



仰焊的操作难度较大,它不像其他焊接引燃电弧就可以试着进行焊接。下面以板厚12mm、开单面V形坡口的仰焊为例来说明一般的仰焊焊接的操作要领。若焊条选用E347—16(A132),坡口间隙在3~4mm,则焊条直径为ϕ3.2mm。焊接电流强度的选择以使液态金属能顺利地向熔池过渡,又不出现迅速的坠瘤现象为宜。焊条角度为焊条沿焊接方向与焊缝中心线成85°左右。
一、仰焊操作要领与注意事项
1.操作要领
如图3-71所示,在仰焊时,当电弧引燃后先在坡口一侧的底部压低电弧点上一点,然后迅速熄弧,等这一点的焊缝金属呈暗红色时再迅速起弧接着在坡口底部的另一侧再点上一点,并使两点相连形成熔池,然后再迅速熄弧。依照上述焊接方法在坡口两侧断续地引弧焊接。在焊接时如果坡口间隙逐渐减小并消失,就可将上述的两点法的焊接方法变成一点法的焊接方法。在施焊时,断续引弧的时间间隔应根据熔池的温度的变化而选定。
2.操作注意事项
1)在仰焊时要求施焊者对熔池的观察和对熔池温度的判断更及时、准确。不锈钢焊接采用E347—16(A132)焊条进行头遍焊时,由于药皮熔渣和液态金属的密度不同,若焊接电流强度过大、熔池温度过高,药皮熔渣会迅速向上浮动,同时液态金属迅速坠落或下塌。熔池的尺寸越大、温度越高时,焊缝金属结晶的时间也越长,焊缝金属也就越容易下塌甚至坠落。
为了避免上述情况的产生,首先要根据焊条的种类来选择好焊接电流的强度,由于不锈钢焊条焊缝金属下塌和坠落的趋势大于碳钢焊条,因此不锈钢焊条仰焊时,焊接电流强度就应较小一些。
2)仰焊时控制熔池的温度,除了对焊接电流的调节外,引弧点的位置是否合适也是一个重要的方面。应在坡口内温度相对较低的点处引弧,若在坡口内温度相对较高点处引弧,该点处的液态金属就有迅速下塌的可能。
3)仰焊时除了控制熔池的温度外还应控制熔池的熔深,在仰焊的头层焊接中,熔池的深度越大,就越容易出现熔池的下塌,而且这种情况下的下塌往往是大面积的下塌,并使坡口的底部出现槽状的深沟。如果出现这种情况,就应熄弧立即停止焊接。若仍然在下塌处的上方继续施焊,不但不能填平坡口内下塌后的槽状深沟,反而会使下塌继续增大。
二、仰焊操作工艺
1.仰焊头层焊接
仰焊头层焊接,只要能够形成熔池,而且熔池的熔深不过大即可。仰焊熔池的温度还可以通过改变焊条的角度和在引弧点停顿的时间来加以控制。仰焊头层焊接时,对弧长的控制也是应当掌握的焊接操作基础之一。如果在引弧后电弧过长,熔滴过渡时由于电弧疲软,推力不够,必然形成大面积的下塌。
在仰焊时为了避免液态金属的下坠和塌陷,在焊接时一定要做到稳、准结合,电弧的长度一步到位,正对坡口两侧的根部,利用电弧的推力,将熔滴吹至焊缝。只有这样,才能在熄弧后熔池液态金属下坠的瞬间结晶。
在仰焊的头层焊接的过程中,要随时观察并控制好熔滴向母材的过渡和与母材的熔合。如果发现在坡口两侧的焊层形成了高低不平的夹渣点,而在焊层的中部又过于突出时,应及时调整焊条的角度和电弧的吹动方向。
如图3-72所示,电弧在坡口的一侧引弧后,停留的时间根据形成熔池的宽度确定,然后从引弧点向坡口内侧带弧,并采用三角形的运条方法带至坡口的另一侧后迅速熄弧。接着按同样的方法在坡口的另一侧引弧后进行焊接。这样可以避免因在焊缝中间处频繁引弧促使熔池中间的焊缝金属长时间处于流动状态,造成液态焊缝金属下坠。(https://www.xing528.com)
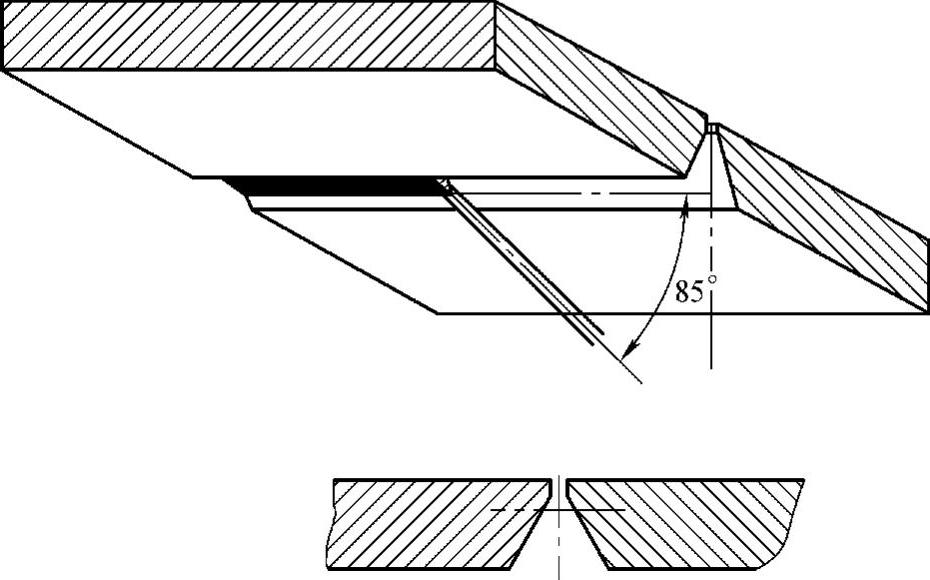
图3-71 单侧坡口仰焊的操作
2.仰焊的二层焊接
头层焊接完成后,将焊渣清除干净,若坡口两侧含有过深的夹渣点,应用砂轮手工打磨去除,再进行第二层的焊接。仰焊的二层焊接的电流强度要大于头层的焊接电流强度,并能够轻松地形成熔池,对其自如地进行控制。
二层焊接时,可根据熔池的大小和温度确定焊条横向摆动的幅度。在电弧横向摆动时,电弧每到坡口的一侧,都要根据中间熔池的温度来确定电弧在坡口两侧停留的时间。如果熔池中间的温度不高,也无下坠的趋势,电弧每运行到坡口的一侧,稍做稳弧形成比较饱和的熔池,即可将电弧带到坡口的另一侧。如果熔池中间的温度较高并呈有滴落的状态时,若这时频繁地做摆弧动作,熔池中的液态金属便会迅速向下坠落。在这种情况下,如果仍然使电弧每运行到坡口的一侧稍做稳弧,便将电弧带到坡口的另一侧,熔池中间较高的温度就得不到缓解。
降低熔池的温度有三种方法:一是适当降低焊接电流的强度;二是采用单向运条法,即在电弧做了一次横向摆动后,在坡口边部稍做稳弧后,将电弧抬起绕到坡口的另一侧,重新引燃电弧再进行焊接,如图3-73所示;第三种方法可采用电弧上移法,即电弧在坡口的一侧稳弧后可根据熔池的温度将电弧由短弧迅速变为长弧,这时电弧抬起的高度可稍高一些,也可低一些,再将电弧回落到稳弧点做稳弧动作。然后将电弧移动到坡口的另一侧依照上述的焊法继续进行焊接。
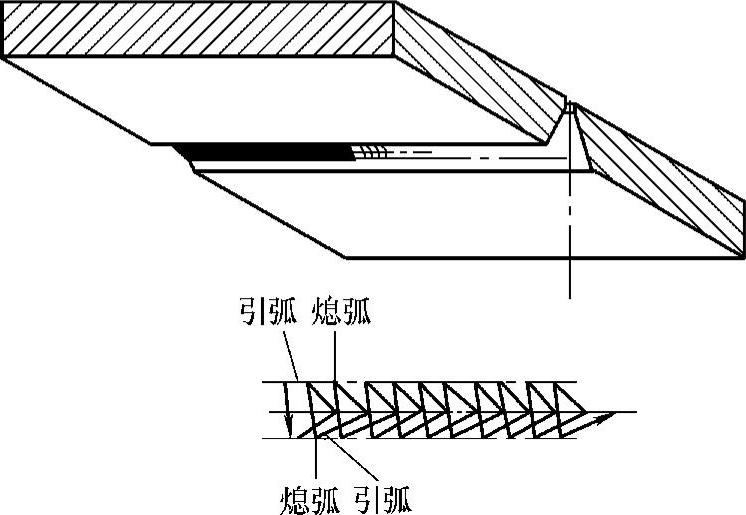
图3-72 仰焊的操作示意图
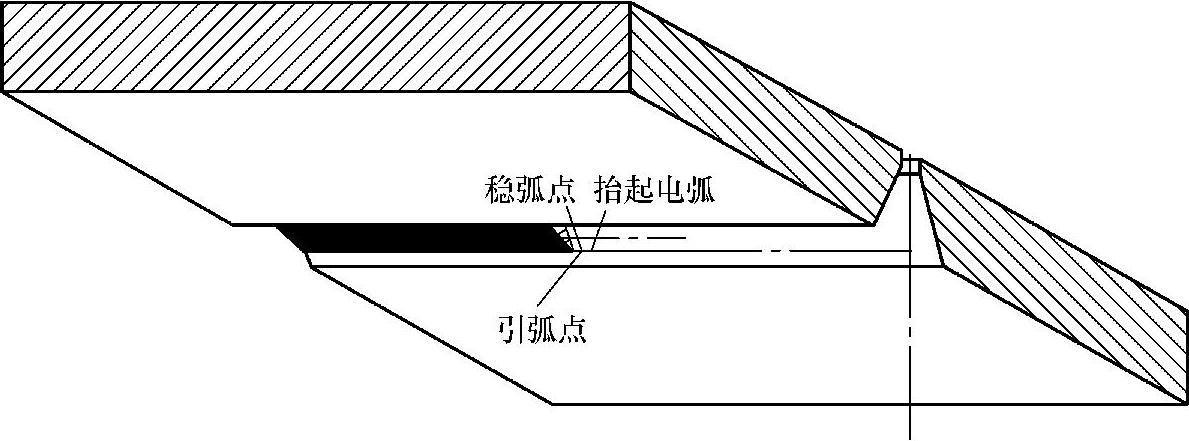
图3-73 单向运条法
三、仰焊焊接的运条和封面焊
仰焊焊接的运条一般采用横向摆动的方法。二遍焊接完成之后,焊缝的表面应稍低于母材表面,在清除干净焊渣之后进行封面焊的焊接。封面焊时,使用碳钢焊条如E4303(J442),可采用前面叙述的电弧上移法;若使用不锈钢焊条如E347—16(A132),可采用前面叙述的单向运条法即所谓挑弧续弧续焊法。这种方法如果应用得好,封面焊的焊缝表面可形成光滑的鱼鳞状。
封面焊的焊接电流强度可根据仰焊熔池的熔深和对熔池的控制程度确定,在一般情况下应稍小于二层填充时的焊接电流强度。
仰焊的头层封底焊接如采用碱性低氢焊条,宜采用连弧焊接。其焊接的方法同碱性低氢焊条平焊头层单面焊双面成形的封底焊接基本相同。仰焊的封面焊也可采用立焊封面焊时的电弧上移法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。