



磨削领域技术创新的特点是:超精密磨削、镜面磨削、高速磨削、恒压力磨削、深切缓进磨削、恒速磨削和数控磨削技术在磨削领域的广泛应用,提高了生产率和产品品质。
实际加工过程中,出现了大量磨削工艺的创新。除上述新磨削技术外,本教材主要介绍了以下14项的磨削工艺创新实例:
(1)低熔点材料粘固法磨薄片零件 这种工艺改革的特点是消除工件的夹紧变形,以提高工件的形状精度(平面度)和位置精度(平行度)。
(2)电磁无心夹具 滚动轴承的磨削原来用弹性膜片多点夹紧。随着轴承制造精度的提高,这种装夹方法已不能满足加工要求。用电磁无心磨削法,则工件的圆度可提高到0.0002~0.0015mm。
(3)展成法磨球面 杯形砂轮与工件安装成轴线交角α,砂轮与工件同时绕各自的轴线旋转,展成球面。
(4)偏心后刀面磨立铣刀的圆周齿 用金刚石将砂轮修整出较窄的工作面。调整砂轮使砂轮轴线相对铣刀轴线倾斜α0角。铣刀沿导程进给,磨出铣刀圆周齿偏心刃带。
(5)特殊结构顶尖 在较大磨床磨削小直径尺寸的细长轴时,机床尾座的顶尖顶紧力就相对较大。特殊结构顶尖内用弹簧的弹性小,可减小工件变形。
(6)中心孔行星磨削 用中心孔磨床磨削中心孔,中心孔的圆度可达到0.0008mm。加工精度高于研磨中心孔。
(7)弦线传动的V形成组夹具 工件由弦线传动,消除传动惯性力对加工精度的影响,定位精度高。V形成组夹具可加工一零件族。
(8)内冷却心轴 能使切削液流入工件的内壁,冷却工件,防止工件热变形。
(9)密珠心轴 心轴定心圆直径与孔壁能保持2μm的过盈量,达到较高的中心定位精度。
(10)深孔磨具 在万能外圆磨床上的深孔磨具适合磨削大直径的深孔。
(11)高频电动磨具 转速为50000~90000r/min,磨削小直径滚动轴承滚道的表面粗糙度值达到Ra0.1μm。
(12)球面顶尖定位 高精度主轴用钢球和凹顶尖定位,磨削外圆的圆度达到0.1μm。
(13)端面夹紧内圆磨床夹具 磨薄壁套内圆,减小工件变形,满足圆度0.005mm的加工要求。
(14)V形异磁铁 满足V形块平面磨削要求。
通常,可针对加工的问题对磨削工艺进行改革。例如要解决普通外圆磨床工作台的爬行问题,就可作如下改进:
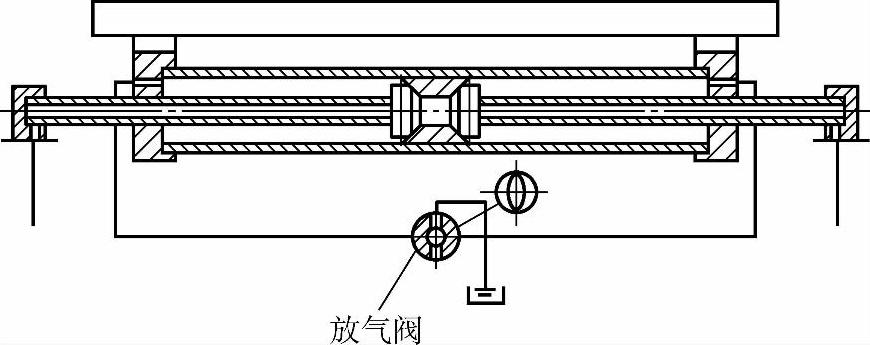
图7-45 放气阀的安装图(https://www.xing528.com)
1)在工作台液压缸上增加一个放气阀,以便排除液压缸中的空气,其结构如图7-45所示。
2)提高工作台与床身导轨面的接触精度。修刮导轨面时施加预加负荷,刮点为(12~16)点/25mm×25mm。
3)改善导轨润滑效果。工作台运动存在爬行与导轨润滑状态有关。如果润滑油太少,甚至处于干摩擦状态,将会引起工作台运动时爬行。为此应增加导轨面间的润滑油,但是如果润滑油压力过高或润滑油量过多,将会使工作台在运动时产生漂浮,磨削时容易产生螺旋形等缺陷。因此,要求润滑油量适当,润滑油压力不宜大,以便使摩擦面间既能建立起正常的油膜,又可防止工作台漂浮。为此,可采用改变工作台导轨面的油槽结构的方法,使油槽与大气相通,如图7-46所示。这样,既有利于排除油槽中的空气,又不至因油压过高而使工作台漂浮。
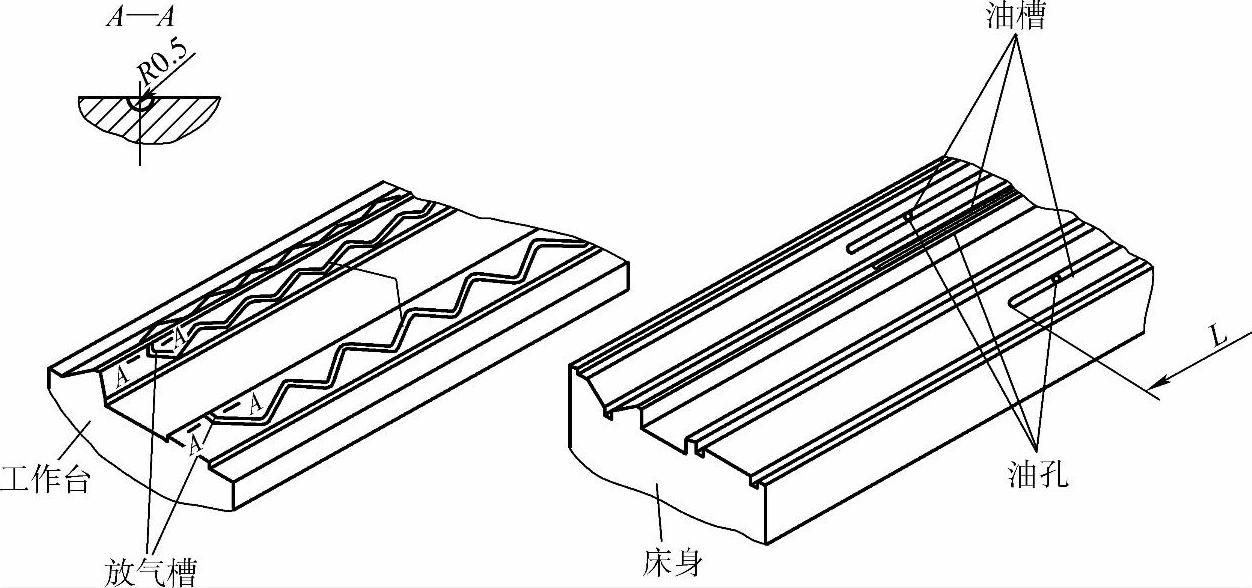
图7-46 改善工作台油槽结构
这些改革涉及许多工程技术知识,因此可以先从许多小改革着手,这样可以积累改革的经验,逐步掌握改革的方法。如图7-47a所示的专用指示表座,可直接测量工件的垂直度。这项改革只是在指示表座上增加了一个定位点,结构简单,测量效果却很好。图7-47b所示为先用圆柱直角尺调整指示表零位,使定位点与测量点处于一理想垂直面上;然后再测量平面工件的垂直面(图7-47c)。在垂直平面磨削时,经常要测量垂直度。
许多磨削工艺改革的内容是加工的共性问题。如图7-48所示的摩擦片就是很难磨削的一种零件。这类零件的主要工艺问题是薄片工件的夹紧变形,影响加工的精度。改进的方法有多种。图7-49a所示为磨摩擦片的夹具,工件磨削时作旋转进给,且不受电磁力的作用,故消除了夹紧变形,其中布垫的作用是增加工件与转盘间的摩擦力。图7-49b、c、d所示为在外圆磨床上磨削摩擦片的方法。图7-49b所示的心轴安装在头架的卡盘上,先将心轴定位基面修磨平整,然后装上工件用砂轮端面磨削。工件的旋转是以心轴上的带动销拨动,且砂轮的端面通过工件中心。因此,磨削过程中,工件由轴向力作用夹紧,以保证磨削精度。注意磨削时应充分冷却,工件需两表面反复均匀磨削。图7-49c所示为顶尖间磨削方式,这种磨削方法的特点是砂轮修成5°角,接触面小,工件冷却条件好。这种方法的特点是磨削精度高,工件的表面粗糙度值低。图7-49d所示的夹具较复杂,夹具的轴线与砂轮主轴垂直。用砂轮圆周磨削,加工精度高,工件的表面粗糙度值低。
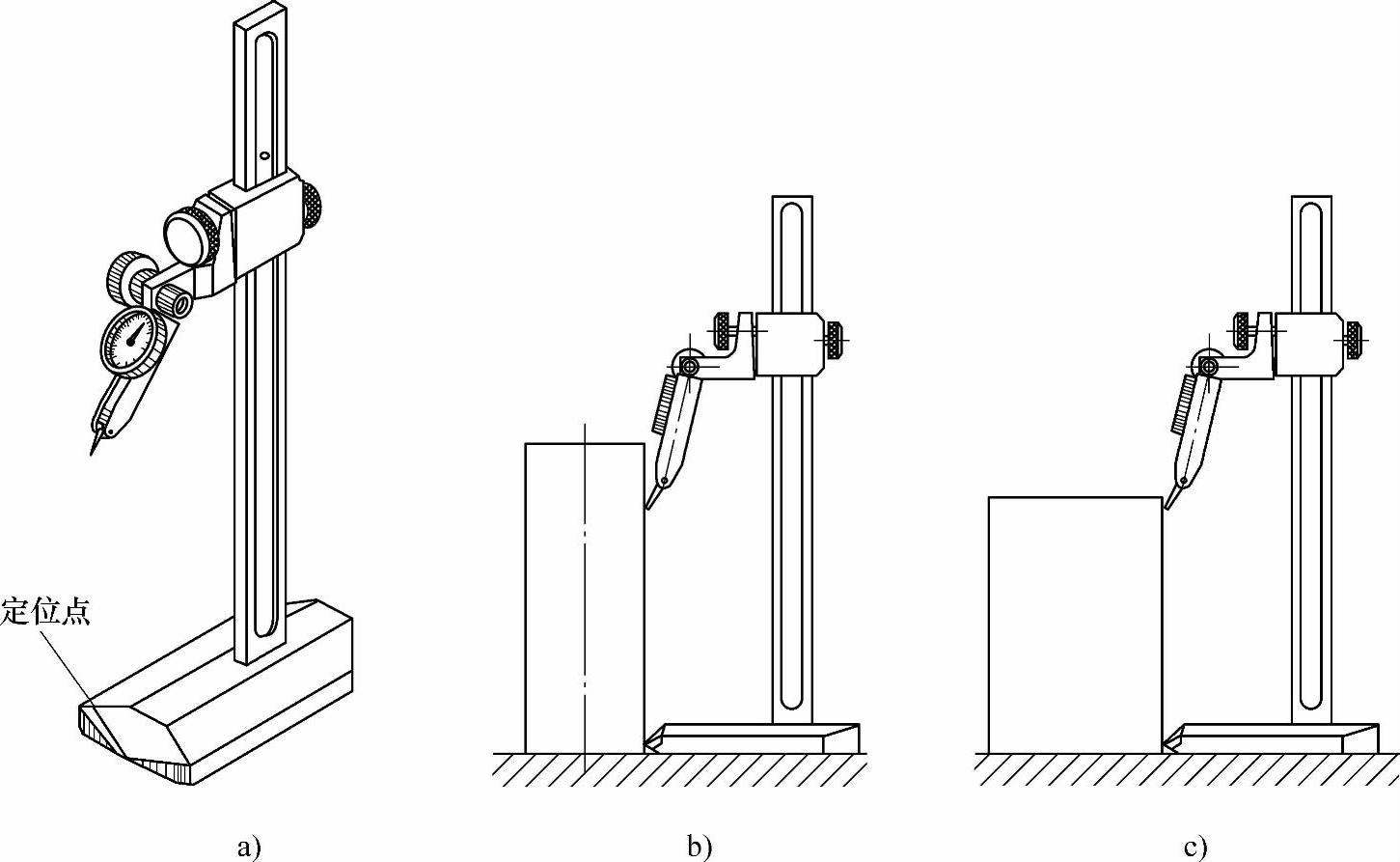
图7-47 专用指示表座
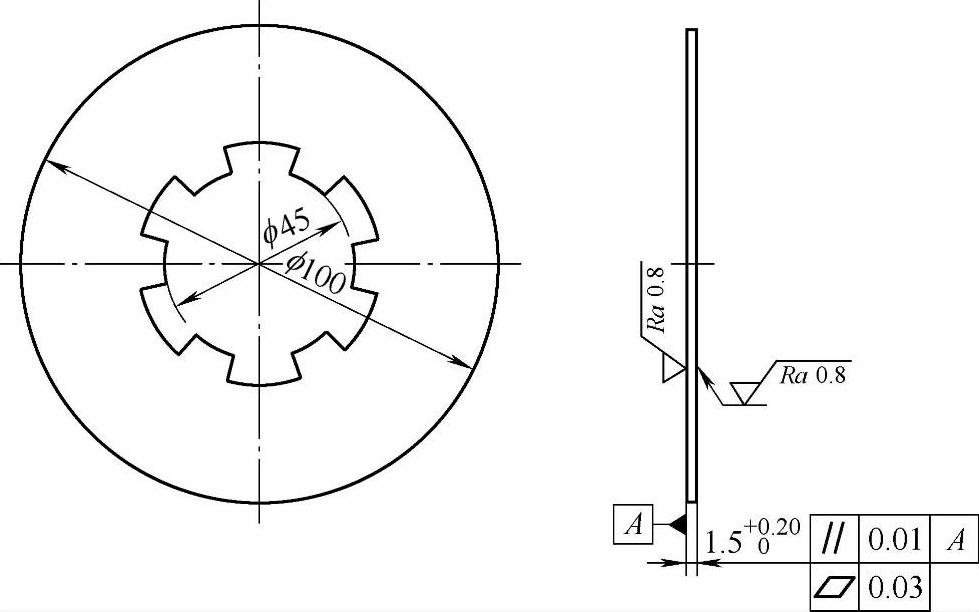
图7-48 摩擦片
许多工艺改进都可以从装夹着手加以改进。例如用正弦规和精密角铁装夹磨削斜面。如图7-50所示,将正弦规安装在精密直角铁上,工件用螺旋压板夹紧。这种采用通用夹具的简易的装夹方法,可以解决斜面的磨削问题。
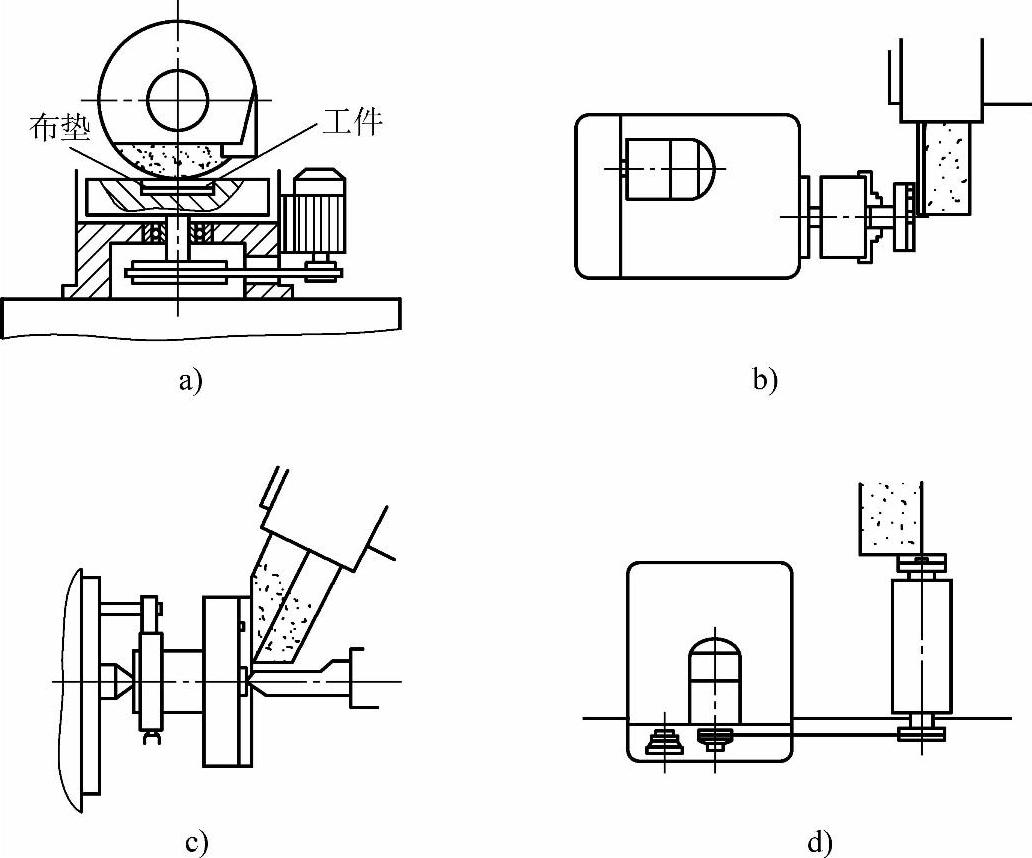
图7-49 磨摩擦片的夹具
在工具厂,硬质合金刀具的刃磨是一个长期困扰他们的工艺问题。随着磨削技术的不断进步,目前已从开槽砂轮发展到用超硬磨料磨具人造金刚石刃磨刀具,提高了刃磨效率,减少了磨削裂纹。用开槽砂轮实行间断磨削,在一些工厂也取得一定的效果。间断磨削是在砂轮的工作部位沿径向开设一定宽度、深度和数量的沟槽(图7-51),使砂轮与工件接触由连续接触变为间断接触。减小磨削力、磨削热由此,发挥磨削力的作用。防止磨削烧伤和磨削裂纹。间断磨削与普通磨削比较,生产率可提高1倍以上。
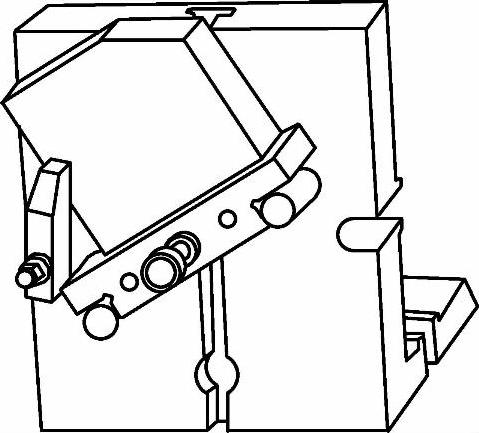
图7-50 用正弦规和精密直角铁装夹磨斜面
如上所述,先进磨具的应用对于磨削工艺的改革具有重大的意义。磨削工艺的改革包含了砂轮、设备的改进。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。