



电子束表面强化是利用高能量密度的电子束加热进行表面淬火的新技术。电子束加热可以达到106~108W/cm2的能量密度。其加热的原理是利用电子枪发射的电子束轰击材料表面,使电子流穿过表层,进入表层一定的深度,碰撞材料的原子并赋予能量,由该能量转换为热能而实现表层的高速加热。图3-14所示为电子束的产生及工作示意图。
电子束的能量密度最高可达109W/cm2(通常控制在103~105 W/cm2)。如此大的能量作用在金属表面,使其以103~105℃/s的高速升温,在1/5~1/3s这样极短的时间内可达1000℃的高温,使钢的表面完成奥氏体相变。
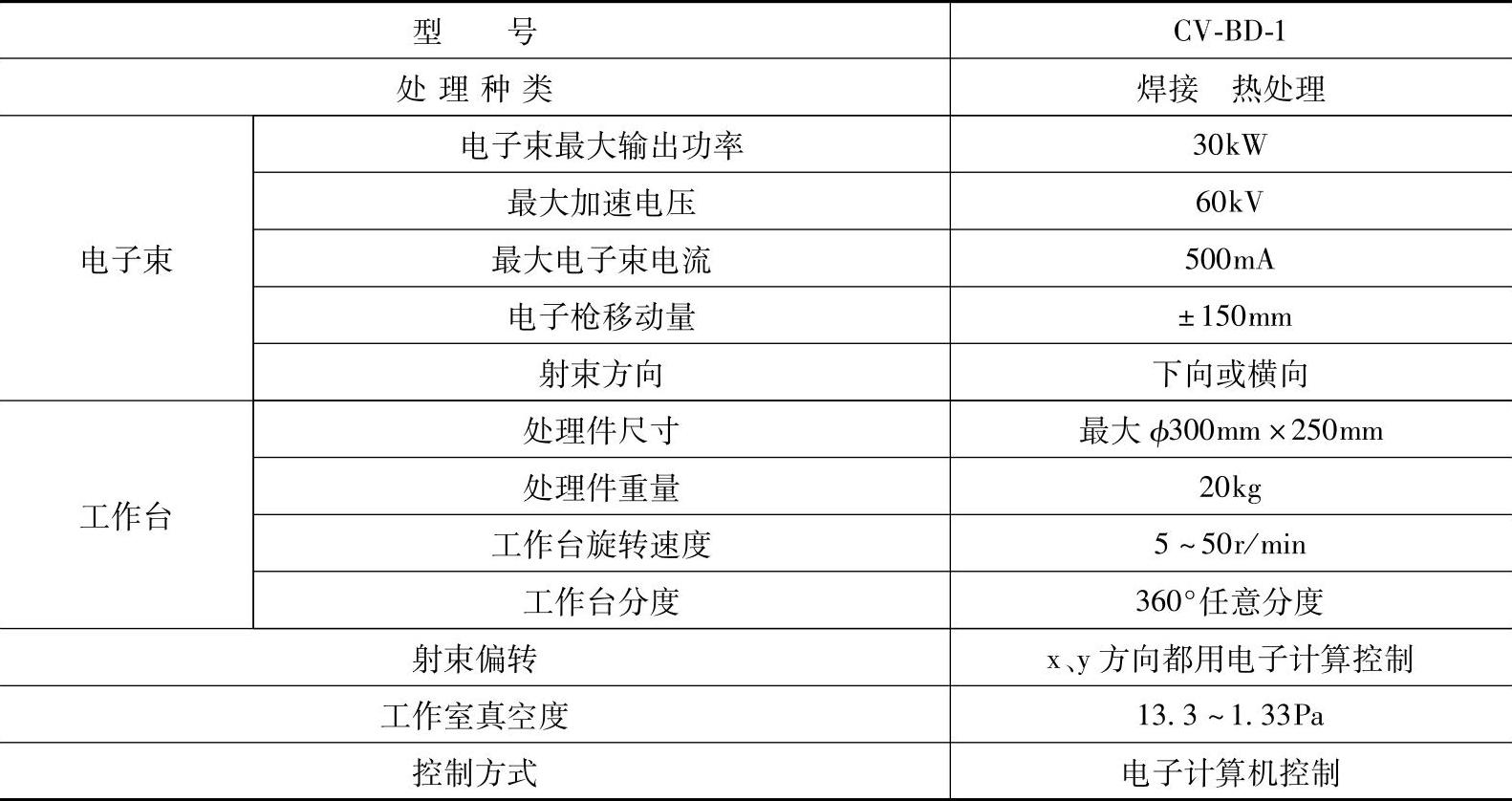
电子束加热设备包括电子枪、高压油箱、聚焦系统、扫描系统、真空工作室、传动及监控系统等,如图3-15所示。CV-BD-1型电子束热处理装置的技术数据见表3-48。
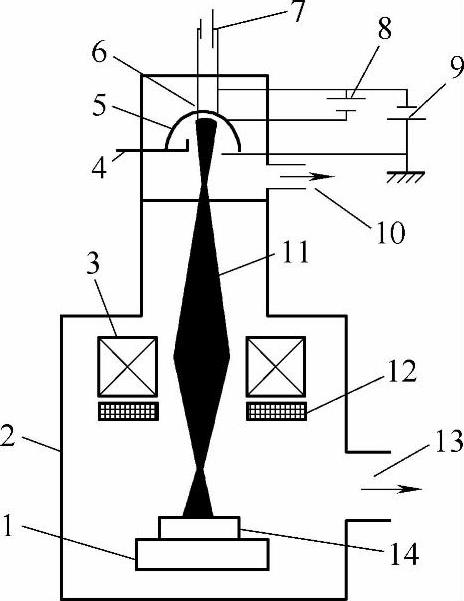
图3-14 电子束的产生及工作示意图
1—工作台 2—加工室 3—电磁透镜 4—阳极 5—栅极 6—灯丝 7、8、9—电源 10、13—排气口 11—电子束 12—偏转线圈 14—工件
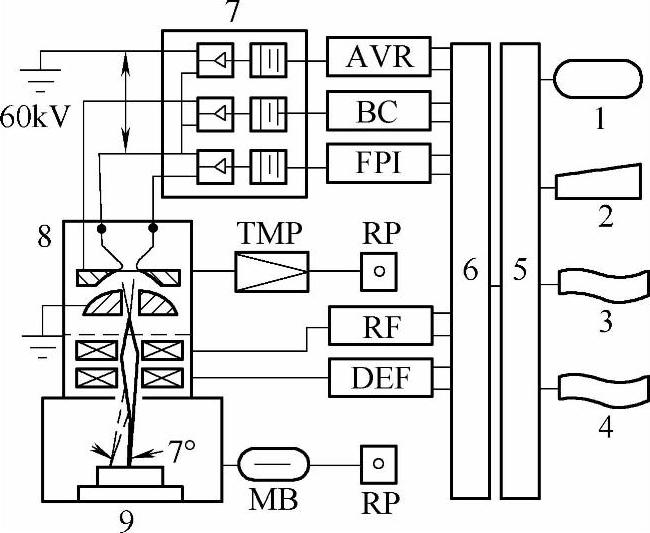
图3-15 电子束热处理装置构成示意图
1—阴极射线管 2—键盘 3—纸带穿孔器 4—纸带读出器 5—小型电子计算机 6—接口 7—高压油箱 8—电子枪 9—处理室
表3-48 CV-BD-1型电子束热处理装置的技术数据(https://www.xing528.com)
电子枪是最主要的部件,图3-15中电子枪室的真空度为1.33×10-2~1.33×10-3Pa,在灯丝中通以主电流,加热到约2500℃并放出电子。灯丝和阳极间加高压(最大控制在60kV),使电子被加速成直线的密集的高速电子流,从阳极中央的孔穿过。
高压油箱用于为电子枪提供加速电压、灯丝电压及栅板偏压等直流电源。通过聚焦系统可将射束焦点控制在所需距离上,有x、y正负方向4个偏转线圈,用来将射束转移到任意的位置。
电子束表面强化的特点:①可进行选择性的表面改性。凡是能观察到的地方,不论形状复杂的部位、深孔,还是台阶或斜面,都可很方便地实现改性操作;②设备功率大,能量利用率高。目前激光器功率最大不超过20kW,而电子束功率最高可达200kW,能量利用率为激光束加热的8~9倍,能耗为高频感应加热的1/2以下,属节能环保技术;③工件畸变小,表面质量高,处理在真空中进行,无氧化脱碳,表面光亮,节省了后续加工工序;④电子束参数可以严格控制,表面强化的位置、深度等工艺参数和性能指标也能严格控制。
和激光热处理相比,电子束热处理的缺点是工件必须置于真空室内,装卸不方便。但电子束热处理加热效率比激光高,不需要激光热处理的“表面黑化”过程。电子束处理的应用范围与激光处理基本相同,涉及表面淬火、表面合金化、非晶化、表面熔凝等众多领域。但目前电子束的应用范围不如激光广泛。
表3-49为42CrMo钢模具电子束表面淬火的效果。
表3-49 42CrMo钢模具电子束表面淬火
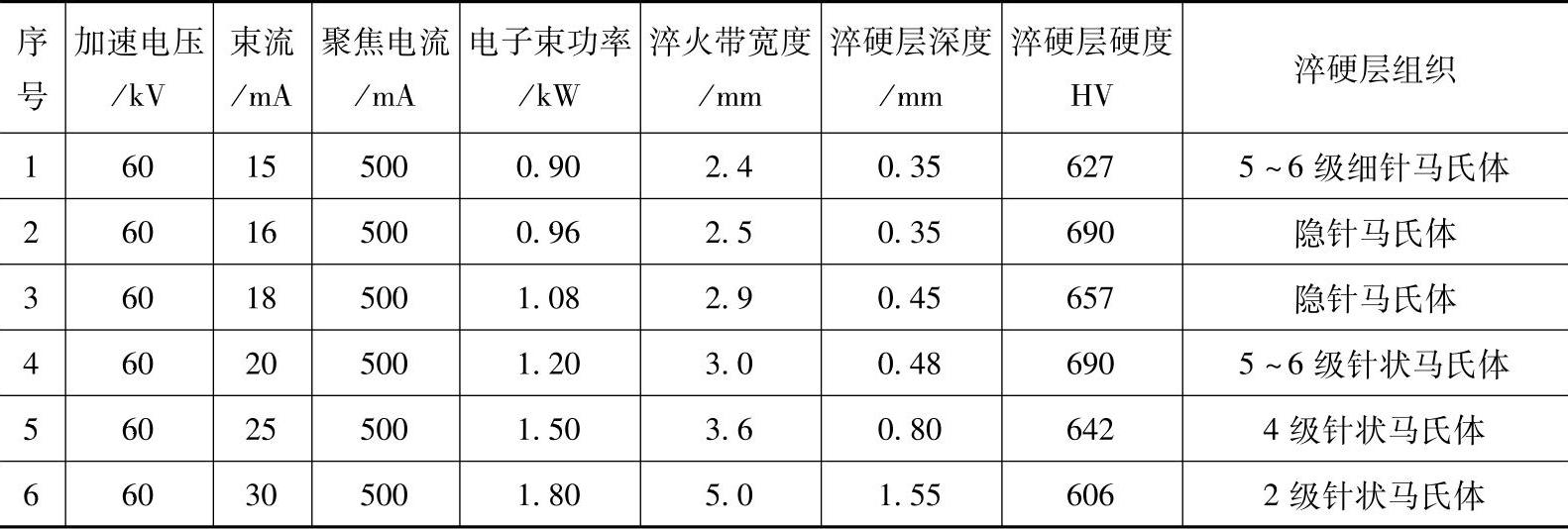
注:试样尺寸为10mm×10mm×50mm,表面粗糙度为Ra0.4μm;所用的设备为30kW电子束焊机,加速电压为60kV,聚焦电流为500mA,扫描速度为10.47mm/s,电子枪真空度为4×10-2Pa,真空室真空度0.133Pa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。