



大批量生产时,管材零件上的孔用冲孔的方法代替钻孔、铣孔等方法加工,具有生产效率高,制件表面美观,并可满足某些产品的特殊需要等优点。同时,管材冲孔不需要特殊的设备,在一般压力机上即可冲制,模具结构简单,因而可以纳入常规的生产工艺[16]。
管材冲孔与板材冲孔不同。由于板材是平面毛坯,冲压时凸、凹模对板材施加作用力而使材料产生分离,因此很容易完成冲孔加工。而管材是空心筒状毛坯,冲压时凸模接触的管壁是弧面而不是平面,因此设计模具时,需采取特殊的工艺措施及结构形式。
管壁冲孔模具,按其结构特征可分为有凹模冲孔、无凹模冲孔和橡胶模冲孔三类。
1.有凹模冲孔模
管壁有凹模冲孔时,根据模具工作时凸模运动方向与压力机滑块运动方向的关系,又可分为垂直冲孔和水平冲孔两种。所谓垂直冲孔,即凸模运动方向与压力机滑块运动方向相同,它是将凸模装于上模,随压力机滑块作上、下往复运动,而凹模则装于下模的悬臂支架上,凸模下行便可进行冲孔加工。由于这类模具的凹模是悬臂式安装,故常称为悬臂式冲孔模。水平冲孔时,凸模运动方向与压力机滑块运动方向垂直,它是将凸、凹模都装在下模上,即利用装在上模的斜楔推动下模上装有凸模的滑块作水平运动,达到对管壁冲孔(可同时对冲多孔)的目的。由于这类模具用斜楔机构驱动凸模作水平运动,因而可称为斜楔式冲孔模。下面介绍几副典型的模具结构。
(1)悬臂式冲孔模 图2-2-87所示为悬臂式单冲冲孔模结构图。凹模10压装在凹模支架5上,支架装于支座2中并由螺钉紧固。该管件壁部上的两个孔用两次行程冲出。冲完第一个孔后将管坯转动180°,当定位销11插入已冲的孔后,再冲第二个孔。该模具结构简单,适用于小批或成批生产。但缺点是悬臂支架受力情况差,当冲裁力或力臂较大时产生的弯矩大,故应进行强度校核。
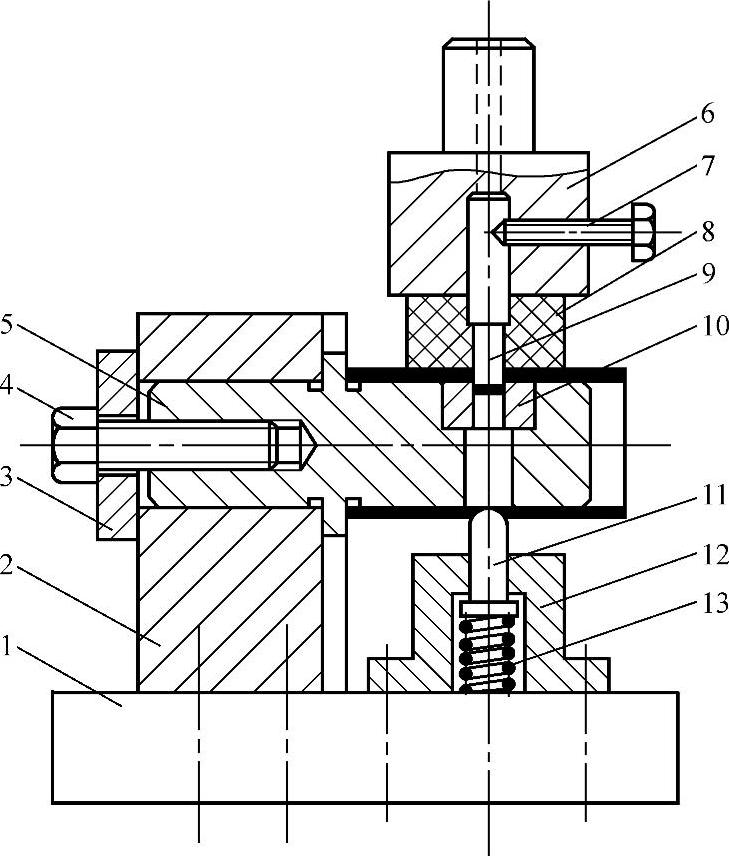
图2-2-87 悬臂式单冲冲孔模
1—下模板 2—支座 3—压板 4、7—螺钉 5—凹模支架 6—模柄 8—橡胶 9—凸模 10—凹模 11—定位销 12—弹簧座 13—弹簧
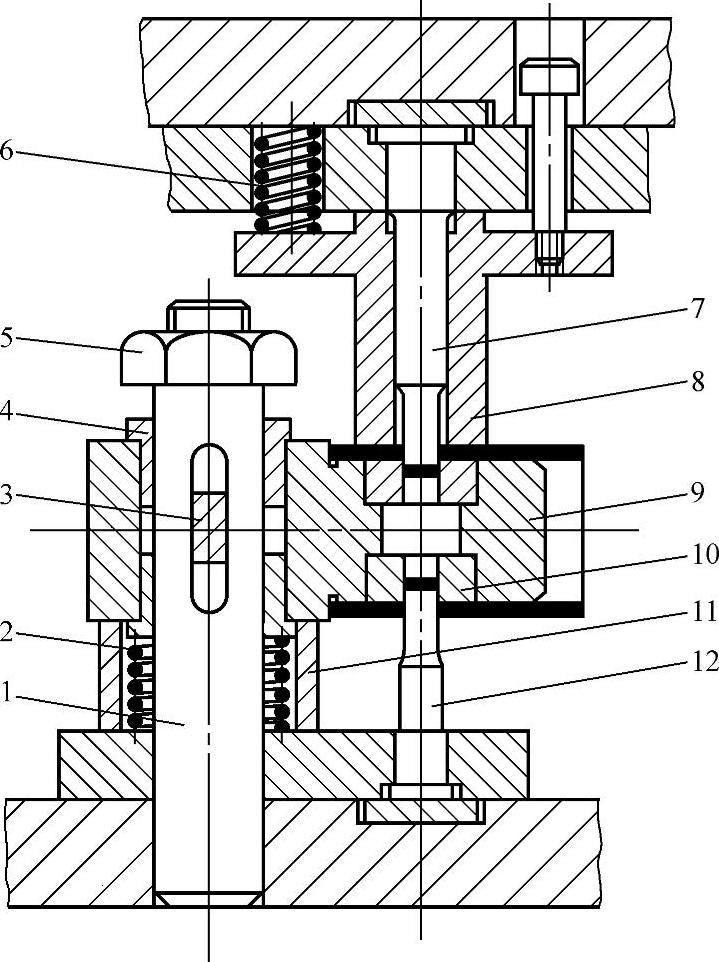
图2-2-88 悬臂式对冲冲孔模
1—导向柱 2、6—弹簧 3—滑键 4—衬套 5—螺母 7、12—凸模 8—卸料板 9—凹模支架 10—凹模 11—限位器
图2-2-88所示为悬臂式对冲冲孔模结构图。两凸模7、12分别装于上、下模上,凹模10压装在凹模支架9上。支架由导向柱1导向,可作上下运动,滑键3装于支架上并沿导向柱的滑槽滑动,以保证支架相对导向柱不发生转动。该模具在压力机的一次行程中,可同时冲出管壁上两个相对的孔。由于该模具采用同时对冲工艺,支架受力平衡,故可避免悬臂式单冲时产生较大弯矩而引起强度不足的问题。
(2)斜楔式冲孔模 图2-2-89所示为单斜楔式冲孔模结构。其工作原理是:当斜楔6下行时,靠斜面A使上滑块5向右移动,靠斜面B使下滑块3向左移动,则左、右凸模9、11同时进入凹模10,将管壁上两孔冲出。斜楔上行,上、下滑块靠弹簧15复位(上滑块的复位弹簧图中未示出)。冲孔废料则通过漏料孔排出。
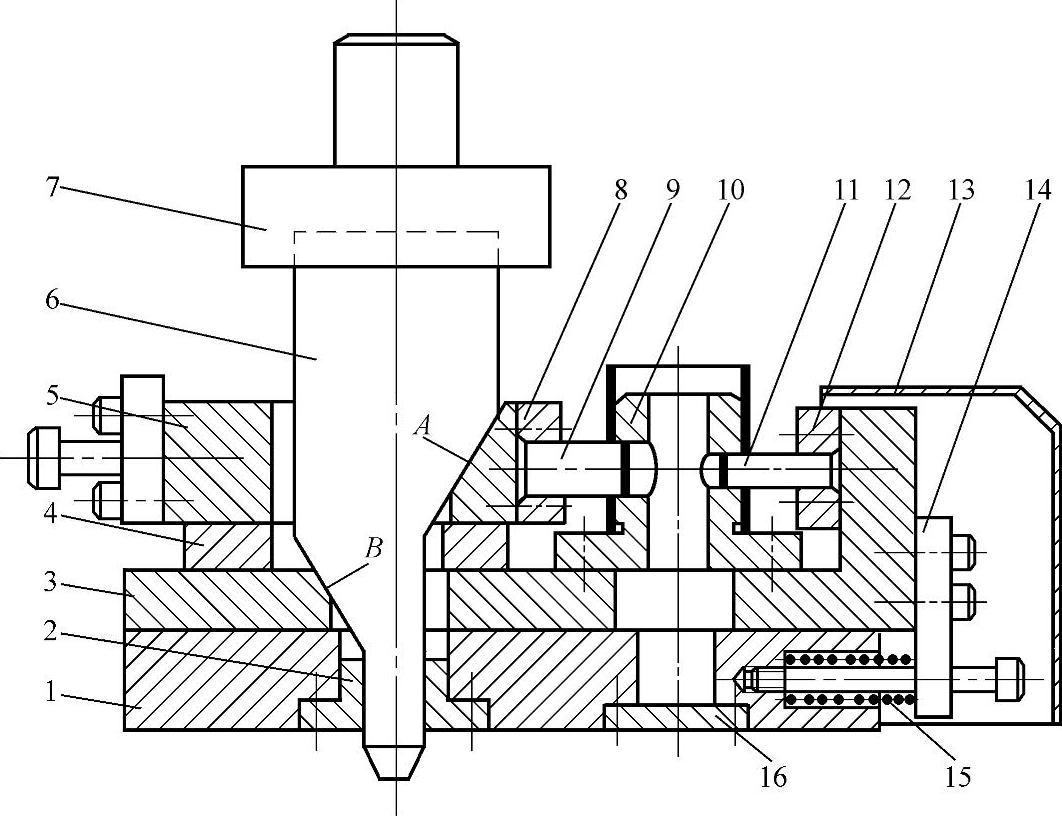
图2-2-89 单斜楔式冲孔模
1—下模板 2—导向套 3—下滑块 4—支撑板 5—上滑块 6—斜楔 7—模柄 8、12—凸模固定板 9—左凸模 10—凹模 11—右凸模 13—防护罩 14—挡板 15—弹簧 16—盖板
图2-2-90所示为双斜楔式冲孔模结构。该模具采用两个斜楔6,且模具结构左右对称。在压力机的一次行程中,可同时冲出管件左右侧壁上的孔。斜楔上行时,左、右滑块3靠斜楔及辅助弹簧5、15复位。冲孔废料则通过压力机工作台孔漏下。
斜楔式冲孔模与悬臂式冲孔模相比,具有如下特点:
1)左、右凸模同时进入凹模,凹模工作稳定,凹模强度更能得到保证。
2)斜楔将压力机滑块的垂直运动转变为凸模的水平运动,因此凸、凹模的对中不会受压力机滑块导向精度的影响。
3)缺点是模具平面尺寸较大,且斜楔、滑块的制造精度及凸、凹模的装配精度(保证凸、凹模对中)要求较高。
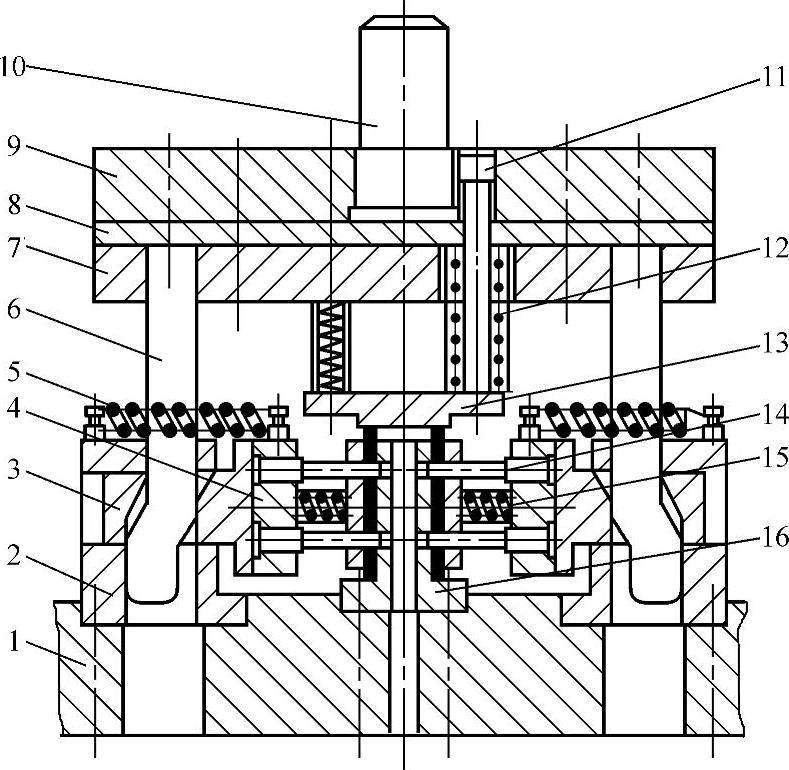
图2-2-90 双斜楔式冲孔模
1—下模板 2—导向板 3—滑块 4—凸模固定板 5、12、15—弹簧 6—斜楔 7—固定板 8—垫板 9—上模板 10—模柄 11—卸料螺钉 13—压料板 14—凸模 16—凹模
2.无凹模冲孔模
管壁无凹模冲孔,即是在管内无凹模支承的状态下,仅靠凸模对管壁实施冲孔加工。显而易见,管材在空心状态下冲孔,当凸模对管壁施加的压力超过管壁本身所能承受的能力时,管材就会被压扁,使冲孔加工无法完成。要想在管材上进行无凹模冲孔,首要的条件是最大限度地提高管材的承压能力(刚度)。因此,无论是在工艺还是在模具结构方面,都必须采取特殊措施,才能满足这一要求,从而保证冲孔加工得以进行。
(1)工艺特点 图2-2-91所示为管材对冲双孔模具简图,该模具呈上、下对称布置,是管材无凹模冲孔的典型结构之一。模具开始工作时,在上、下凸模9、10还未接触管壁之前,首先由上、下活动压料板5、4对管材压紧,然后上下凸模相继冲入管壁。当工作结束时,压力机滑块回程,活动压料板将管件卸下,完成一次冲孔过程。
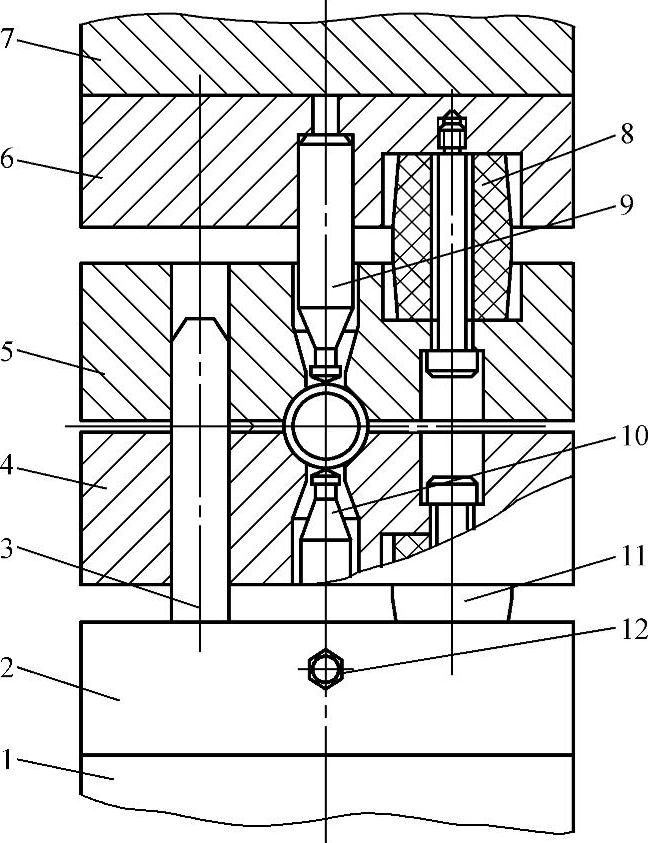
图2-2-91 管材对冲双孔模具简图
1—下模座 2—下凸模固定板 3—导向柱 4—下活动压料板 5—上活动压料板 6—上凸模固定板 7—上模座 8、11—聚氨酯橡胶 9—上凸模 10—下凸模 12—顶丝
冲孔加工过程如图2-2-92所示。由于冲孔前及冲孔过程中管材一直处于被压紧状态,这就大大增强了管材自身的刚度,使得管材在冲孔过程中避免了非稳定变形(因刚度不足被压扁)的可能性。因此,管材冲孔加工时,是由凸模将孔区的管壁逐渐顶入管壁内部,使材料由弹性弯曲到塑性变形,最后产生断裂分离的。
可以看出,管材无凹模冲孔与有凹模冲孔相比较,主要有以下特点:
1)在管材上进行无凹模冲孔加工,首要的条件是在冲孔开始前,就必须使被冲孔以外的全部管材都处于被压紧的状态下,直至冲孔过程全部结束。否则,管材在凸模压力作用下将产生压扁变形而使冲孔加工无法进行。因此,在模具上必须设置压紧装置,以提供足够的压紧力。
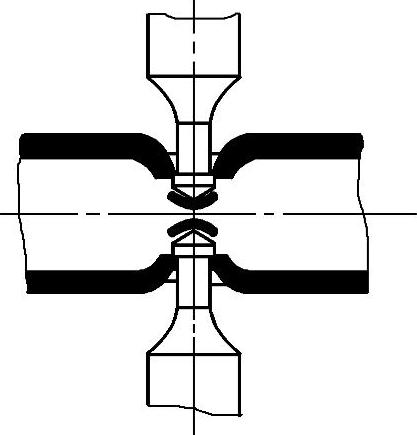
图2-2-92 管材冲孔加工过程简图
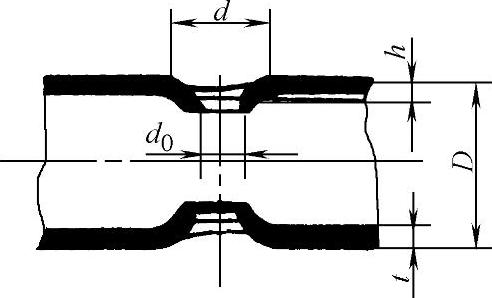
2)管材冲孔时由于无凹模支承,材料的弹性变形过程较长,弯曲变形程度也较大,故在冲出孔的周围形成一个“凹坑”(见图2-2-93)。“凹坑”的大小与管材的尺寸、管材种类、冲孔尺寸、模具结构、压紧力等因素有关。因此,管材无凹模冲孔只适用于允许被冲孔周围有“凹坑”的管件。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-2-93 管材冲孔时形成的“凹坑”
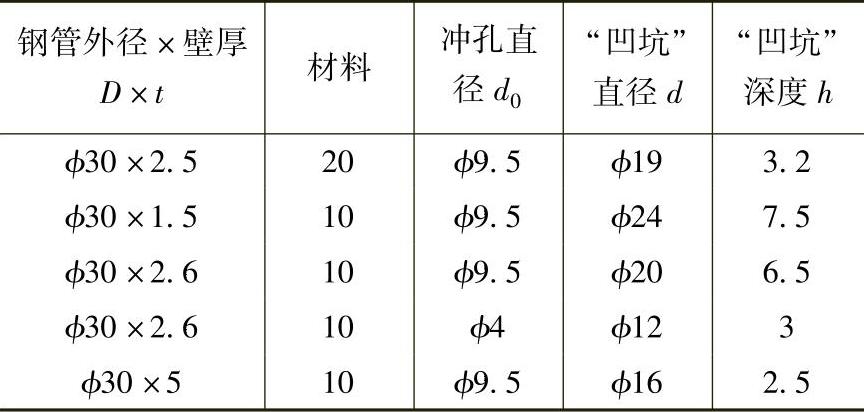
表2-2-42所列为外径ϕ30mm的钢管在压紧力相同而材料、壁厚、冲孔直径不同的情况下,形成的“凹坑”尺寸。由表可见,材料较硬、管壁较厚、冲孔直径较小时,则“凹坑”尺寸较小;反之“凹坑”尺寸较大。
表2-2-42 管材冲孔时形成的“凹坑”尺寸 (单位:mm)
3)管材在冲孔过程中,由于材料始终紧紧地靠在凸模上,因而凸模的发热及磨损比一般冲孔时严重,故设计模具时,应合理确定凸模的结构形式、材质及其热处理要求等。
(2)模具结构特点 管材无凹模冲孔模与一般冲孔模相比,仅在凸模结构及压紧卸料装置上有一些特殊的要求。
1)凸模结构形式。由于管材冲孔时凸模发热与磨损较一般冲孔严重,而且卸件困难,因此设计凸模时,应使其工作部位与管材的接触面越小越好。在圆管上冲孔时,由于凸模接触的表面不是平面,而是管壁的弧面,所以设计时还要注意使凸模不致偏心受力,否则极易折断。
图2-2-94所示为圆管冲孔的几种凸模结构形式。生产实践表明,图2-2-94d所示的凸模结构最好。该凸模冲孔时不仅对中性好,而且工作部位与管壁的接触面较小,故使用效果好。但这种凸模的中心尖处不是刃部,因而相对增加了凸模的工作行程,尤其在材质较软的管材冲孔时需较长的行程才能将材料冲断。图2-2-94a、b所示的凸模制造、修磨都较方便,但因其对中性较差,当材质较硬或管壁较厚时冲切阻力大,易折断。因此,图2-2-94a、b类凸模适用于材质较软或管壁小于2mm的钢管冲孔,图2-2-94c、d类凸模适用于材质较硬或管壁较厚的钢管冲孔。凸模选用Cr12等耐磨的工具钢制造,要求热处理硬度为56~60HRC。
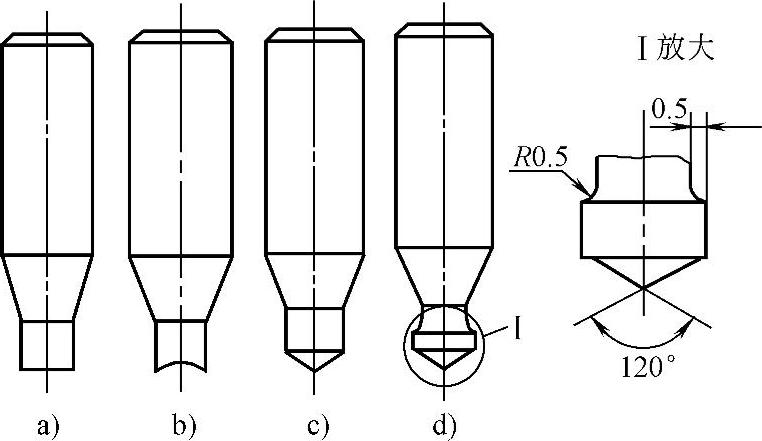
图2-2-94 几种凸模结构形式
2)压紧卸料装置。为了达到使冲孔开始前及进行中将管材一直处于压紧状态的要求,在模具上必须设置压紧装置。图2-2-95所示为在圆管上冲孔时的压紧装置,它由压料板3、聚氨酯橡胶2及卸料螺钉1组成。压紧装置起双重作用,不仅冲孔时对管材压紧,而且冲程完毕,压力机滑块回程时起卸料作用。生产实践证明,采用聚氨酯橡胶代替一般橡胶或弹簧作为弹性元件,使用效果好。
3)适用范围。管壁无凹模冲孔,由于在冲出孔的周围形成一个“凹坑”,因此,该工艺仅适用于允许被冲孔周围有“凹坑”的管件。对于大多数管件上的螺钉孔、铆钉孔或穿透孔,冲孔时形成的“凹坑”比用钻孔、锪孔、铣孔等方法加工的孔,使用效果好,而且管件表面平滑美观。如图2-2-96所示的管件,就是利用冲孔时形成的“凹坑”,很好地满足了管件的装配要求。由此可见,是否采用无凹模冲孔工艺,必须首先了解管件是否允许有“凹坑”。

图2-2-95 压紧装置结构简图
1—卸料螺钉 2—聚氨酯橡胶 3—压料板
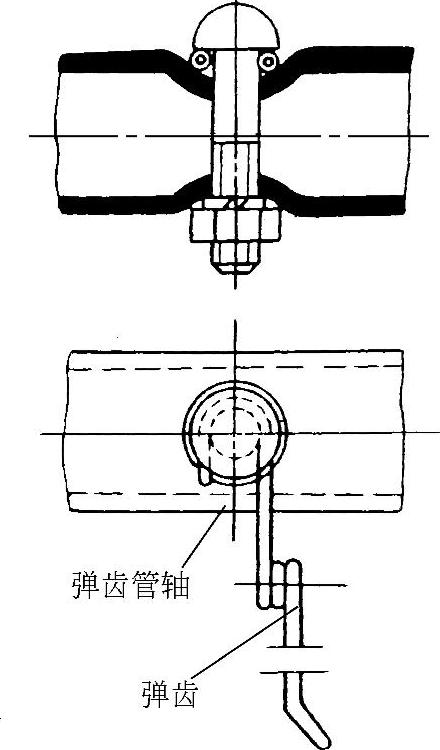
图2-2-96 管壁冲孔应用实例
管壁无凹模冲孔,除用于冲制圆孔、长圆孔或异形孔外,还可用于冲制切口(见图2-2-97)。该工艺与机加工孔相比,制造成本低,生产效率高,使用效果好,特别适用于农机、电器、轻工等产品上的管件冲孔,经济效益显著。
3.橡胶冲孔模
利用橡胶的易变形性和不易流散的聚合性,将其置于管坯内部作为弹性凸模,从而对管壁上任意形状的孔,实施冲切的工艺方法,称为橡胶模冲孔。用于冲孔加工的橡胶包括天然橡胶(黑色橡皮)和聚氨酯橡胶(人造橡胶)两类,由于前者所能承受的单位压力不高(一般小于40MPa),因而只能用于小批量生产中软材料和薄壁管件的冲切工作。聚氨酯橡胶是介于天然橡胶与塑料之间的弹性体,具有一系列独特的物理力学性能(参见第二章第八节),不仅强度高,允许的单位压力大(一般可达500MPa,若生产批量不大时,其允许单位压力可高达1000MPa),而且硬度范围大,耐磨、耐油、耐老化以及抗撕裂性能也较好,因此寿命长,可用于大批量生产。
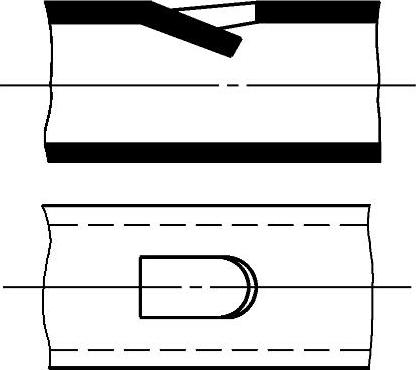
图2-2-97 管壁切口
(1)工艺特点 采用聚氨酯橡胶做弹性凸模,工具钢做刚性凹模,对管壁实施冲孔加工时具有以下工艺特点。
1)由于橡胶冲孔模为半模结构,即凸模为橡胶,仅需要制造钢质凹模,因而简化了模具制造,解决了钢质凸、凹模冲裁间隙小而配制困难的问题。
2)由于聚氨酯橡胶能产生较高的单位压力,故在管壁上冲切的孔径或槽宽可达料厚的1~2倍,甚至更小。实践证明,当单位压力为500~700MPa时,可在壁厚为1mm的铝合金管壁上冲出槽宽为0.5~0.7mm的小孔。据前苏联有关资料报道,利用聚氨酯橡胶冲孔时,管坯直径一般为20~100mm,能冲出的孔径为4~40mm;管壁厚度为0.6~1.5mm时,冲出的孔径甚至可达2~3mm。可用于冲切的材料有普通碳钢、不锈钢、有色金属及其合金等,除脆性材料外,都可用橡胶模进行冲孔加工。
3)与用聚氨酯橡胶冲模冲裁平板零件一样,管件冲孔断面的质量很好,没有毛刺,但靠管件的内侧,由于聚氨酯橡胶的作用而形成很小的圆角,这和采用机床钻孔或铣孔而形成的内侧毛刺相比,具有很大的优点,免去了内部打毛刺的困难。
4)由于冲切过程中,聚氨酯橡胶首先对管径进行校正,而后按刚性凹模刃口进行冲切,因而冲孔尺寸精度高。冲出的孔径尺寸精度一般可达IT9~IT11级,孔大而料薄时,可高达IT6~IT7级。
(2)模具设计要点 橡胶冲孔模具结构如图2-2-98所示,它主要由整体的凹模护套1、凹模2、聚氨酯橡胶棒4和压头5等零件组成。模具工作时,首先将管坯3置于凹模中,再将聚氨酯橡胶棒连同压头(用聚氨酯粘胶液将聚氨酯橡胶棒和压头粘接起来)一起插入到管坯内。随着压力机滑块下行,压头下压,使橡胶棒产生轴向压缩变形而充满管坯内腔,此时先对管径起校正作用。当压头继续下压时,封闭在管坯内的橡胶单位压力急剧上升,直至使材料在凹模刃口附近产生微裂纹而最终分离,便完成了整个冲孔加工过程。
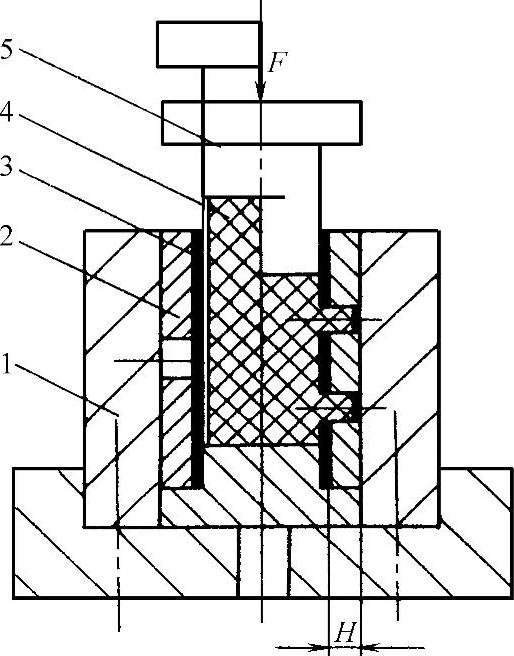
图2-2-98 橡胶冲孔模具结构简图
1—凹模护套 2—凹模(分块结构) 3—管坯 4—聚氨酯橡胶棒 5—压头
冲孔凹模的壁厚H值(见图2-2-98)必须合理确定,它不仅影响冲裁工艺能否顺利完成,而且还影响冲孔断面质量、冲裁力大小和橡胶棒的使用寿命。根据生产经验,壁厚H值可按下式确定
H=2.5(1+A10)t(2-2-29)
式中A10——管坯材料的相对伸长率(%);
t——壁坯壁厚(mm)。
凹模一般采用T8A、T10A普通工具钢制造,淬火回火后硬度为56~60HRC。若凹模壁厚较薄或冲孔形状比较复杂时,最好采用淬火后变形小的合金工具钢,如Cr12、Cr12MoV等。
聚氨酯橡胶的硬度选择应当合理。为实现冲切工作,要求聚氨酯橡胶轴向受压后能够较容易产生横向变形,以达到冲孔所需要的单位压力。根据生产经验,一般选取邵氏硬度70~80A为宜。聚氨酯橡胶棒的直径以完成冲切工作后能够从管坯内顺利取出为原则,尽可能使其大一些,这样可以减少聚氨酯橡胶的变形量,有利于提高其使用寿命和降低压力机吨位,一般可取较管坯内径小4%~6%即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。