



多拐曲轴形状复杂,非加工表面较多,技术要求高,表面质量和尺寸公差要求严。除了要满足力学性能的要求外,还必须满足动平衡实验和表面探伤的要求,锻造成形相对困难。生产这类多拐曲轴模锻件,国内外曲轴毛坯专业生产厂家大都在机械化程度较高的专用生产线上进行。对于批量不大的多拐曲轴,也有的在大型模锻锤上模锻。按其连杆轴颈的布置,可将多拐曲轴分为两类:
1)连杆轴线和主轴颈轴线位于一个平面上的曲轴属于第一类。
2)连杆轴线在各个通过主轴颈轴线相互间通常成90°和120°角的不同平面上的曲轴属于第二类。
弯曲型槽是曲轴最难设计和最为关键的制坯型槽。弯曲型槽设计的成功与否,直接影响终锻的成形。弯曲工步的制订主要取决于:
1)曲轴每个拐开档的宽度。
2)连杆轴颈与主轴颈中心距离大小。
3)是否有平衡重(块)存在。
由于冷锻件图设计、预锻和终锻工步图及型槽设计的方法及步骤与前例相似,不再赘述,本例着重介绍各种多拐曲轴模锻时的弯曲和终锻工步的参数选择。
1.对于没有平衡块,而且连杆轴颈与主轴颈中心距离较大的曲轴
如图8-15为四缸发动机曲轴锻模所锻造的锻件。

图8-15 四缸发动机曲轴锻模图
1)本锻件平面外形如一根圆浑的弯曲的轴线,选择圆形坯料时弯曲和进一步模锻较为有利。
2)由于曲轴有好几个凸部存在,受到夹紧(拔长)的影响,所以不是纯粹的弯曲,而是同时伴随着拉长的弯曲。在这种情况下,坯料的长度是介于锻件长度和展开长度之间的一个数值。其计算方法参照锤上模锻制坯弯曲长度展开计算部分。
3)弯曲型槽的断面轮廓大致按照终锻型槽的轮廓线绘制,但将转折处做成足够的圆浑并加以倒圆。在弯曲型槽内,轴颈的高度比锻件图上的轴颈直径小4~8mm,而在弯曲型槽内颊板的宽度则要与锻件图上相应的宽度相等,有时为了使转折处圆浑,甚至还要大2~5mm。用这种方式求得轴颈和颊板的轮廓线的交点后,为了圆浑起见,还要用较大半径(25~65mm)的圆弧进行过渡。此时,弯曲型槽的断面轮廓有可能在很多地方超出了终锻型槽轮廓线范围,但由于采用的是圆形坯料,在弯曲型槽中成形金属的断面已倒成圆角,因此终锻时不致于产生夹痕和折缝。
4)至于存在顶端法兰的曲轴,则在锻造切边后在平锻机上顶镦成形。(https://www.xing528.com)
对于有平衡块,而且连杆颊板开档较宽的曲轴,只依靠弯曲是不能满足材料分配的,应采用先滚压制坯,再弯曲、模锻成形的方法。
2.有平衡重,颊板间距很小的锻件
如图8-16所示为小汽车发动机曲轴的锻模图。由于有平衡重,在主轴颈轴线两边的重量分布就比较对称。由于颊板相互之间距离比颊板的高度小得多,为了避免这种外形急突弯曲时在弯曲型槽内产生折缝和形成不稳定的凸部(齿),可直接用长轴类锻件制坯工步来代替弯曲工序,像直长轴类锻件一样,按断面来作出计算坯料。滚压型槽使坯料按曲轴的体积分配,以获得各种不同的厚度。
最好使用预锻型槽,用圆浑劈叉分流方法挤出曲拐。
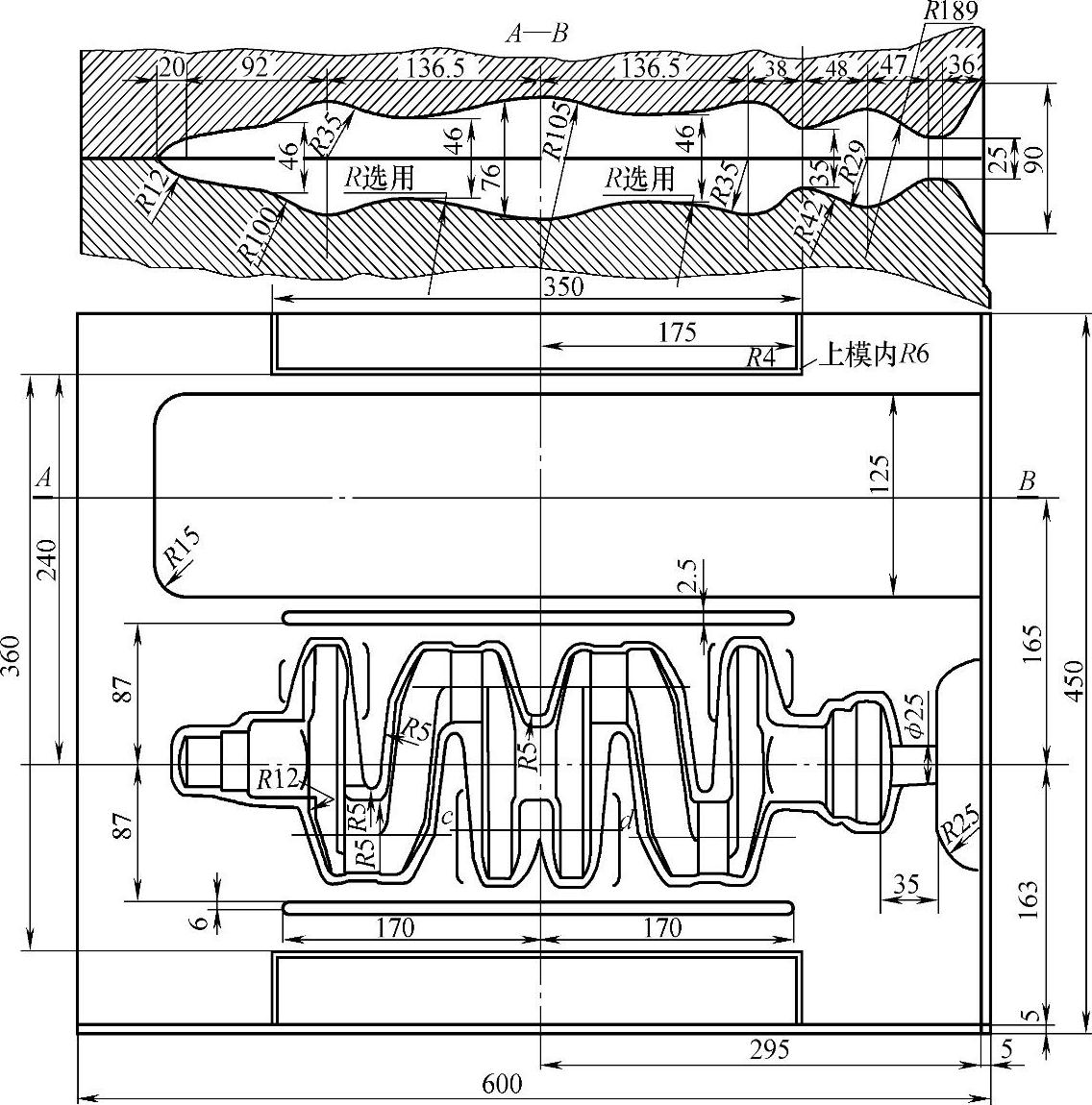
图8-16 小汽车发动机曲轴锻模图
3.连杆轴线在各个通过主轴颈轴线相互间通常成90°和120°角的不同平面上的曲轴
连杆轴颈的中心线分布在互成120°的三个平面上。这一曲轴可先在一个平面上进行模锻,然后在扭转机上把曲拐展开,因为扭转之前必须重新加热,之后又需校正。最好在分型面比较复杂并设有局部锁扣的锻模内进行模锻。
图8-17所示为载重汽车曲轴的锻件图和锻模图。
这种型槽的设计,目前尚无较合适的计算公式,全凭工艺人员的实际设计经验。通常是根据锻件在分型面的投影,采用作图法设计,在不需要弯曲的地方,保持型腔高度和辊锻型槽高度一致。其余之处,弯曲型槽要比锻件轮廓小3~5mm。如果连杆轴颈与主轴颈中心距离较大,最好采用单独弯曲工步。这样既可以减少模块尺寸,又可以避免压弯时的偏心锻造,同时操作也比较方便。弯曲型槽主要是根据热锻件在分型面上的外轮廓来设计。设计时,先按比例勾绘出热锻件的外形轮廓,再根据金属流动体积不变的原则,将折线的轮廓进行圆滑。对于断面变化不大的地方尽量简化,同时要考虑曲轴拐处凹档宽度尺寸比锻件相应处大2~4mm,拐高度要比锻件相应处小3~5mm,但连杆颈中心线位置应与热锻件毛坯相应处保持一致,使弯曲后坯料金属在终锻时得到合理分配。同时在设计弯曲型槽时,还要考虑摆料方便和坯料应有的良好定位。将相距较远的拐的凸出部分设计在下模,将凸台设计成下凹的圆弧状,并用辊锻钳口细颈部分定位。另外,还需考虑使坯料弯曲后与预锻时的拉伸、位移相吻合。
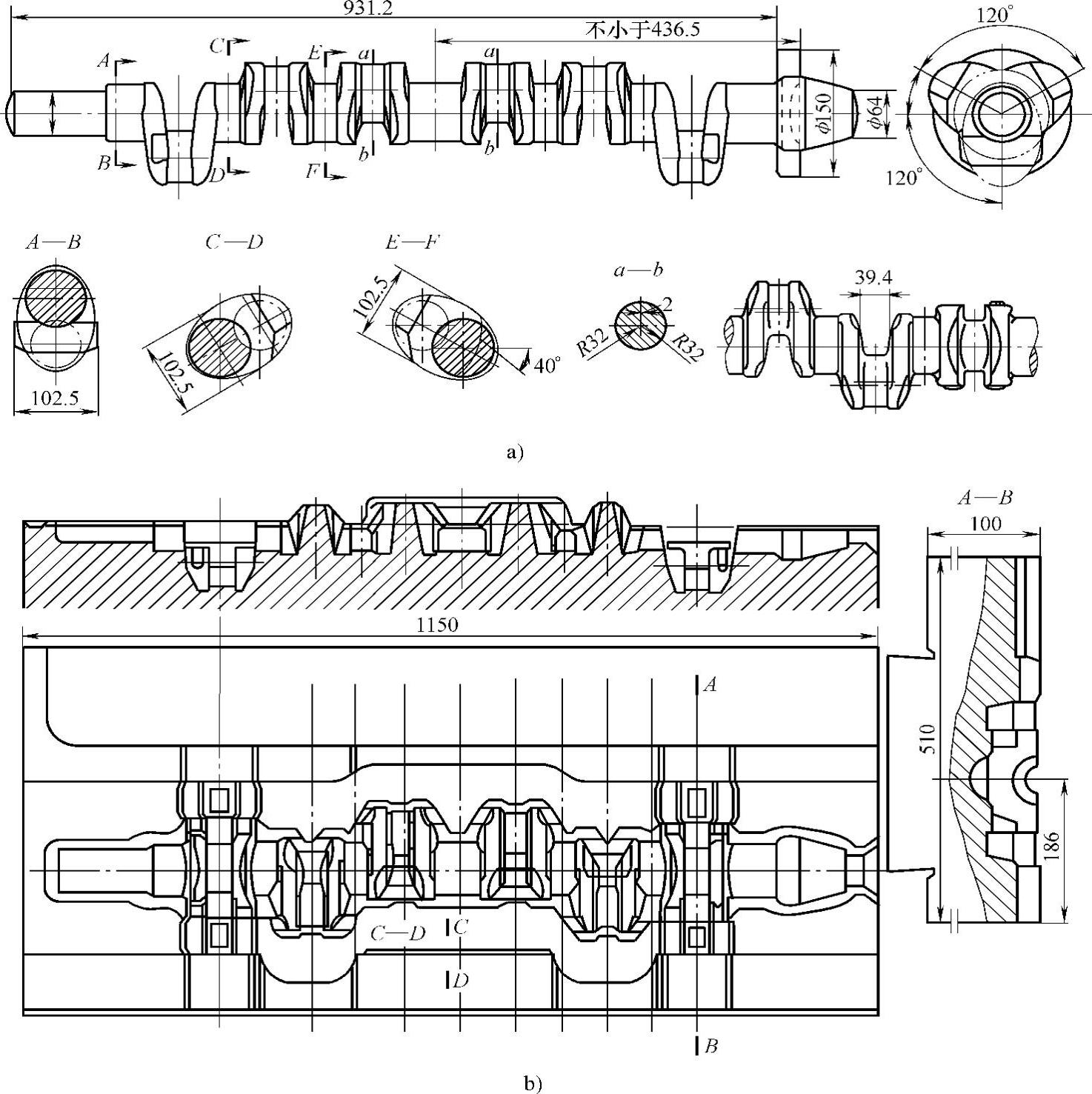
图8-17 载重汽车曲轴的锻件图和锻模图
a)载重汽车曲轴的锻件图 b)锻模图
为获得分模的最佳途径,终锻型槽设计时可以对三个成120°的曲拐和曲柄臂采用准确的投影作图法,将其分模线的过渡情况真实地反映到曲柄臂的侧面上。为防止切边时斜坡分模造成的飞边不是被剪断而是被撕下来,还有留在锻件上的毛刺过长的缺陷,我们将分模线过渡的斜坡选定为不小于15°,同时在两个A—B拐处选择了阶梯形分型面(见图8-17)。尽管这种锻模的使用寿命较低,但很大程度简化了制造工序,亦不失为较好的设计方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。