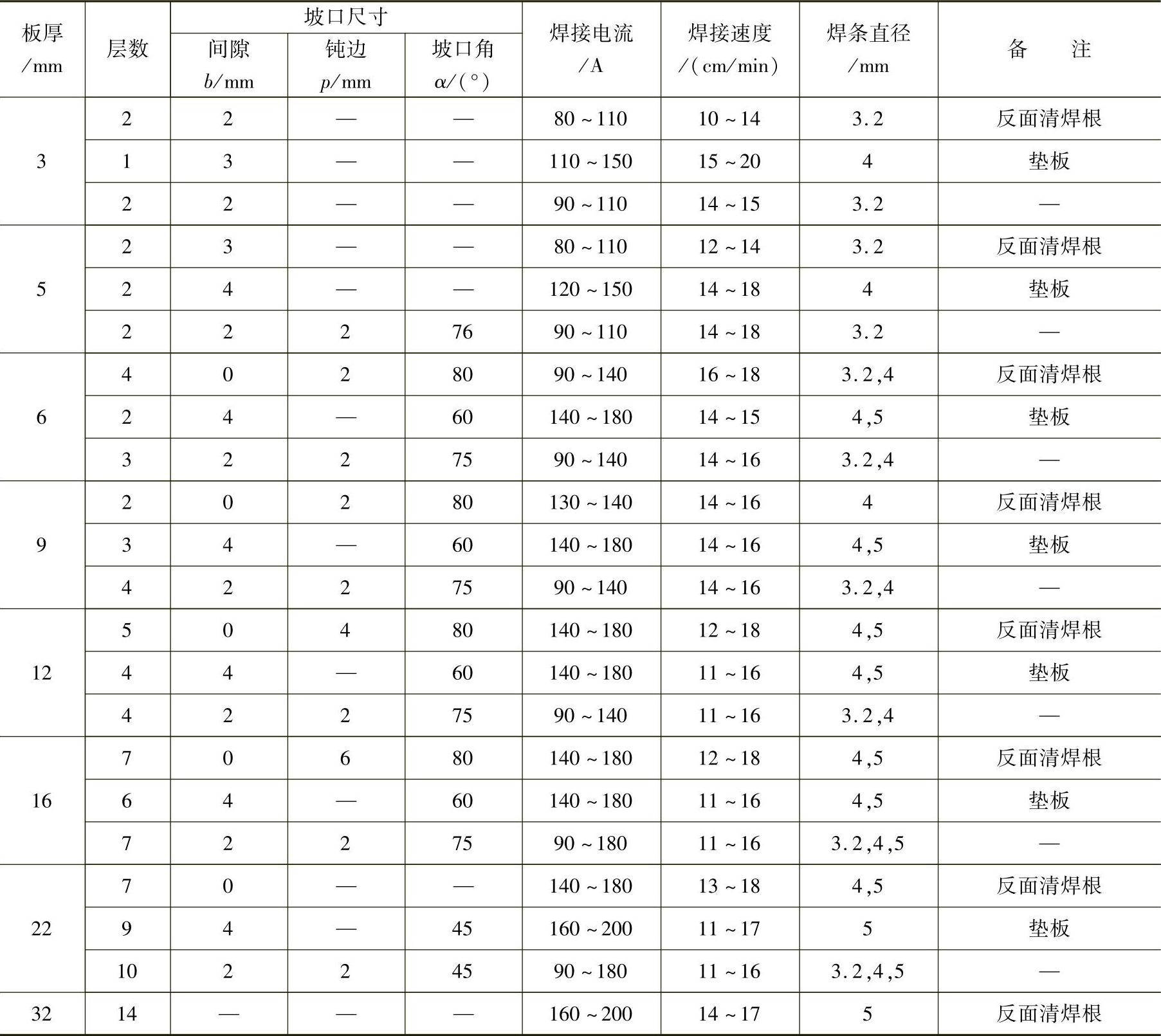
表6.5-28 0Cr13Ni5Mo(非标准牌号)马氏体不锈钢同质焊缝金属的力学性能
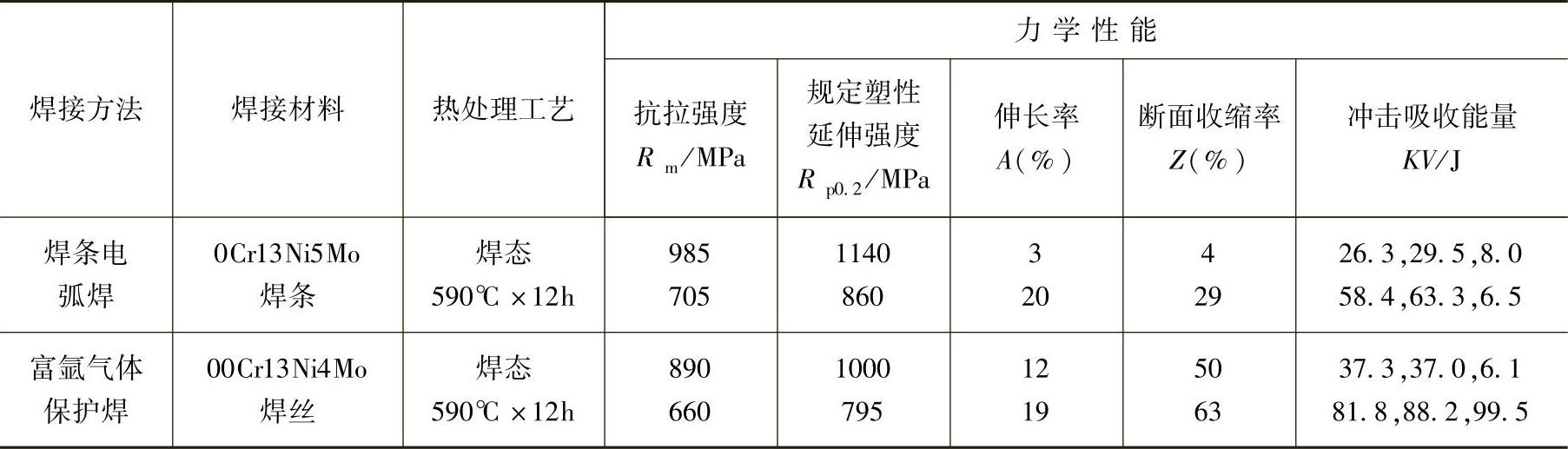
表6.5-29 马氏体不锈钢焊前预热、焊接热输入及焊后热处理要求

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。