



缩口变形程度用缩口率表示,它与缩口系数互为余数。
(1)缩口系数 缩口系数K表示缩口变形程度,工件的缩口系数K反映了切向变形大小。
K=d/D0式中 K——缩口系数;
d——工件缩口后口部直径(mm);
D0——工件缩口前口部直径(mm)。
(2)成形极限 一次缩口所能达到的最小缩口系数称为极限缩口系数Kmin。极限缩口系数与材料的相对厚度(t/d0)、绝对厚度、表面氧化物致密程度和抗拉强度有关,也与模具的表面硬度、结构形式、摩擦因数等有关。其中,摩擦因数又与模具材料与缩口材料的亲和力有关。材料塑性越好,厚度越大,或者模具结构中对管壁的支持作用越好,缩口系数K值越小。
缩口坯料的绝对厚度和表面氧化层致密程度对缩口率的影响,目前尚无专深的研究,但实践表明,上述两项指标,对于材料的自蠕合能力有至关重要的联系;不锈钢表面氧化层Cr2O3有致密的分子结构和较高的抗拉强度,所以不锈钢材料与普通钢材料的缩口系数有区别,成形极限数据不能代用。
为提高极限缩口变形程度,料厚2mm以上的可以采用变形区局部加热的方法,料厚2mm以下的不建议采用此法。这是因为加热后产生的氧化皮加大了模具与材料间的摩擦力,令工作条件恶化,全部或大部分抵消了材料加热后的变形优势。
局部加热时宜采用感应加热或隔焰加热,避开火焰直接加热。
关于不锈钢缩口系数,实践证明,在不锈钢餐厨具生产中,当t/D>0.05时,用缩口系数来判别缩口的工作道次较为方便。当t/D<0.05时,每道次的缩口量用料厚的倍数来计算比较可靠。不锈钢坯件单次缩口量(直径)与t/D的关系见表7-1。
表7-1 不锈钢坯件单次缩口量(直径)与t/D的关系(https://www.xing528.com)

一般情况下,不锈钢材料经过二道缩口后,冷作硬化已十分严重。需入炉作再结晶退火。退火需在真空炉中进行,否则暴露在空气中加热生成的氧化膜,对于材料的自蠕合能力有很大的妨害。
(3)缩口道次 由较大直径一次缩口成较小直径,材料受压缩变形太大有可能出现起皱。此时需要多次缩口。缩口道次n可由零件总缩口系数K0与平均缩口系数Ka估算式为
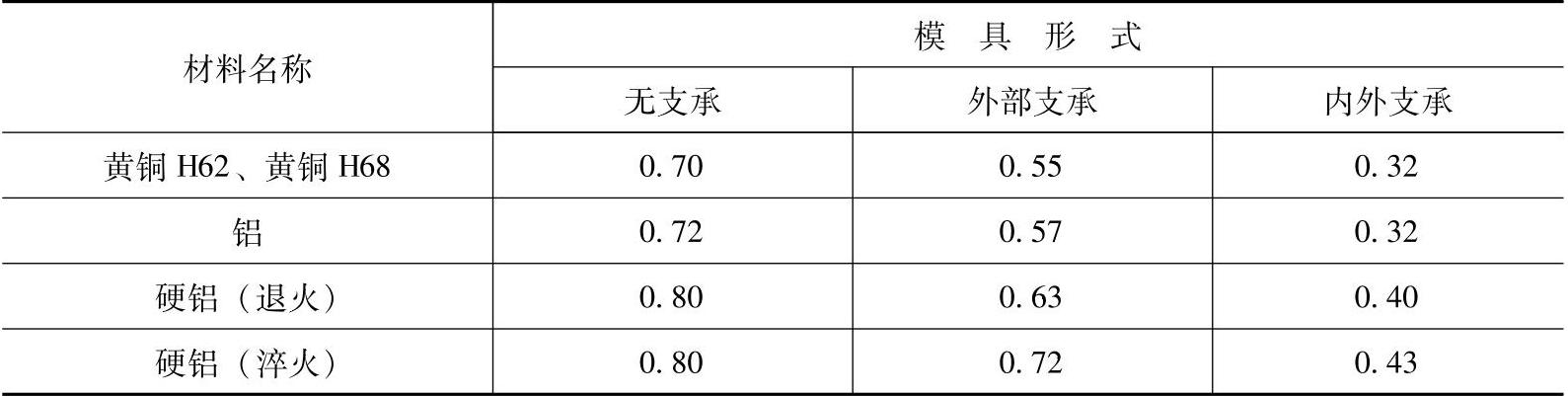
表7-2给出的不同材料、不同模具形式的平均缩口系数的理论计算值。
表7-2 平均缩口系数的理论计算值

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。