



1.落料模
如图4-36所示:
(1)工件工艺分析 从冲件图不难看出,冲件形状简单,总体尺寸不大、长度是宽度的两倍,中间没有孔,用于成形的模具应是落料模,冲件材料是1mm厚的10钢,适合冲裁成形。
(2)排样 由于是首次从坯料上分离出冲件,必须进行排样。根据冲件的形状和尺寸的特点,采用一模两件背靠背的排样方式,由于冲件尺寸为自由尺寸,精度要求不高,选择无废料排样。为保证冲件质量稳定,对条料宽度尺寸规定了高于冲件精度的尺寸公差。由于采用单孔冲切,没有必要进行压力中心计算,只需将孔安排在模具中心即可,冲压力也不大,超不过100kN。这也是一般企业都会有的冲压设备。
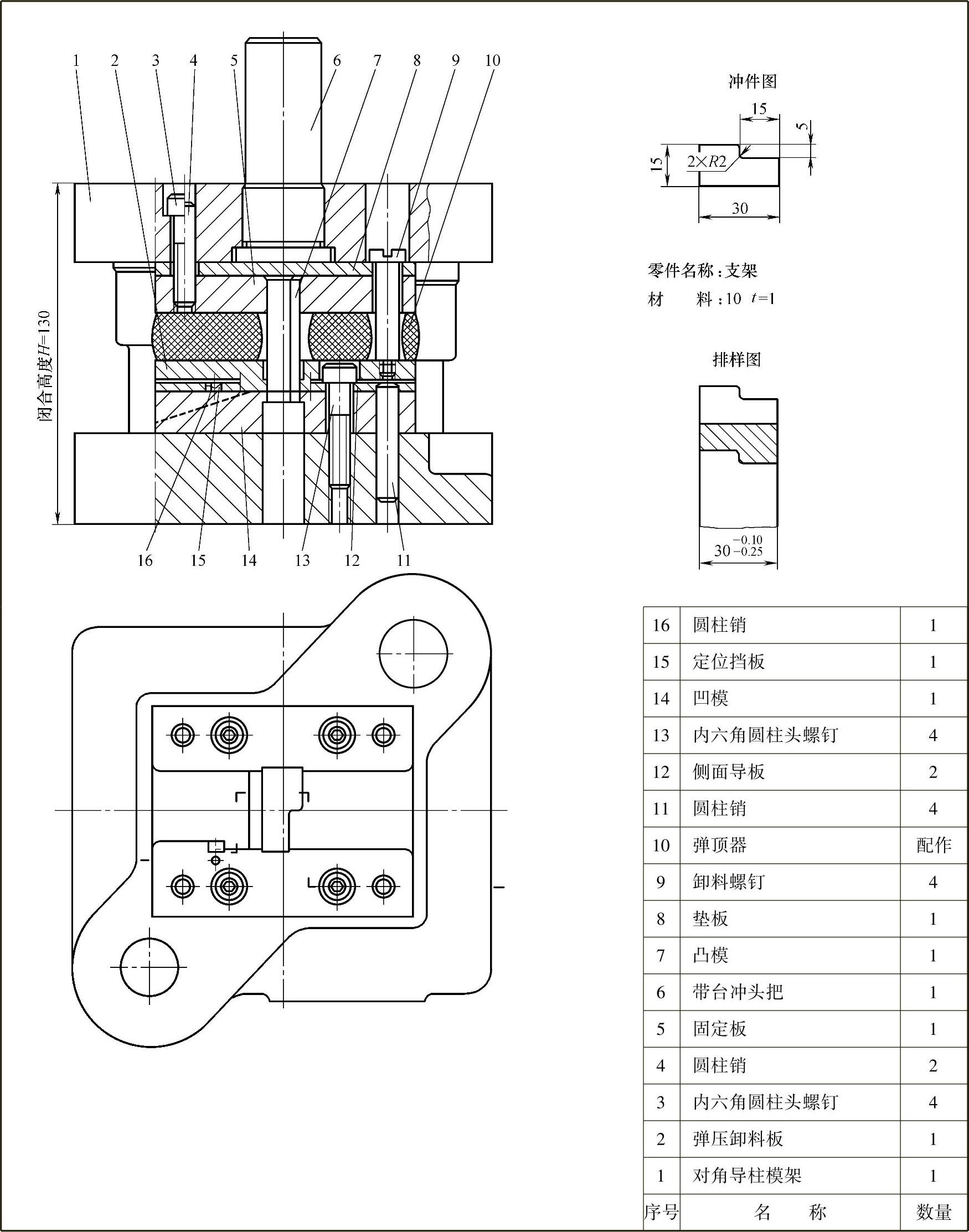
图4-36 落料模
(3)模具结构选择
1)送料方向。纵、横两个方向都可以。采用横向便于收集切断滑出的冲件,条料搁置在凹模大面上的长度大,便于送料操作。
2)凹模14外形为矩形。模架为标准对角导柱模架1,适宜横向送料。
3)条料送进由两块侧面导板12导料,并在侧面导板12一侧安排嵌入并用短圆柱销16锁定的定位挡板15为条料送进提供定位,保证被剪切分离出来的冲件尺寸符合设计要求,并利用前端大部悬空的自重掉入凹模14中部前端斜槽滑离模具。
4)模具采用弹压卸料方式,有较好的压料效果,尤其为剪切分离方式提供了有利的剪切状态。
(4)模具的基本特点
1)采用一模两件无废料排样,材料利用率很高,且生产效率高。
2)由于两件的成形方式不同,加上条料宽度的误差及操作因素等,外形尺寸会有一定差异,不可能完全一致。
3)凸模7在纵向的尺寸大于冲件相应尺寸,可以保证剪断效果,冲件外形规则,不留任何痕迹。
4)凸模7为直通式,加工工艺性好。
5)模具制作的重点在于装配,即侧面导板12导料侧面与凹模14型孔的位置关系:确保送料方向与凹模14型孔纵向长侧面垂直,定位挡板15为条料提供的定位能保证不同成形方式的两个冲件在宽度方向尺寸接近,导料槽除了与条料宽度有良好的配合关系,可以有效控制送料操作的稳定性外,中心位置调整也很重要,否则易造成一侧台阶长度15的尺寸有较大的误差。
2.冲孔模
如图4-37所示:(1)冲件工艺分析 如冲件图所示,冲件为一个无凸缘拉伸件,外形总高12,内孔尺寸为ϕ40,根部R3,材料为1.5mm厚Q235普通碳素结构钢。要在底部中心冲一个四角带圆弧的方孔,并在外围还要冲四个均匀分布的圆孔。分布在ϕ25的圆周上,还有±0.15的公差要求。
(2)模具类型选择 除了一定是冲孔模外,根据各孔的形状、大小及位置分布,材料及厚度等相关因素,能够、也必须用一套模具来同时完成全部孔的冲切成形,不但生产效率可以得到保证,而且更能保证各孔之间的方向、位置关系的正确及稳定。
(3)模具的结构
1)采用顺装式,利于冲孔废料直接用漏料方式出模。
2)凹模14采用整体组合式,节约贵重材料,用凸缘方式装入凹模固定板15,并用防转销13锁定凹模14和凹模固定板15的方向关系,固定端加粗,利于两部分外形分别进行配作,实现理想配合。
3)利用工序坯件的内孔套在凹模14工作端外圆上,为坯件提供定位,凹模顶端圆角半径应略大于冲件根部圆弧,防止发生干涉。凹模定位部分长度应大于冲件高度,保证冲件底部能紧贴凹模端面。
4)模具采用弹压卸料方式,弹压力来自三根弹力很大的方钢丝弹簧10,也可以选用弹性橡胶。
5)固定板,卸料板等外形选择圆形,形状简单,节约材料、制作方便,结构显得紧凑。
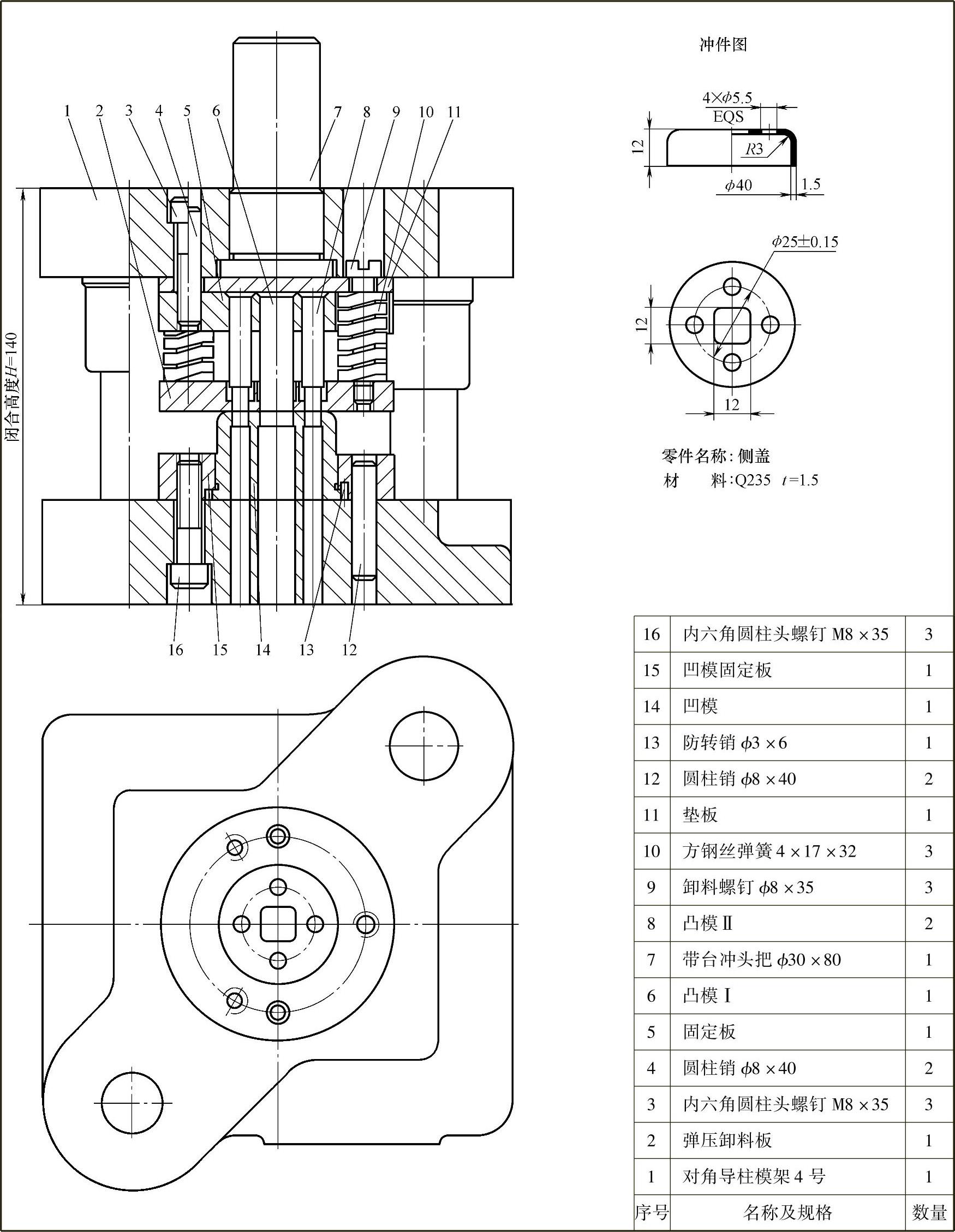
图4-37 冲孔模
(4)设计说明
1)模架选择标准的对角导柱模架,适用性好,且操作方便。
2)冲方孔凸模6采用直通式,制作方便。由于固定部分没有加粗,为固定板型孔安排提供了方便,尤其利于装配时调整凸模位置。
3.级进模
(1)冲件工艺分析 如图4-38所示的冲件,在外形很小的面积内,冲切两个较窄且长的叉形槽,另有一个直径很小的圆孔。若采用复合成形的方式,叉形凸模和凸凹模不论是在制作上、热处理、使用时的强度及寿命,都存在很多的不利问题。即使用单工序,冲切叉形孔仍然摆脱不了上述问题。所以,用级进冲切成形的方式是比较理想的选择。它可以利用级进模不同于其他模具的优点,采用分解冲切的方式来完成成形作业。
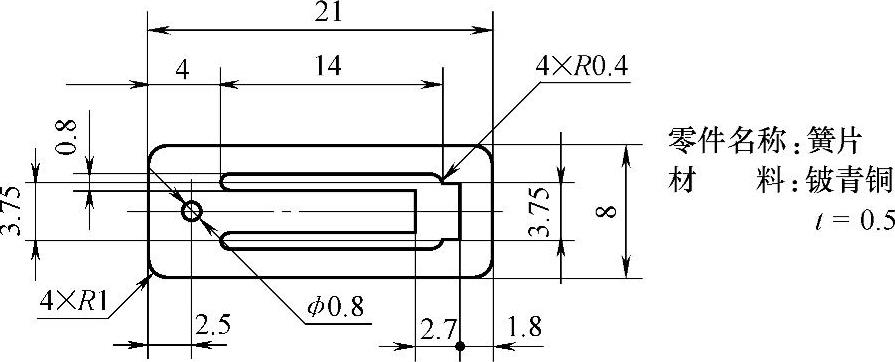
图4-38 冲件图
(2)排样 如图4-39所示的排样图,将叉形孔分解成两个两端带圆弧的长直槽和一个矩形孔,并分别安排在两步来完成冲切。不但解决了凸模和凹模型孔的细长悬臂易变形和强度差的问题,而且简化了凸模及凹模型孔的形状,提高了加工工艺性。从排样图上还可以看见,条料采用双侧刃定距,确保从冲孔到落料三步完成冲切,材料的全长度都能得到充分利用。一模一件安排,模具结构紧凑、简单,制作容易。
完成排样后进行的冲裁力及压力中心计算,凹模外形尺寸决定已在本节前半部分内容中举例完成,所以不再重复。由于采用横向送料,凹模外形尺寸决定后,实际上标准模架也就决定了。
(3)模具结构形式选择
1)级进模都应是顺装式。
2)凹模外形为矩形。
3)双侧面导板导料,双侧刃加挡板定距,并带承料板。
4)采用弹压卸料方式,卸料和压料兼顾。
(4)模具总图设计 如图4-39所示,设计要点如下:
1)由于凹模19外形较小,只安排了四颗螺钉18完成紧固连接。
2)安排承料板是为操作更加方便、安全,由于型孔靠近中部,已有较好的承料条件,所以,只安排了一块宽度不大的承料板。
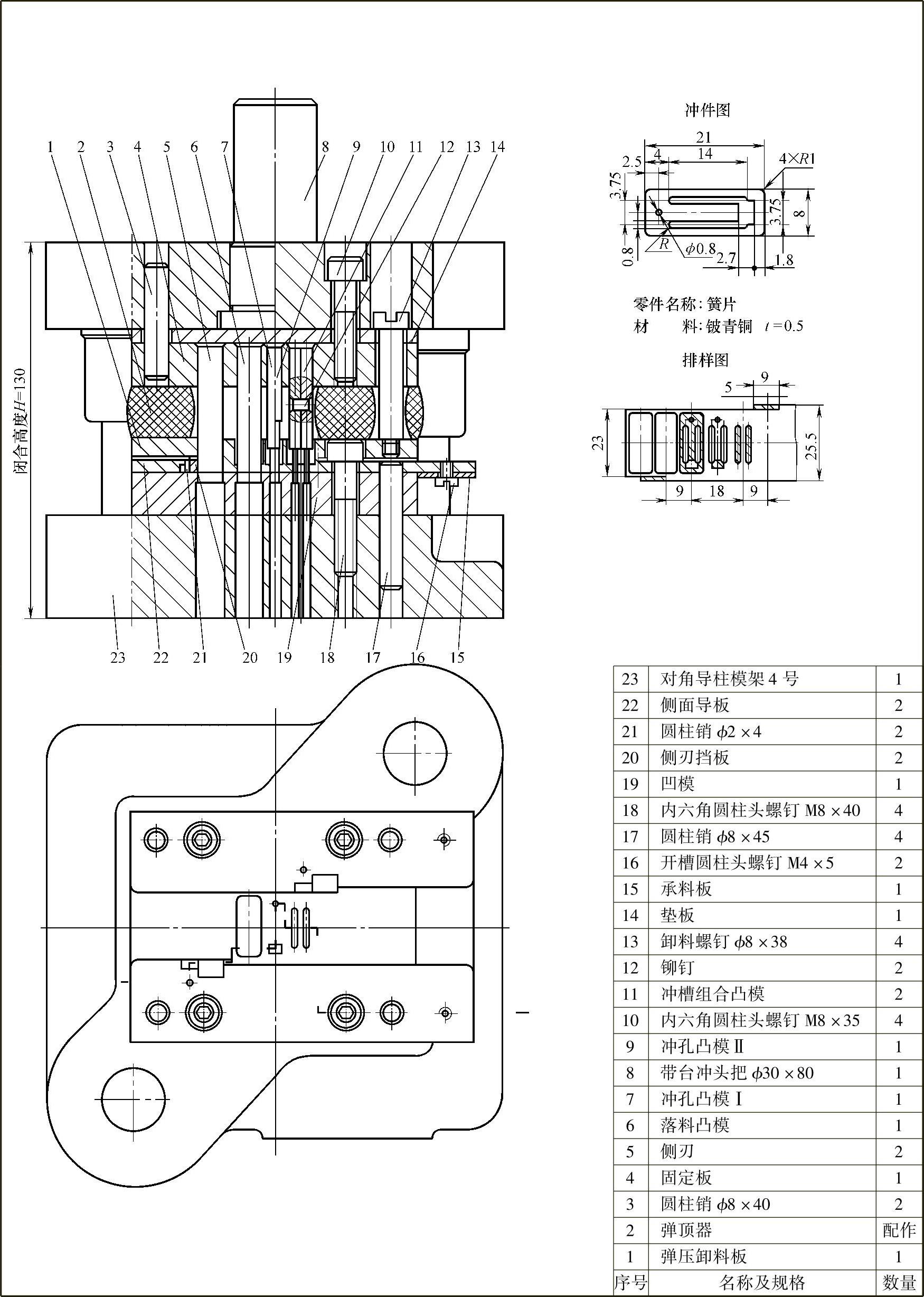
图4-39 级进模
3)由于冲两槽凸模靠得太近,采用单独固定不便固定板型孔安排,也不利于装配时调整位置。采用共用固定孔的组合方式,制作时保证好与凹模型孔的位置关系(若用压印修配方式更为方便),并用铆钉将组合固定,还有利于提高强度。
4)为提高冲小圆孔凸模强度,固定端加粗并设过渡段。
5)冲矩形孔凸模固定端加粗,保留矩形,可以直接确保方向不变,装配时不需再调整方向关系。
6)落料凸模和侧刃均为直通式,有利于磨削加工成形。
7)所有凸模、侧刃均采用铆接方式固定,宜选用碳素工具钢材料,便于进行局部淬火,为装配时铆接提供方便。
8)弹顶器选用弹性橡皮材料,压力均匀,制作方便。
9)模具总图设计中,除了有反映模具结构特点,组成零件结构形式、相互位置及连接配合关系的视图外,还有冲件图、排样图、简易的零件明细表(在实际工作中应按正规标准图样画出,并填入相关内容),省去了标题栏。一般情况,辅助视图及技术要求(或说明)只有在需要时才会出现,并不要求都有。
(5)模具零件设计 在生产实践中,模具设计时,组成模具的非标准零件,或没有现成可供领用的标准零件,需要自制的,都应设计单独的零件图,以便同时投料并安排生产,以免影响正常的生产进度。图4-40~图4-56就是级进模需要设计的零件图。为减少篇幅,全部都省去了标题栏,只用文字表明零件名称和材料。在生产实践中,则应按标准格式出图,而且是每个零件单独出图。
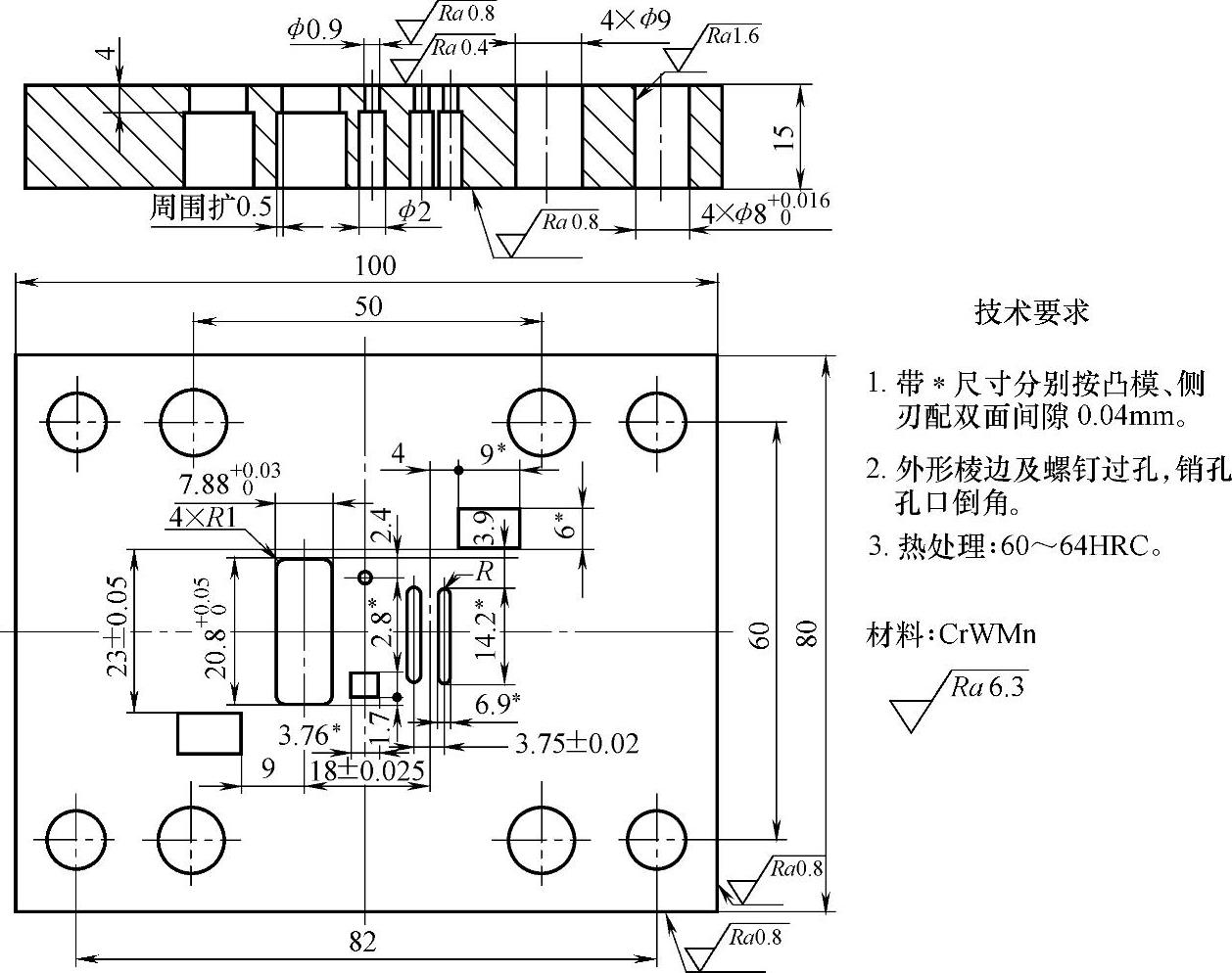
图4-40 凹模
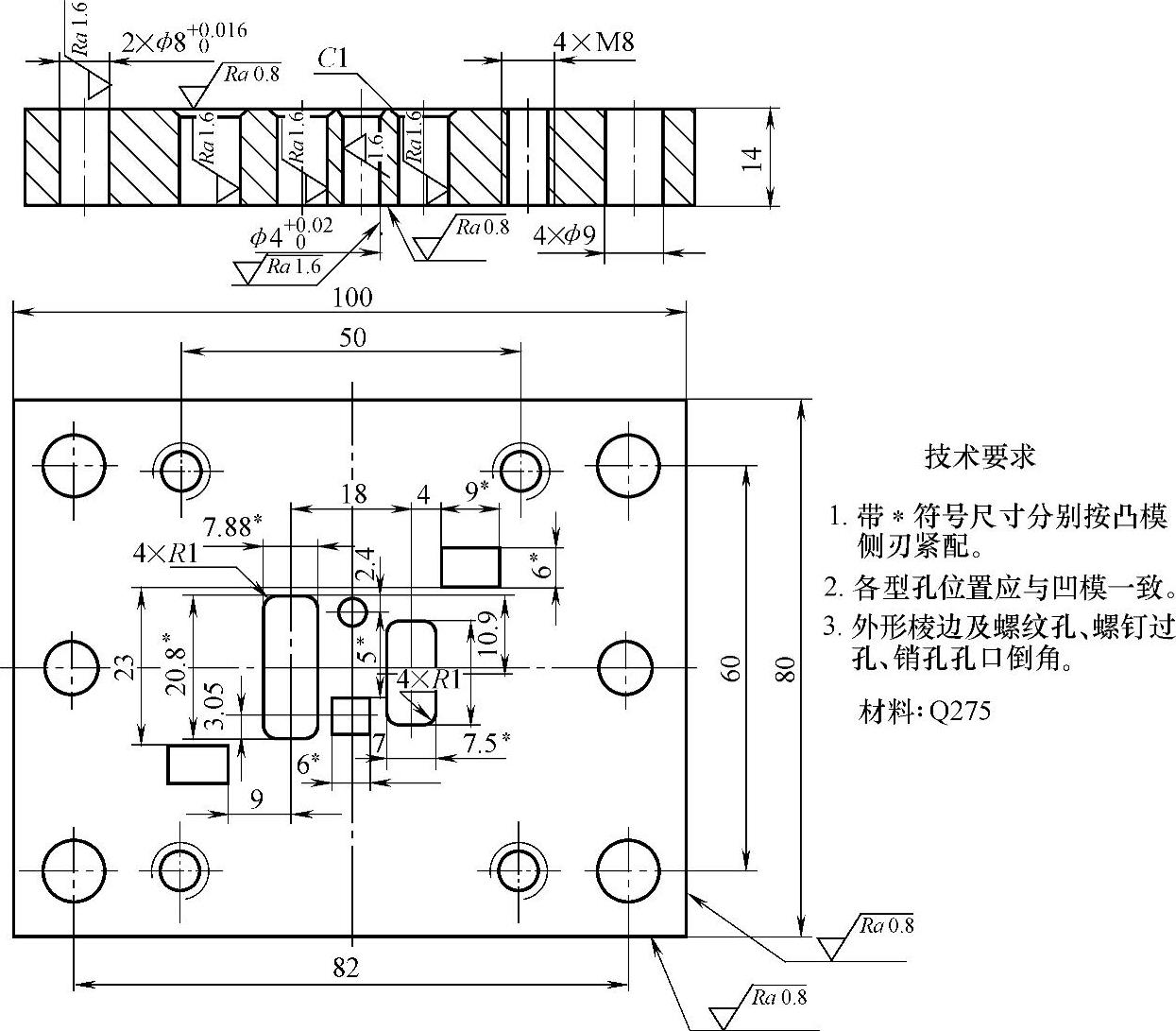
图4-41 固定板(https://www.xing528.com)

图4-42 弹压卸料板
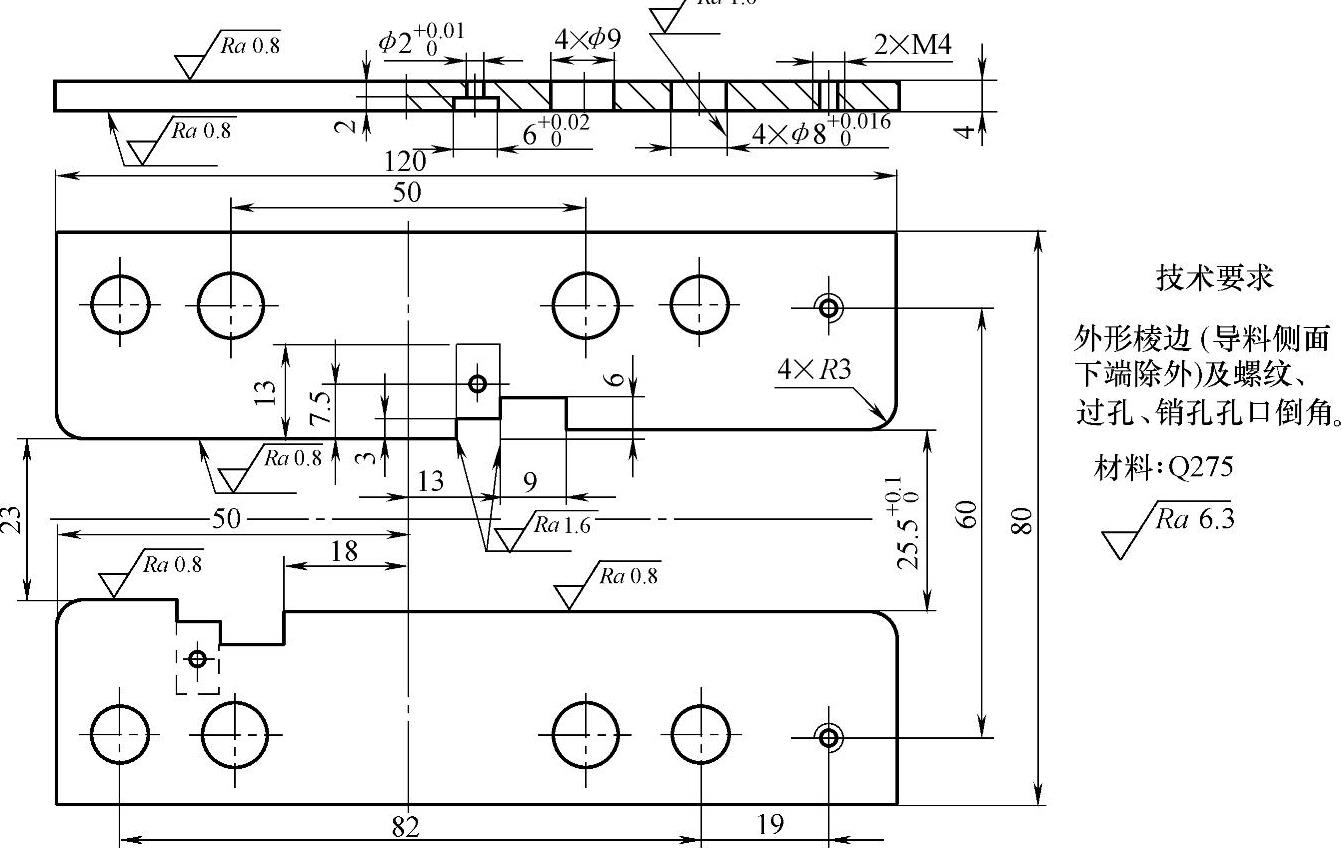
图4-43 侧面导板
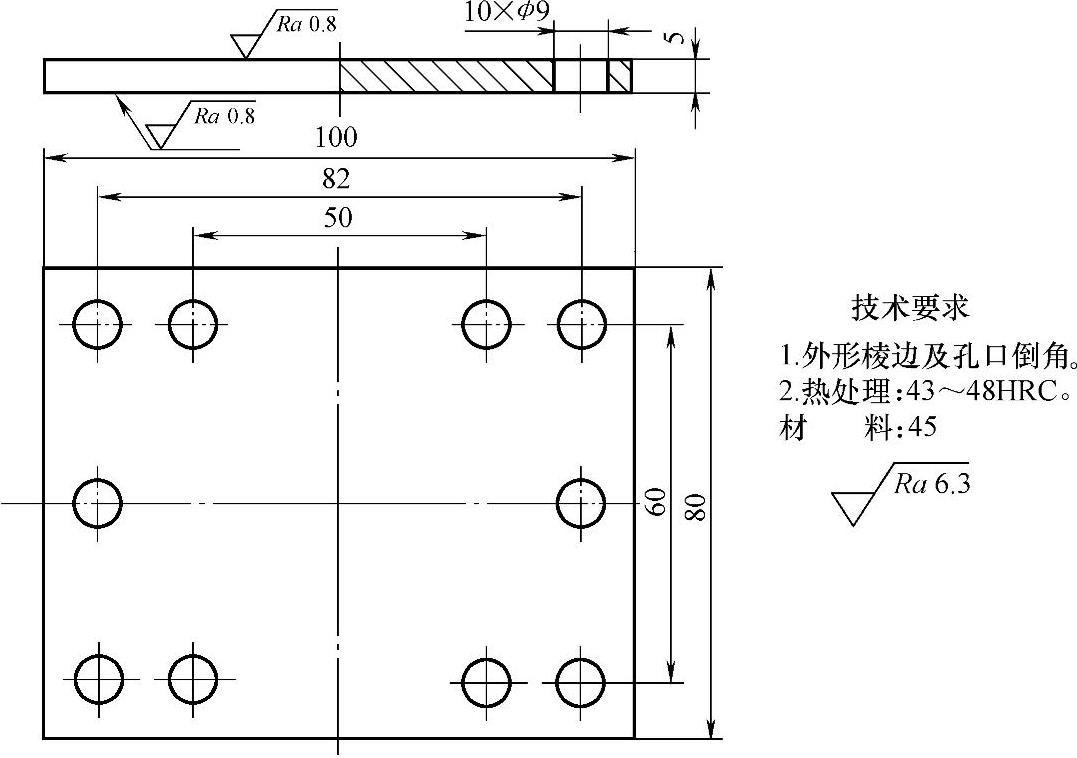
图4-44 垫板
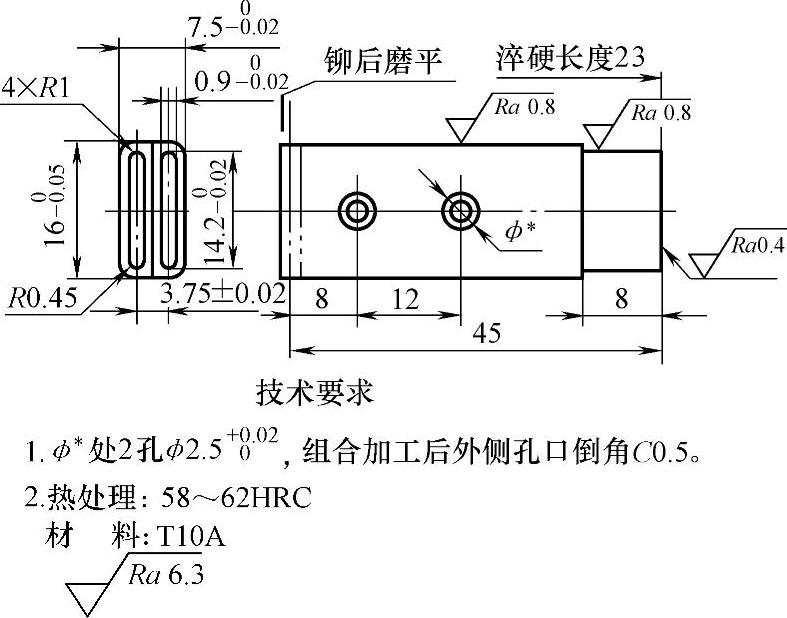
图4-45 冲槽组合凸模
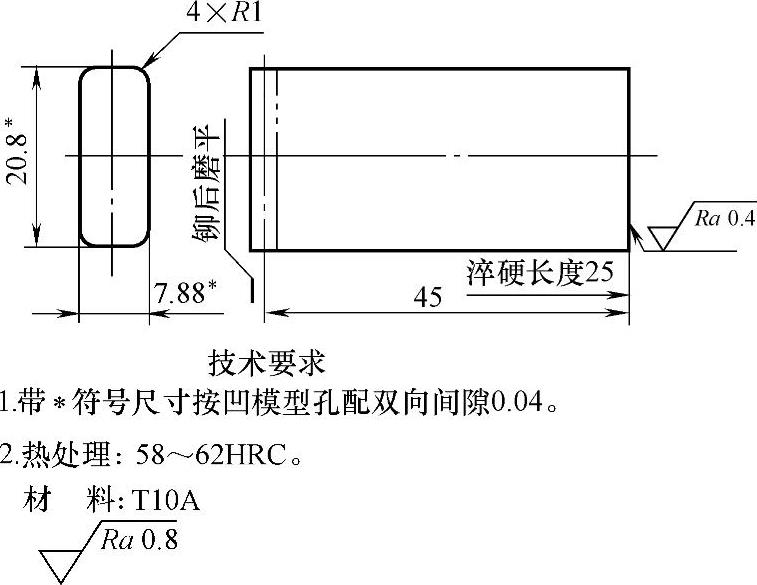
图4-46 落料凸模
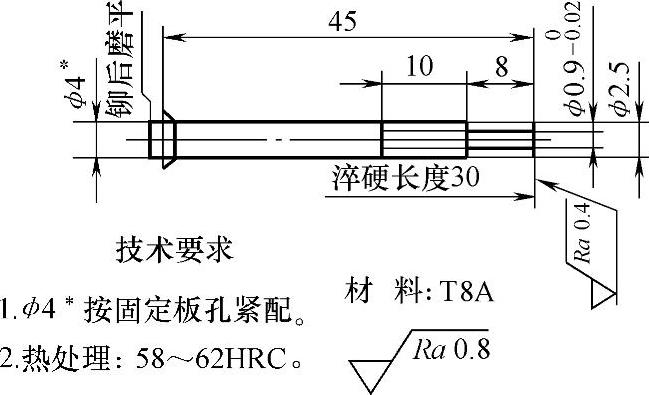
图4-47 冲孔凸模Ⅱ
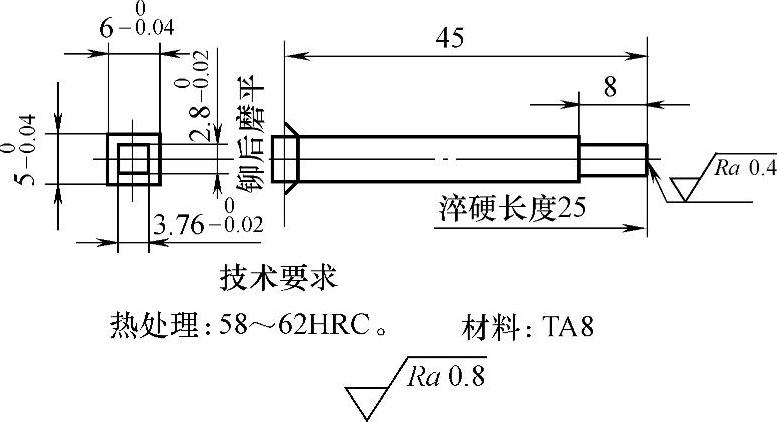
图4-48 冲孔凸模Ⅰ
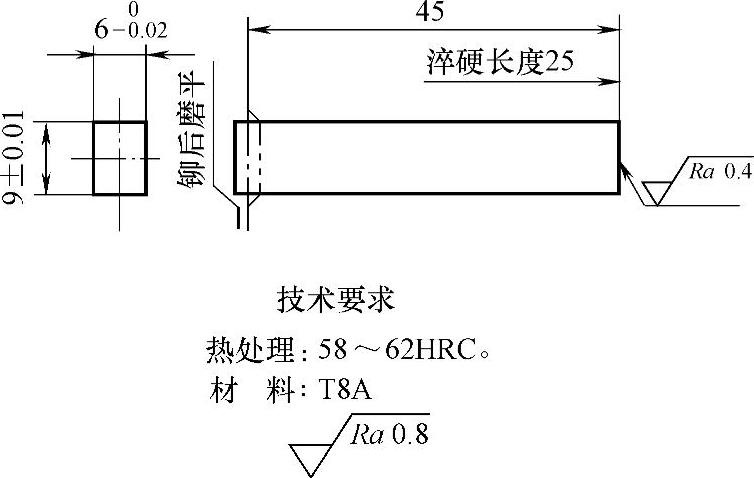
图4-49 侧刃
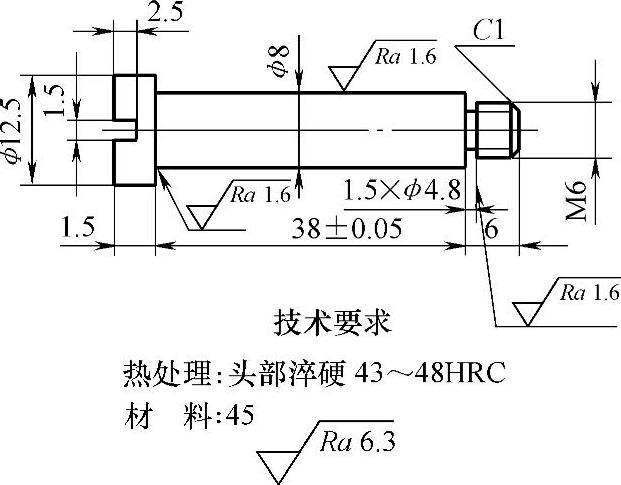
图4-50 卸料螺钉
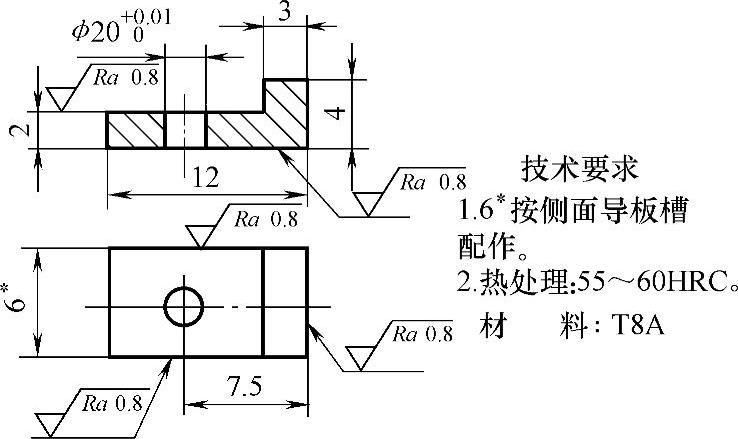
图4-51 侧刃挡板
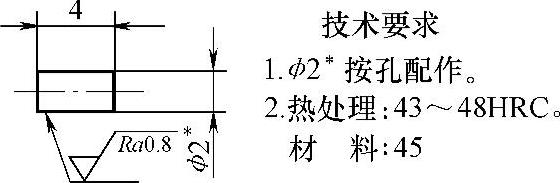
图4-52 圆柱销
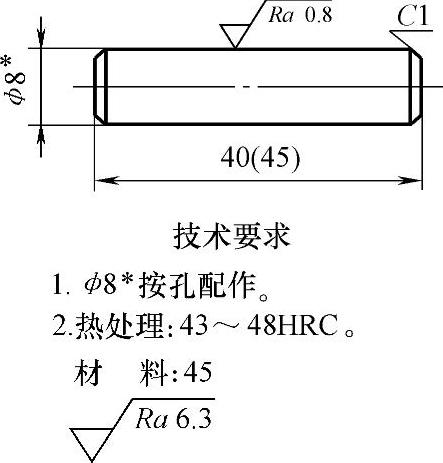
图4-53 圆柱销
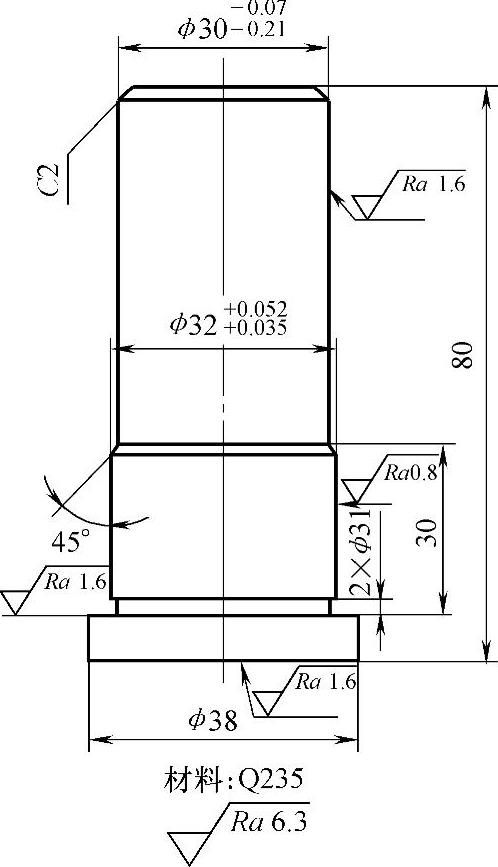
图4-54 带台冲头把
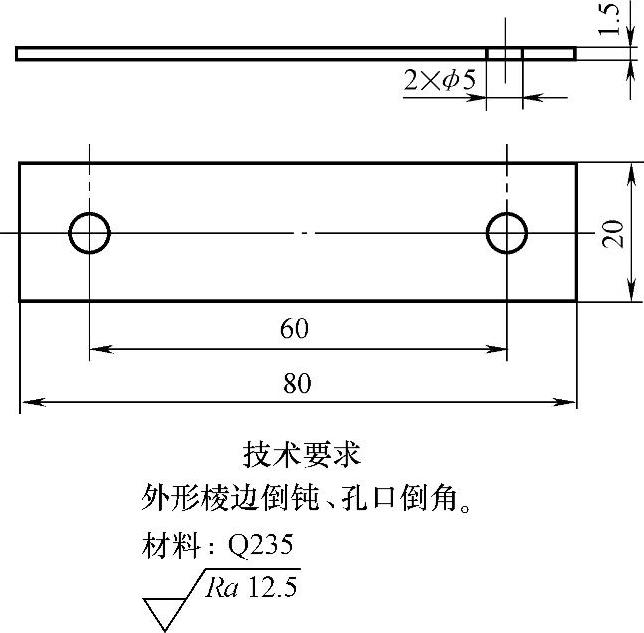
图4-55 承料板
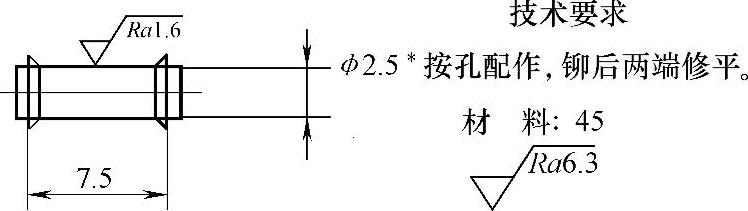
图4-56 铆钉
4.复合模
(1)冲件工艺分析 如图4-57的冲件,外形为比较简单的矩形,四角有较大的圆弧、非常有利冲切分离成形,材料为0.5mm厚的铝合金。冲件除外形外,面上还不均匀分布有6个圆孔,6个矩形孔和一个细长的椭圆孔。若用单工序成形,不但需要安排多套模具才能完成全部成形。模具数量多,占用冲压设备也多,生产效率低,冲件成形间方向、位置关系难以保证,也不会稳定,平整度也不会很好。而采用级进模又会使模具体积增大,结构不紧凑,冲件质量(包括关系精度)会受多种因素影响,出现不稳定,平整度差。采用复合冲切方式是比较理想的选择,冲件成形间方向、位置精度及稳定性,平整度好是复合成形方式的最大优势。而且冲件材料软、厚度小,不会对凸凹模的强度构成威胁。
(2)排样 复合模没有复杂的排样问题,只需确定冲件摆放方向,零件之间留有合适的搭边,计算决定条件宽度即可。
(3)模具结构形式选择 根据冲件的结构组成、材料及厚度,选择倒装式结构比较合适,尤其有利于多处冲孔的废料直接用漏料方式出模,所以:
1)选择倒装式结构。
2)凹模外形为矩形,利于安排基准划线及加工时定位。
3)采用弹压卸料方式,可兼顾卸料和压料。上模安排辅助弹压的刚性打料装置,不但有好的压料效果,保证冲件平整,还可以辅助推件,防止推板作用力不均发生偏斜出现干涉。
4)选用活动挡料销导料和定位。
5)选用标准对角导柱模架,右侧开阔操作方便。也可以选择标准的中间导柱模架,甚至后侧导柱模架。
(4)模具总图设计
1)凸凹模23外形为直通式,便于磨削成形;中间型孔为扩孔直刃口,制作时允许有少量斜度,以方便漏料,减少孔壁摩擦和挤压。选用螺钉拉紧的固定方式。
2)凹模2为直通刃口,强度好,与推板14全长度配合,导向性好,不易发生偏斜。
3)另设衬板18为推板14的活动留有合适的空间。
4)椭圆凸模7采用直通形式,便于用线切割加工成形;圆凸模4和11固定端加粗,有利提高强度及配磨、装配;矩形冲孔凸模12只在宽度大的两侧加粗,一方面提高了强度,装配时不伤刃口尖角,还为装配时调整位置提供了方便。
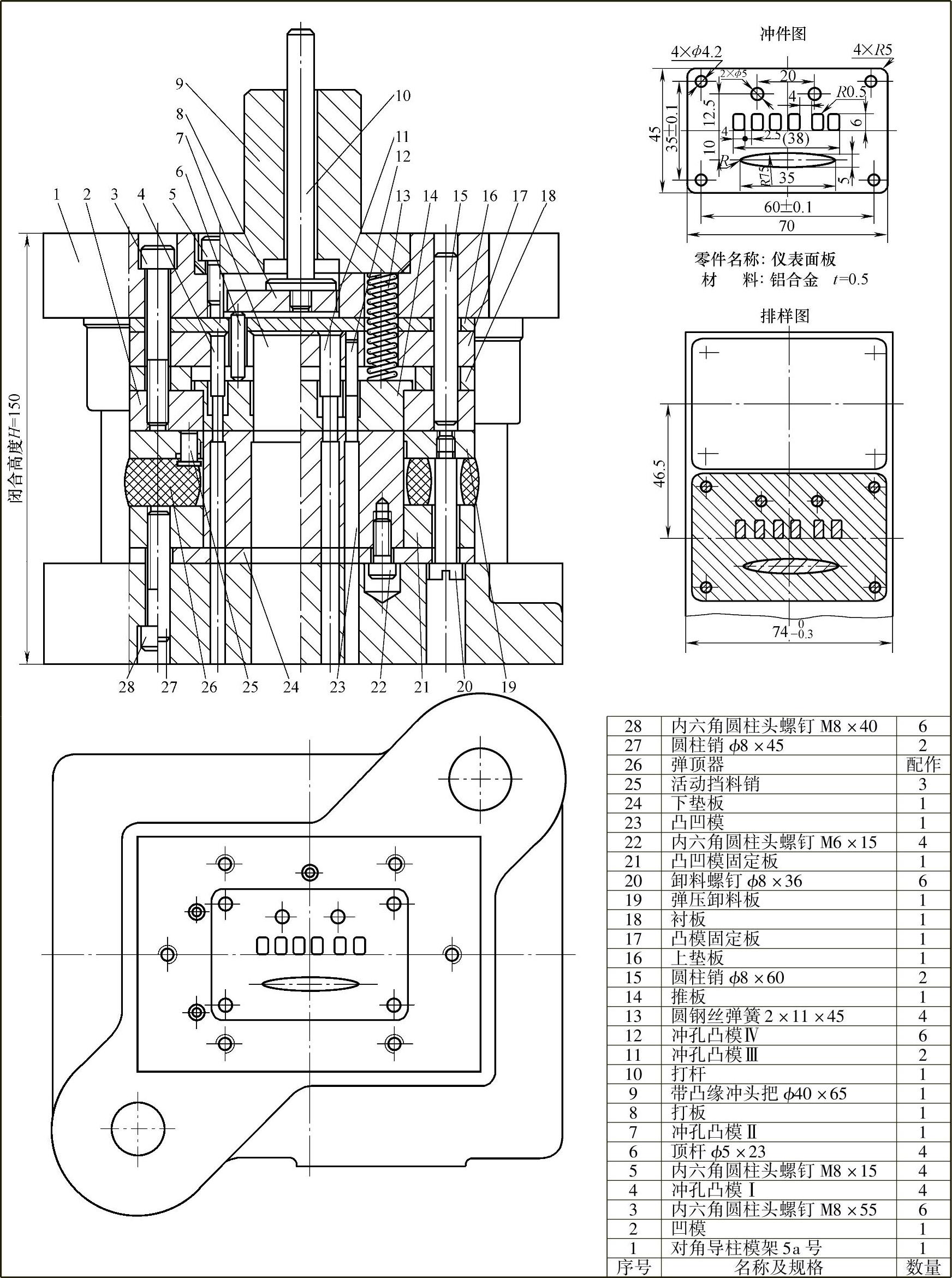
图4-57 复合模
5)打杆10带凸缘,扩大了力量传递面积,可以改善打料效果。
6)选择带凸缘冲头把9,拆装方便,可以根据需要拆出打料装置相关零件,以便完成工作零件的位置关系检查和调整,以及整体组合修磨上模工作零件刃口。
7)总图没有标准的零件明细表及标题栏,实际工作中则必须有标准的模具零件明细表及标题栏。
图4-58就是复合模的特殊零件——凸凹模的零件图。工作端分别按凸模和凹模型孔配作。并不直接决定冲件的形状和尺寸,但却决定着成形各部分之间的方向、位置关系。所以,相关成形之间的位置关系尺寸公差都已标注了公差。
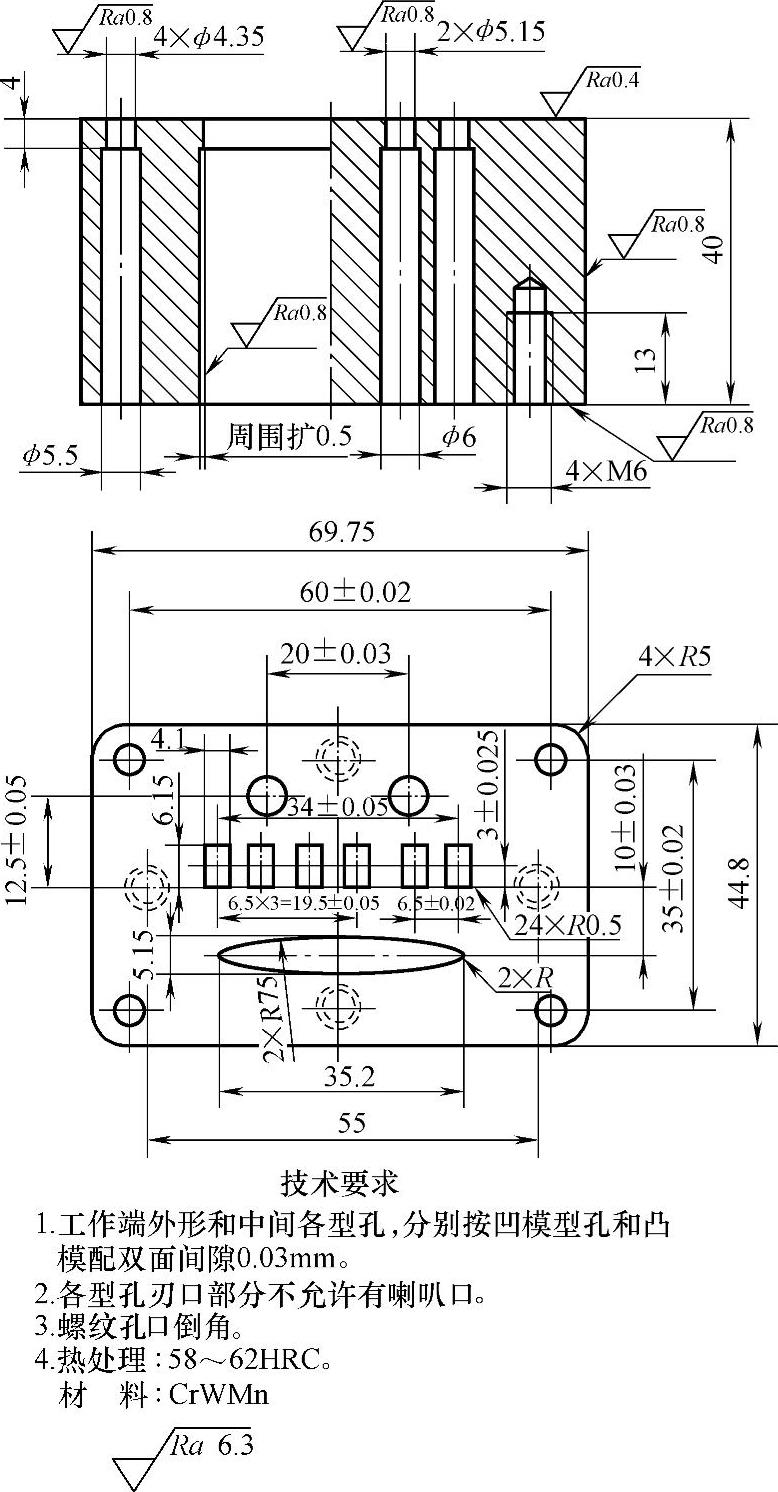
图4-58 凸凹模零件图
图4-59和图4-60分别是标准的冷冲压模具装配图和零件图组成内容和画法。
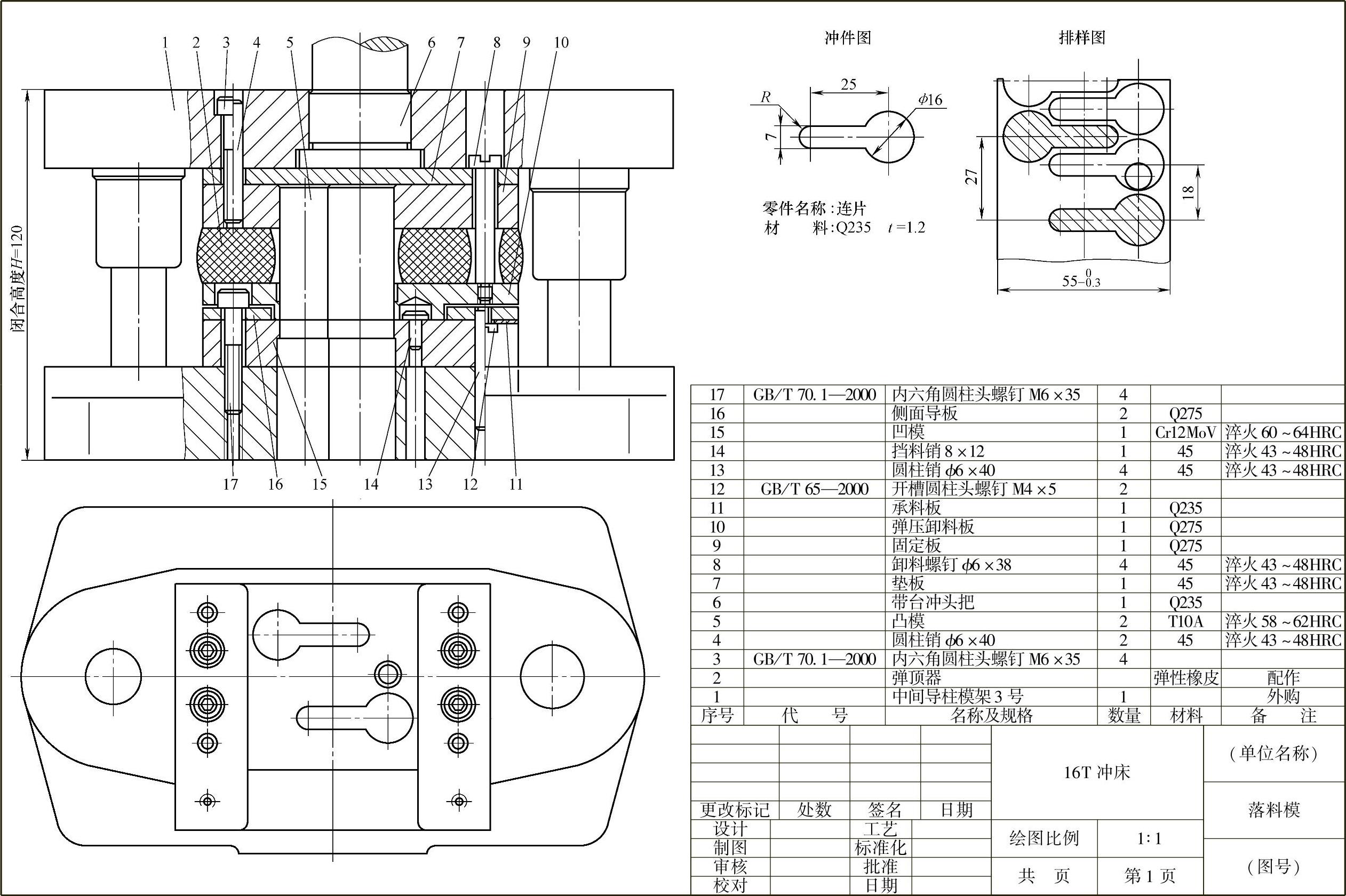
图4-59 冷冲压模具的总装配图
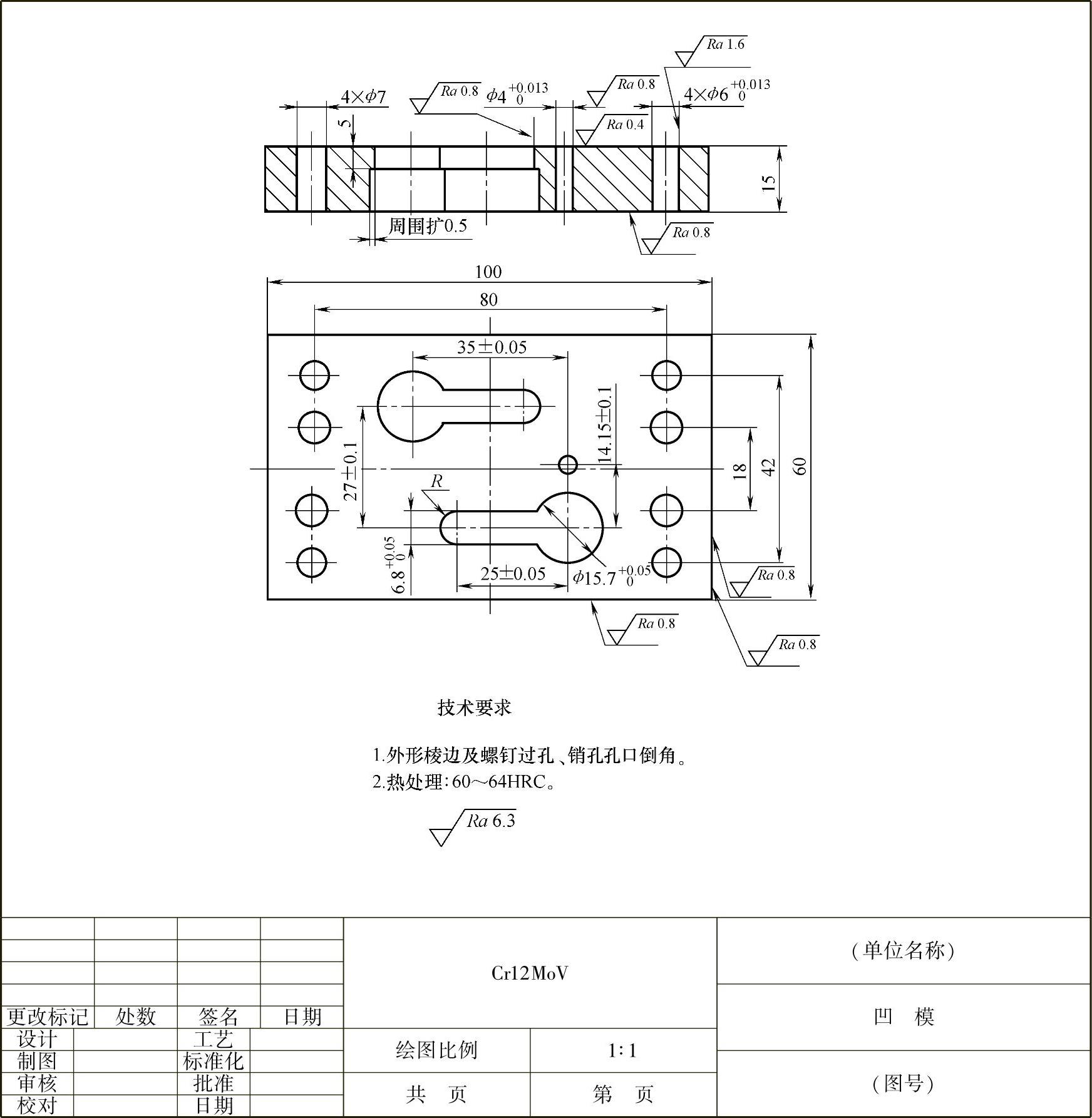
图4-60 模具零件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。