



枝杈类零件包括十字轴、三销轴、星形套、三通与四通管接头、滑动叉与万向节叉等零件,这些零件采用传统的开式模锻生产时,其飞边金属损耗常超过30%,有的高达50%以上,且零件的力学性能低,采用可分凹模闭式模锻可有效克服这些缺点,凸显闭式模锻的优越性。十字轴可分凹模闭式模锻已有多种文献与参考资料,下面仅介绍三销滑套与星形套、三通管接头和滑动叉的闭式模锻关键技术。
1.例40 三销轴与星形套闭式模锻[76,77]
(1)三销轴闭式模锻工艺分析与工艺方案制订 三销轴与十字轴均属于枝叉类异形件,其形状结构上的不同之处是:十字轴是四根轴颈相互垂直且每对应的两根处于同一轴线,而三销轴是三根轴颈相互呈120°均匀分布。因此,三销轴适于采用以径向挤压为变形特征的可分凹模闭式模锻工艺。
三销轴为轿车等速万向节传动轴上的零件,尺寸小,故一般采用冷态可分凹模模锻工艺,主要在三个轴颈外圆柱面(单边)留0.3mm以下的磨削余量、内孔留有加工余量,其余尺寸均达到零件要求,其精密锻件图如图8-142所示。其工艺流程为:坯料→退火+表面处理→闭式模锻成形→冲孔。
三销轴以径向挤压为变形特征的可分凹模模锻,其金属变形流动过程、工艺参数的计算方法及确定等与十字轴可分凹模的相同,故不再作详细论述。
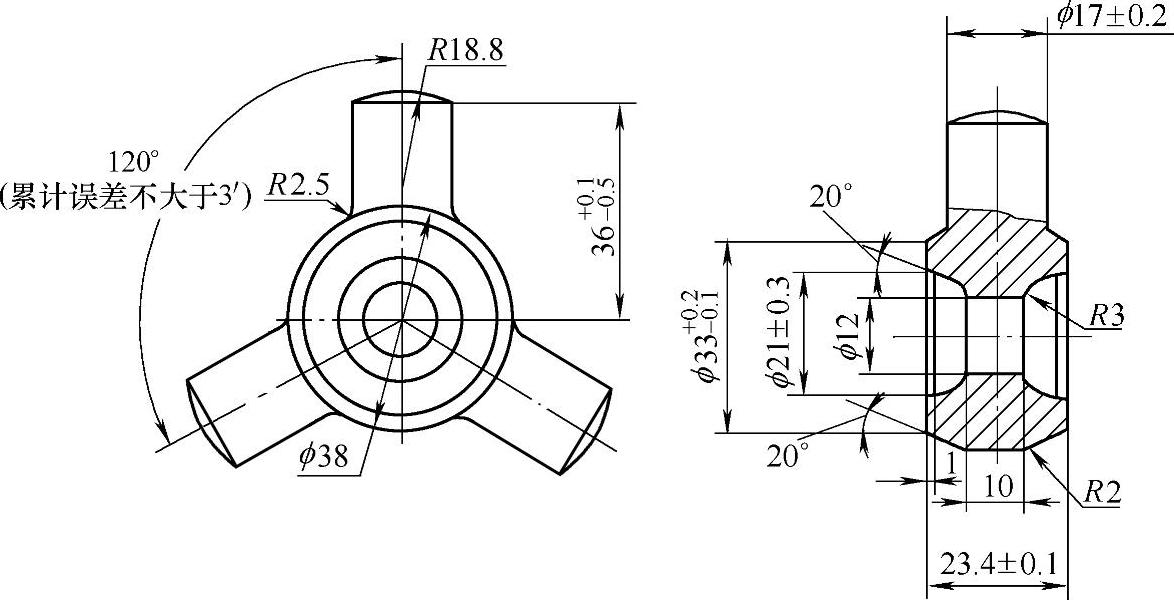
图8-142 三销轴精密锻件图
(2)星形套模锻工艺分析与工艺方案制订 星形套属于短轴类锻件,因作者与部分生产等速万向节零件的厂家的思路相同,即与三销轴等零件使用同一副水平可分凹模通用模架,因此,将其可分凹模精密模锻工艺及模具设计均与三销轴可分凹模精密模锻归纳在一起进行论述和介绍。
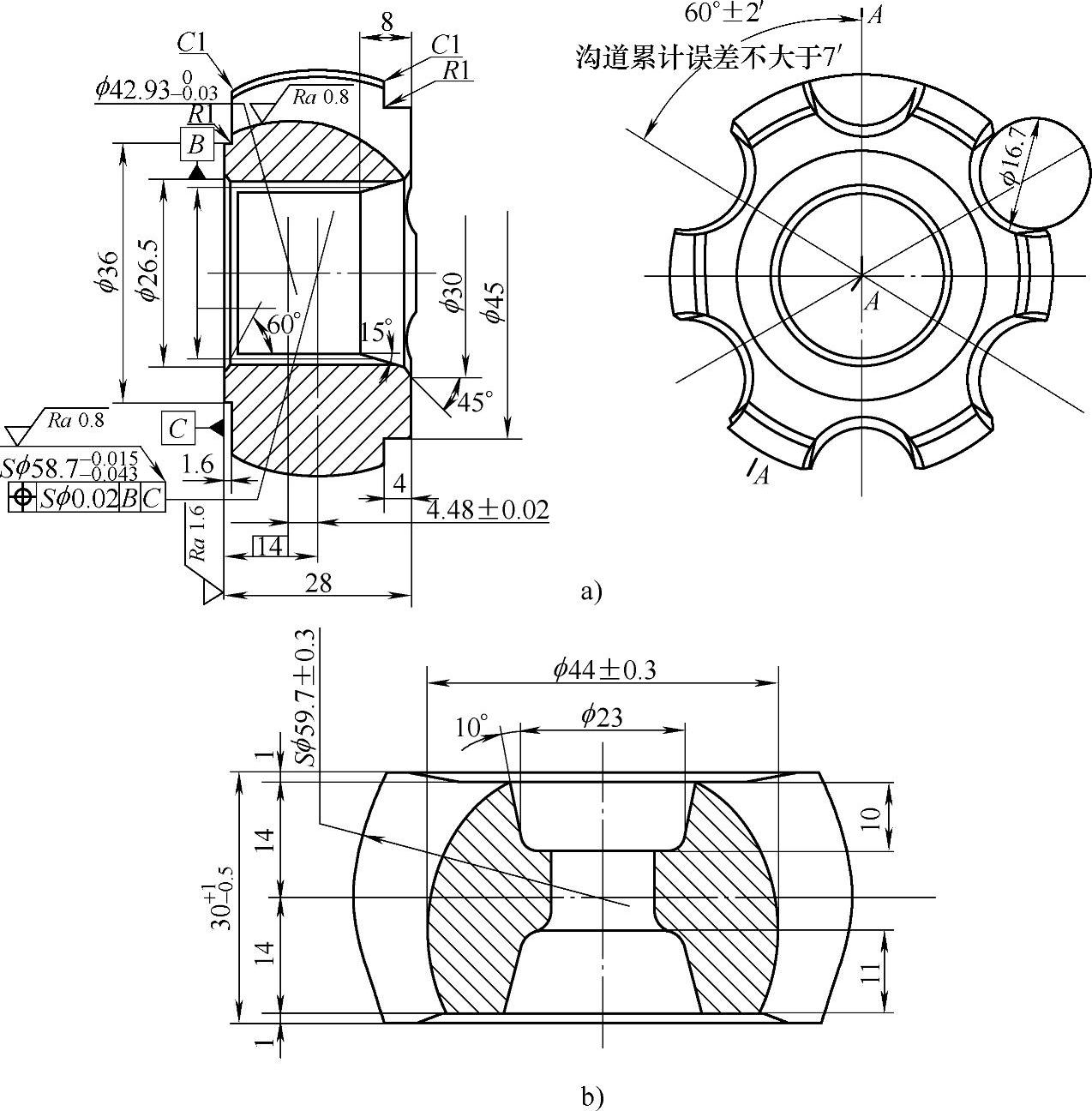
图8-143 星形套零件图与精密锻件图
a)星形套零件图 b)精密锻件图
1)精密锻件图的设计。图8-143a所示为星形套零件图,其外形为ϕ58.7mm的球面,其球面上沿轴向均匀分上6条滚珠球道(与钟形套球形内腔对应),球道底面为ϕ42.93mm的圆弧,球道直径为ϕ(16.7±0.01)mm,中心为花键孔。与钟形套内腔上的6条滚珠球道一样,必须采用进口的双轴球道数控磨床进行磨削加工,因而球道表面与外形球面均只能留0.3~0.4mm的加工余量;中心花键孔只能锻出带有余量的内孔,然后采用拉削方法加工花键孔;上、下台阶应简化为平面,待机械加工时加工出台阶。由此所设计的精密锻件图如图8-143b所示。
其闭式精密模锻工艺流程为:坯料→退火+磷化与皂化→预锻→闭式冷精锻→冲孔。
2)工艺参数计算。
①坯料尺寸的确定。采用圆柱体坯料,取直径为ϕ34.5mm,坯料根据体积相等的原则计算得到高度为50.5mm。
②坯料的制坯处理。根据冷模锻工艺的要求,必须对坯料进行制坯处理,它包括软化处理、表面处理及润滑处理。
③变形程度的计算。如前所述,采用高度缩减率εH表示变形程度,由坯料高度H=50.5mm,锻件高度h=(30-1)mm=29mm得:εH=(H-h)/H×100%=(50.5-29)/50.5×100%=42.6%,小于20GMnTi钢的冷镦许用变形程度ε许=65%~70%,表示完全可以一次闭式冷精锻成形。虽然在上述工艺流程中有预锻和精锻两个变形工步,但均以镦粗变形为主要变形方式,所计算的变形程度包含了两个工步的变形程度。
(3)星形套闭式温锻工艺分析与工艺方案制订 经过温热锻造的星形套,首先是对最费事的轴承滚珠球道进行机械加工,外周球形部分不必切削加工,仅于渗碳处理后进行磨削加工。由于产品的上、下端面与滚珠球道或外周之间的位置偏移可以取为0.1mm以下,故切削余量变得非常少。
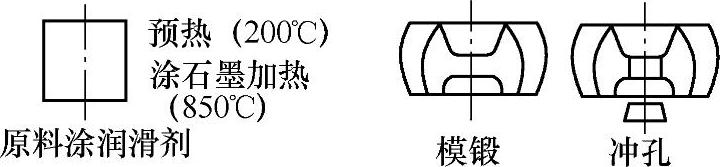
图8-144 星形套的温锻工序
星形套的温锻工序如图8-144所示,锻件图如图8-143b所示。
其中,温锻时加热温度与工件尺寸精度的关系为:温热锻造是将坯料在650~900℃的较高温度领域中加热后进行加工的方法。
(4)模具结构设计
1)模具设计要点。图8-145所示为星形套闭式锻模结构原理图,该闭式锻造采用可分凹模闭式镦挤成形。上凸模6连同上凹模5随滑块下行,与下凹模3闭合形成封闭空间。继续下行,推动活塞1作用到液压油上,产生油压,对闭合凹模施加合模力,下凸模2不动,上下凹模一起下行对坯料4进行闭式锻造。这种方法通过一次成形即可获得复杂形状的无飞边精密锻件,同时,金属流线连续、致密,尺寸精度和内在质量都比普通模锻显著提高。
凹模设计时,有以下几个要点:
①锻件外形复杂,需采用可分凹模。
②变形力较大,凹模承受较大的单位压力,同时凹模弹性变形大,需采用预紧圈,以便提高凹模承受能力和减小弹性变形,同时节省模具钢。
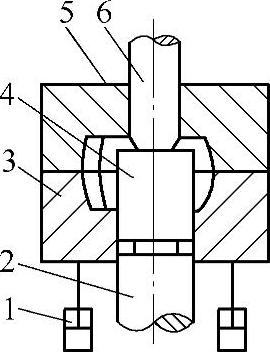
图8-145 星形套闭式锻模结构原理
1—液压缸活塞 2—下凸模 3—下凹模 4—坯料 5—上凹模 6—上凸模
③凹模型腔尺寸设计时,要考虑到坯料的形状和尺寸、锻件的精度要求、模具的结构和强度、模具的弹性变形和温升、模具磨损、寿命和经济性以及工艺特点和挤压变形的需要。对于星形套模具设计的弹性变形量,主要以齿轮和花键轴冷锻的实际弹性变形作为主要参考依据,并考虑星形套的自身特点而制订的。取内球道处的弹性变形量为0.2mm,外球道处的弹性变形量为0.08mm。
④为避免在分模面出现横向飞边,采取了一种新型设计方式,即使模芯端面比(中、外)压套端面高出0.5mm。这样当上、下模合模闭式模锻时,因接触面积少(仅模芯面接触),合模情况较好。若压套端面与模芯端面处于同一平面,闭式模锻时,由于型腔表面承受较大的分模力,上、下凹模各自受压产生弹性变形体下凹模下凹、上凹模上凹,致使上下模芯不接触,而仅压套端面闭合。这样在锻造时,锻件很容易出现横向飞边,导致锻件报废。
⑤多余金属分流器的设置。由于多种因素的影响,很难使坯料体积与闭式模膛的模膛容积刚好相等,故必须考虑如何容纳多余金属。根据锻件形状,端部带有凸起,则以凹模上对应的型腔部位作为自然多余金属分流腔。
⑥凸、凹模间隙的确定。在模具设计中,凸、凹模间隙确定也很重要,不宜选得过大或过小。间隙过大,成形过程中易产生纵向飞边,影响模具寿命和成形件质量;间隙过小,凸、凹模相对运动困难,本模具采用H8/f7间隙配合,试验验证是可行的。
2)模具结构。
①液压浮动凹模闭式模锻模具结构。液压浮动凹模闭式模锻模具结构如图8-146所示。其工作原理:工作时,当压力机上滑块上升时上下模打开,可将坯料放入下凹模11中;当压力机上滑块下行时,上、下凹模接触,继续下行,在液压模架内液压油的作用下,产生合模力,在上滑块带动凹模向下运动的同时,相当于下冲头向上挤压金属坯料,完成锻件成形;然后滑块上行,上、下凹模分开,取出制件,准备下一个工作循环。
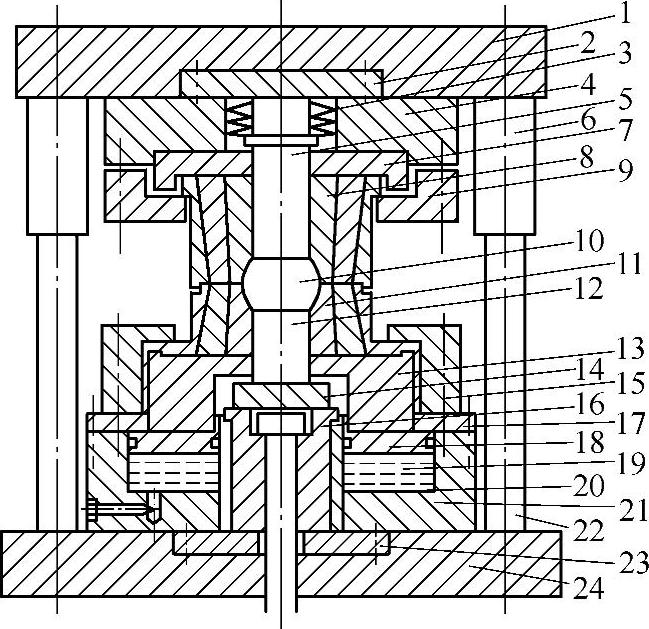
图8-146 液压浮动凹模闭式模锻模具结构
1—上模底板 2—上冲头垫块 3—碟形弹簧 4—上凹模垫块支承板 5—上冲头 6—导套 7—上凹模座板 8—组合式上凹模 9—上凹模压块 10—坯料 11—组合式下凹模 12—下冲头 13—下凹模座板 14—下冲头垫块 15—下凹模压块 16—下凹模垫块支承板 17—液压缸活塞限位块 18—液压缸活塞 19—液压油 20—液压缸活塞内滑套 21—液压缸 22—导柱 23—下冲头垫块支承件垫块 24—下模底板
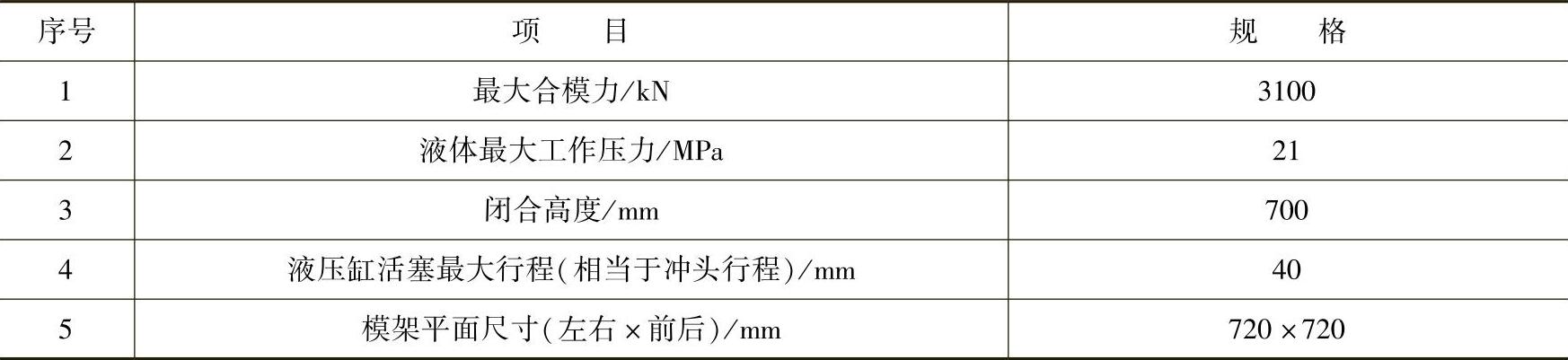
为了验证该模具的工作稳定性和可靠性,将轿车等速万向节星形套闭塞模锻上下凸模和凹模安装在该模架上,再将该模架安装在THP61—800A液压机上,进行星形套闭式模锻工艺试验,成功地冷锻出了星形套精密锻件。同传统模锻工艺相比:提高材料利用率16.4%,节省机械加工工时37.9%,提高了制件质量,降低生产成本13%。表8-20所示为闭式模锻液压模架的技术指标及结构尺寸。
表8-20 闭式模锻液压模架的技术指标及结构尺寸
②双动压力机用闭式精锻模[1]。图8-147所示为安装在由华中科技大学与黄石锻压机
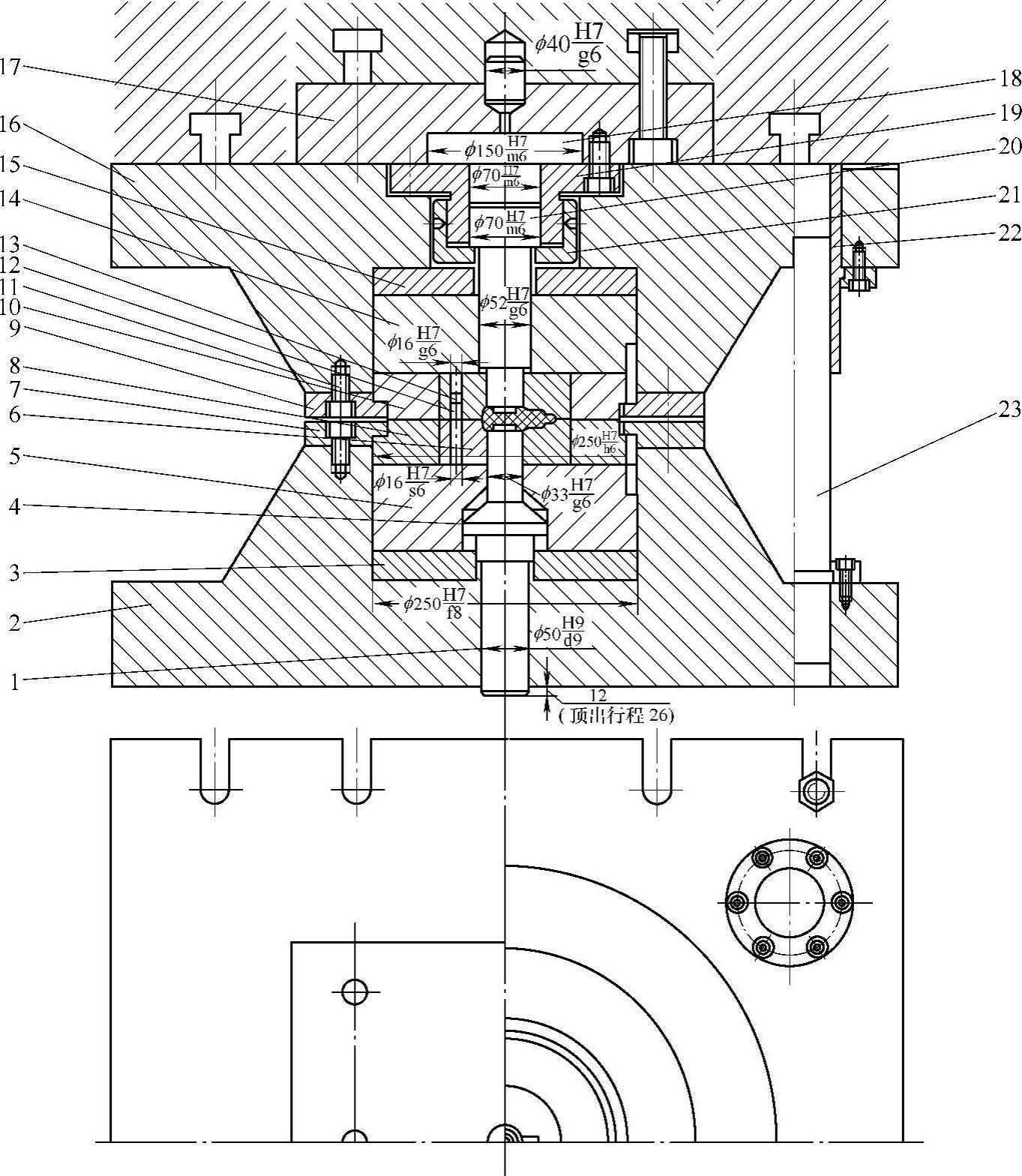
图8-147 三销轴、星形套闭式冷精锻模具结构
1—下顶杆 2—下模座 3—下垫板 4—下冲头 5—下凹模座 6—下凹模 7—下压圈 8—下凹模预紧圈 9—上压圈 10—上凹模预紧圈 11—螺钉 12—上凹模 13—导销 14—上凹模座 15—上垫板 16—上模座 17—上模板 18—垫板 19—上冲头座 20—上冲头 21—螺母 22—导套 23—导柱
床有限公司共同研制的Y28—400/400型数控双动挤压液压机上,用于三销轴、星形套精密成形的闭式冷精锻模具结构。该模具由通用模架和可更换的凸凹模镶块组成。由下顶杆1、下模座2、下垫板3、下凹模座5和下压圈7组成下半部分,由上压圈9、上凹模座14、上垫板15和上模座16组成上半部分,由分别固定于下模座2和上模座16上的导柱23和导套22构成通用模架。下模座2固定在压力机的工作台上,上模座16固定在压力机的外滑块上。下冲头4支承在下顶杆1上,上冲头20通过螺母21、上冲头座19和垫板18固定在压力机的内滑块上。
工作时,将坯料放入下凹模的模孔内,开动压力机,首先外滑块带动上凹模下行与下凹模闭合并压紧,然后内滑块带动上冲头20下行挤压坯料,使坯料金属变形充满凹模型腔,模锻结束后,首先内滑块带动上冲头20回程从上凹模中退出,然后外滑块带动上凹模回程离开下凹模,下顶杆1通过下冲头4将锻件顶出。
只需更换下冲头4、下凹模6与上凹模12、上冲头20,即可模锻三销轴、星形套、圆锥齿轮或其他的精密锻件。
图8-148所示为采用闭式冷锻工艺和可分凹模闭式锻造模具生产的小型十字轴、三销轴和星形套精密锻件。其特点是显著提高材料利用率、产品性能和劳动生产率。目前,这几种锻件在日本和欧洲已得到普遍应用,并且我国已有好几家汽车零部件制造企业在推广应用。
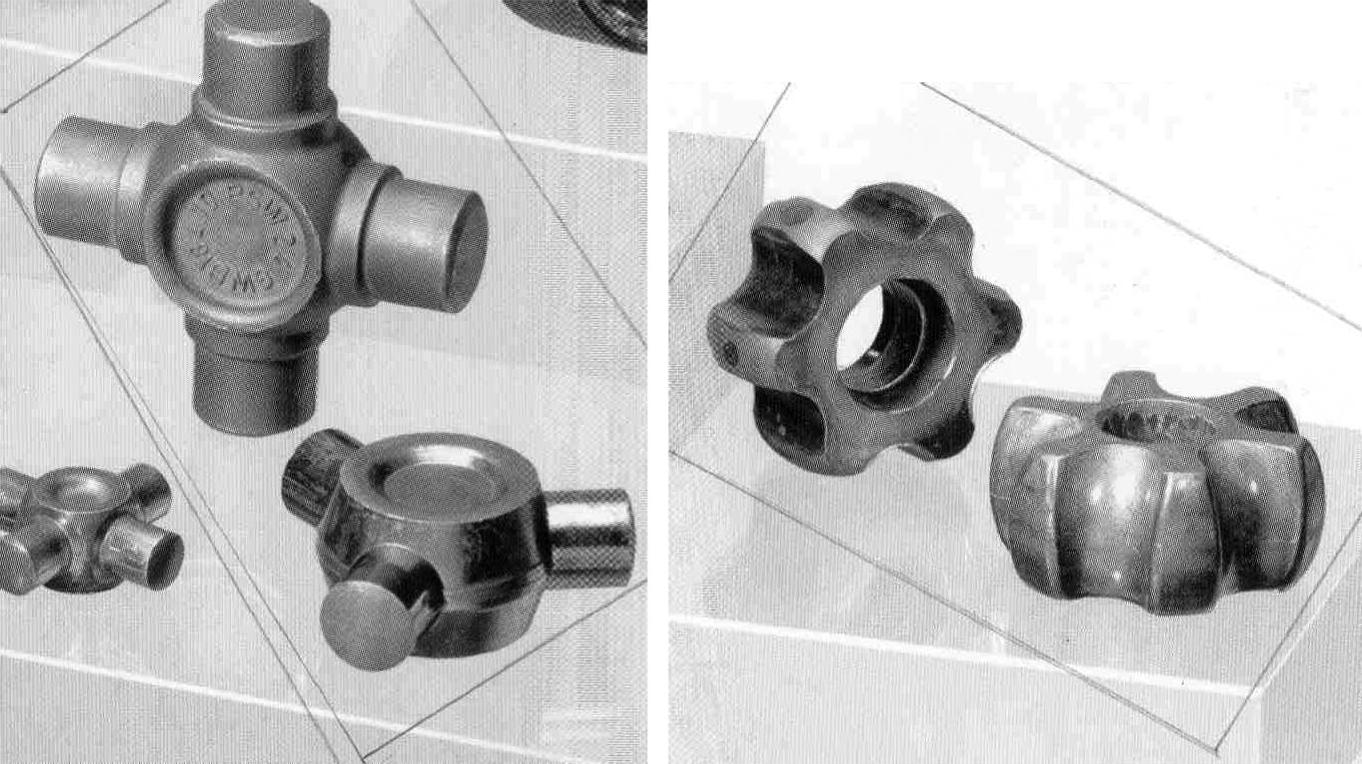
图8-148 小型十字轴、三销轴、星形套精密锻件
2.例41 三通管接头闭式模锻[1,29]
(1)工艺分析及工艺方案制订 三通管接头零件如图8-149a所示,其多向闭式模锻件如图8-149b所示。由图可以看出,三通管接头属于典型的枝叉类零件,采用普通模锻生产时,其工艺流程为:坯料感应加热→立式镦锻成T形工件→切飞边→清理→感应加热→终锻→冷切边。当采用多向闭式模锻时,可将加热好的棒料毛坯一次模锻成形精密锻件。锻件的三个螺纹接头单边余量和沿轴向每端余量均为1mm,侧通端头余量为2.5mm,因其头部为R0.5~1mm,作为工艺补偿空间,其余尺寸均达到零件要求。其中,尺寸S的精度为±0.1mm。
1)坯料。采用ϕ17.5mm的冷拔钢材(35#),通过半封闭式棒料剪切模在冲床上剪切下料,其长度按体积相等的原则确定。
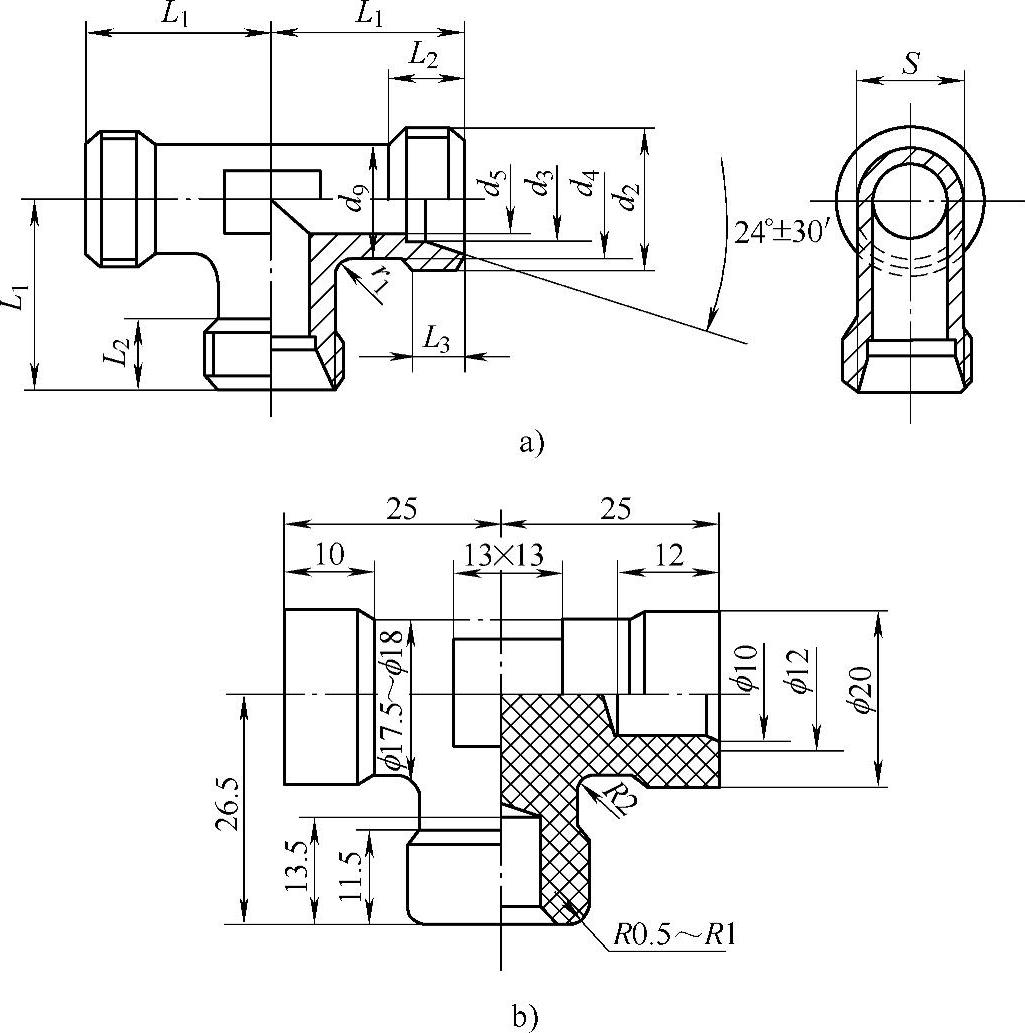
图8-149 三通管接头
a)三通管接头 b)多向闭式模锻件
2)加热。采用中频感应加热炉加热,其加热温度为t=1100℃左右。
3)多向闭式模锻成形。将图8-150所示多向模锻模具装置安装在JA31—400型闭式单点压力机上进行。
(2)三通管接头多向闭式模锻模具设计
1)楔块式水平可分凹模模具的结构及工作原理。图8-150所示为这种模具的结构及工作原理图。下半凹模14通过固定垫板13固定在下模板1上。冲头15通过燕尾槽或T形槽固定在侧滑块12上,而侧滑块12可在下模板的导向槽中作水平滑动。上半凹模10通过固定垫板9固定在塔形块8的底面上。塔形块8通过拉杆7与上模板5相连且能相对于拉杆11滑动。楔形块3安装在圆筒形动圈4上,动圈4通过拉杆11和小圆柱2与上模板5相连。动圈4与上模板5间的相对运动通过套在拉杆上的弹簧的伸缩来实现,且由小圆柱2导向。中间楔形块6通过燕尾与上模板5相连。
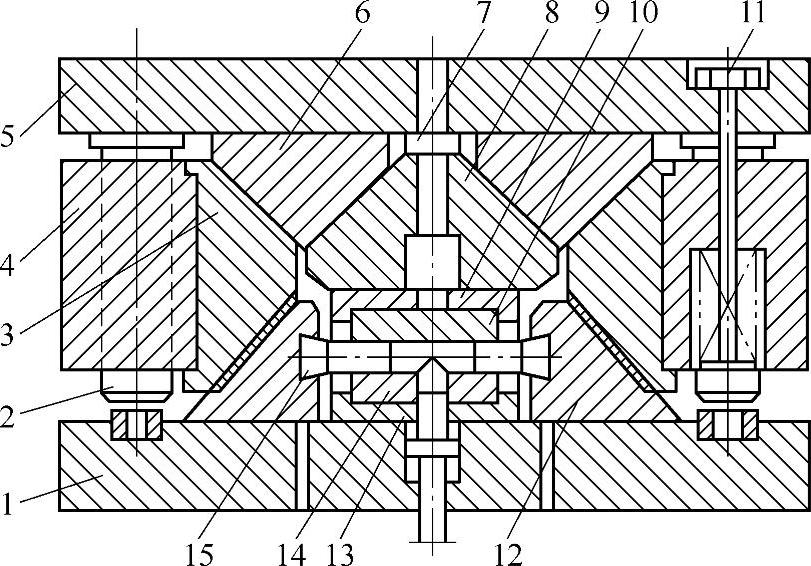
图8-150 楔块式水平可分凹模模具
1—下模板 2—小圆柱 3、6—楔形块 4—圆筒形动圈 5—上模板 7、11—拉杆 8—塔形块 9、13—固定垫板 10—上半凹模 12—侧滑块 14—下半凹模 15—冲头
模锻时,上模板5与压力机滑动块一起下行。首先,上半凹模10与下半凹模14闭合,且与上模板5推动中间楔形块6沿上模板5的导向槽在向外滑动的同时,还与上模板5一起向下移动,两个楔形块6推动对应的楔形块3与圆筒形动圈4一起下行,随着压力机滑块继续下行,圆筒形动圈4下部的斜面与侧滑块12的相应斜面接触,由其水平分力推动侧滑块12作向心运动,两个冲头15同时挤压坯料,成形锻件。压力机滑块回程时,上模板5与中间楔形块6同时上升,通过拉杆7和11使上半凹模10和圆筒形动圈4随之上升,冲头随侧滑块12复位,顶杆从下半凹模中顶出锻件。这种模具安装在机械压力机(热模锻压力机或普通曲柄压力机)上使用,适合于模锻T形接头。
2)多用途楔块式多向模锻模具。图8-151所示为多用途楔块式多向模锻模具结构,与图8-150所示模具结构及工作原理基本相同,但与其相比具有以下特点:(https://www.xing528.com)
①具有四组楔块式工作机构,当对称的二组工作时可以模锻等径和变径二通,当任意三组工作时可以模锻三通,当四组都工作时可以模锻四通或小型十字轴锻件,工艺用途比较多。
②对于四个水平侧滑块13,设置有四对刚性退出机构1,当水平侧滑块与冲头挤压完成后,刚性退出机构1随上底板4回程时,利用下部斜面(虚线)的水平分力将侧滑块反向推移,带动冲头14从锻件的孔中退出。
③该模具具有四组导柱导套,每根导柱分为上段导柱3和下段导柱2,两段同时对动圈9中的导套孔导向。
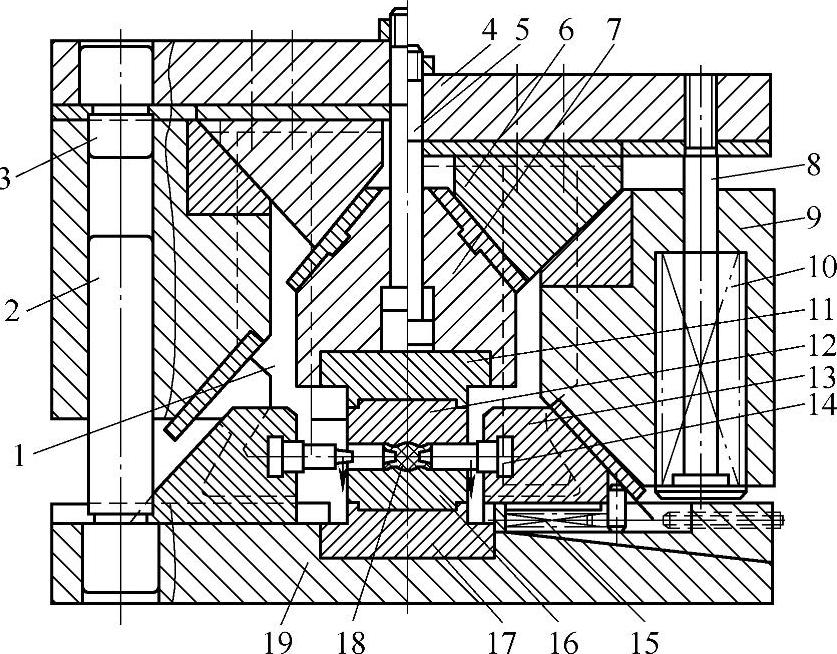
图8-151 多用途楔块式多向模锻模具
1—刚性退出机构 2、3—导柱 4—上底板 5—螺杆 6—楔块 7—塔形块 8—螺栓 9—动圈 10、15—弹簧 11—上凹模座 12—上半凹模 13—水平侧滑块 14—冲头 16—下半凹模 17—下凹模座 18—工件 19—下底板

图8-152 三通管接头采用多向闭式模锻与采用普通开式模锻的比较
④该模具装置在水平方向可承受非对称平衡力,因此可以在水平分模状态下实现三通管接的多和挤压模锻,不必设置顶出机构。
更可靠的是经实际生产考核,锻件无飞边,工艺稳定,说明装置设计合理,工作可靠。
(3)三通管接头多向模锻技术经效益比较 图8-152为图8-149所示三通管接头采用多向闭式模锻与采用普通开式模锻的比较。采用多向模锻工艺后:节省材料30%以上;减少热加工工序4~5道、冷加工工序1~2道,相应节省设备6~7台(次)、减少操作7~8人(班);尺寸精度由IT10~IT9级提高到IT7~IT8级,表面粗糙度由自由表面降低到Ra25~12.5μm;降低锻件成本40%以上;此外,还改善了生产条件,降低了劳动强度。
3.例42 异径三通管接头闭式模锻[1,78]
(1)工艺分析与工艺方案制订 图8-153a所示常用异径三通管接头精密锻件图,其设计方法采用的模锻工艺流程与精密模锻工艺流程和图8-149所示等径三通管接头所采用的完全相同。其不同之处主要是变形方式,这里采用的是与十字轴相似的侧向挤压模锻成形。相应的金属流动过程分析与工艺参数计算方法也相同。
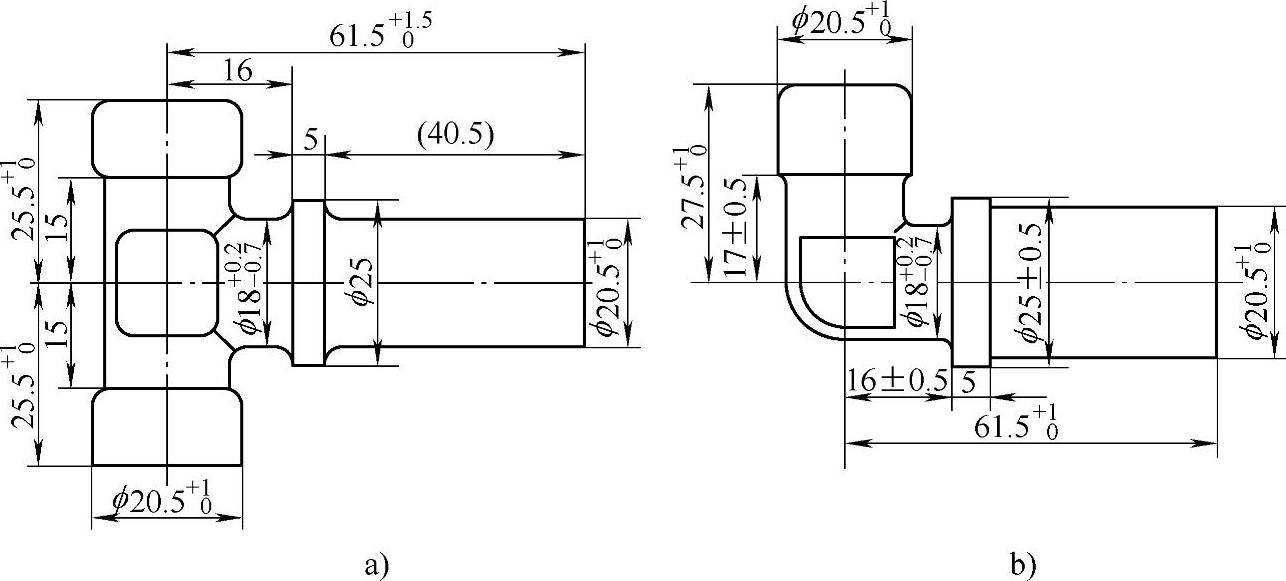
图8-153 异径三通管接头弯头
a)异径三通管接头 b)弯头
(2)模具结构设计(一)
1)模具结构和工作原理。如图8-154所示,冲头5固定在上模板2上,上模板2固定在压力机滑块上。模座13为一矩形框并固定在下模板14上构成下模座,连杆11同分别固定于下模座和凹模衬垫7上的铰座10和6上并铰接。凹模镶块8固定在凹模衬垫7中,可分凹模的组合结构(两半)支承在托板9上,托板9通过顶杆12与气垫或液压缸活塞相连。
当托板与顶杆处于下限位置时,两半凹模合拢形成整体凹模模膛。模锻时,将加热好的棒料毛坯直立插入凹模模膛中,压力机滑块下行,冲头挤压毛坯,变形金属充满模膛;模锻结束后,冲头随压力机滑块上升,通过气垫或液压缸活塞使顶杆上升,两半凹模张开,侧向顶杆顶出锻件,此时便可取出锻件。

图8-154 杠杆式垂直可分凹模模具
1—垫板 2—上模板 3—限位块 4—冲头固定块 5—冲头 6、10—铰座 7—凹模衬垫 8—凹模镶块 9—托板 11—连杆 12—顶杆 13—模座 14—下模块 15—侧向顶杆
这种模具适于安装在机械压力机或液压机上使用,也可以用于闭式模锻小型十字轴等锻件。其优点是能保证锻件具有稳定的尺寸,因在模锻过程中两半凹模随模锻力的增大而贴合得更紧,故不会在分模面上形成飞边。这种垂直可分凹模模具专门用于生产异形三通及弯头管接头精密锻件。
2)应用效果。利用上述径向挤压模锻工艺和图8-154所示模具,采用250t闭式单点压力机所生产的异径三通管接头精密模锻件如图8-155所示。该工艺所产生的节材、节能,提高产品质量和生产效率的效果与图8-149所示等径三通管接头多向闭式模锻的相同。

图8-155 异径三通管接头精密模锻件
(3)模具结构设计(二)
1)T形件挤压模锻模具结构。T形件锻件如图8-156所示,与图8-153a所示异径三通形状相似,仅尺寸略有不同,其材料为35号钢。原采用开式模锻生产时,需采用预锻、终锻、切边和精整4道工序和3副模具,在不同的设备上进行。现采用垂直可分凹模模具(见图8-160)进行闭式挤压,只需1次挤压即可完成。
可分凹模挤压T形锻件新工艺:将ϕ21.5mm×88mm的圆柱形毛坯表面涂玻璃润滑剂悬浮液,然后感应加热至950~1150℃,放入可分凹模的模具中挤压成形。工作前,把凸模和凹模预热至200℃左右,每一道挤压工序前需向模膛喷洒润滑剂。
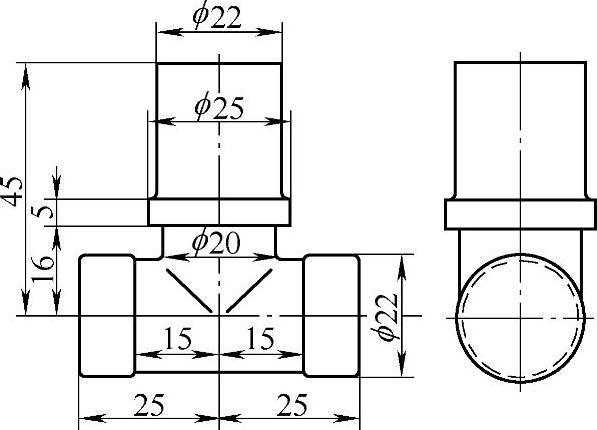
图8-156 T形件锻件
图8-157是用于挤压图8-156所示T形锻件的斜面自锁纵向可分凹模结构。该模具侧面带有顶出机构,模具闭合高度422mm,在J31—250压力机上使用。对于挤压与图8-156锻件形状和尺寸相近的(包括L形、弯杆类锻件,以及T形或十字形等枝叉类锻件),模具零件除凹模镶块7、凹模体15和凸模6以外都是通用的。
凹模镶块7分为纵向对分的两块,分别用螺钉8固定于对分的凹模体15上。为排出因坯料误差导致的多余金属,在凹模镶块7型腔下部两端设有直径为ϕ6mm的排料孔(两半凹模各设半圆槽),排料孔端部设有排气孔(见图8-158)。立块9形状(见图8-159),内侧中部斜面角和凹模体15外侧的斜面角相同,均为β=7°。侧向支块13侧面凸部与立块9的矩形槽间隙配合(H9/f8),拉紧螺栓14将两个立块9和两个侧向支块13紧固在一起。在模具工作温度下(凹模体15温度比立块9温度大约高100℃),凹模体15与两个侧向支块13的配合为H9/f8。悬臂3与凹模体15用螺钉固连。通过装在立块9内的气动装置实现两半凹模的升降与分合。
2)模具工作过程如下:
①初始状态。工作前凸模6处于上极限位置,凹模体15受立块9斜面支承,其下端面与垫板12约有1mm的间隙。将加热的ϕ49mm×36mm圆柱形坯料放入凹模储料筒,坯料靠储料筒内壁自然定位。
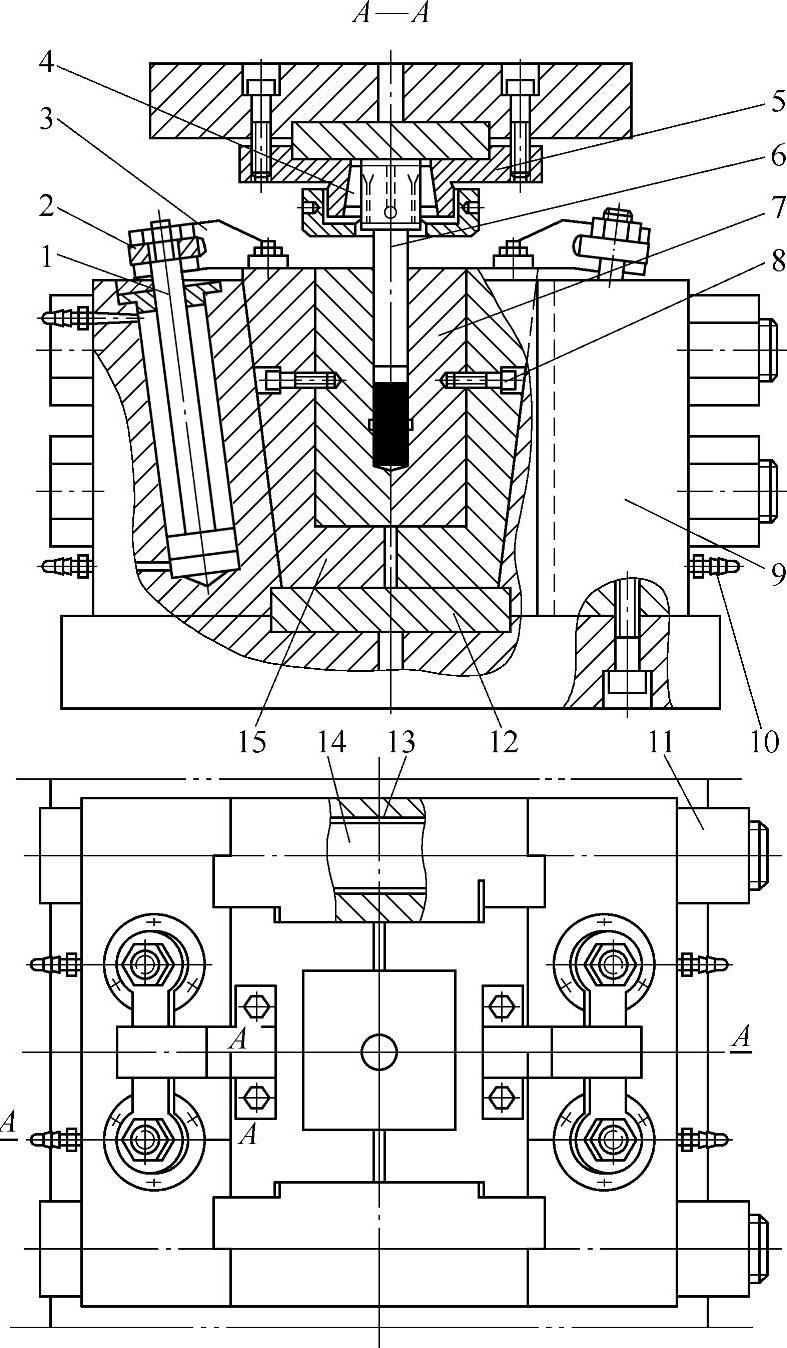
图8-157 斜面自锁纵向可分凹模
1—活塞杆 2—连杆 3—悬臂 4—弹性夹套 5—固定板 6—凸模 7—凹模镶块 8—螺钉 9—立块 10—管接头 11—厚螺母 12—垫板 13—侧向支块 14—拉紧螺栓 15—凹模体
②凹模整体下移。上模下行,凸模6插入凹模挤压坯料,因件14、7、9和15(主要是螺栓14)的弹性变形使凹模体15下移,立块9斜面产生的夹紧力使两个对分的凹模镶块7紧密贴合。立块9的夹紧力达到凹模所需的最大夹紧力时,凹模体15下端面与垫板12上表面接触,进而由垫板12承担大部分挤压力。
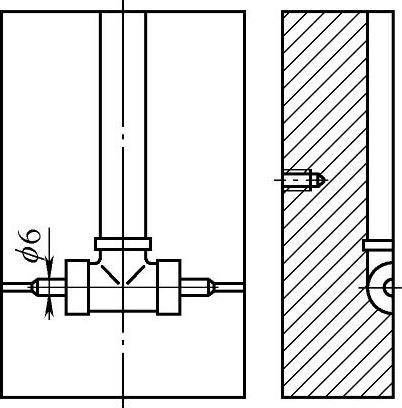
图8-158 凹模镶块
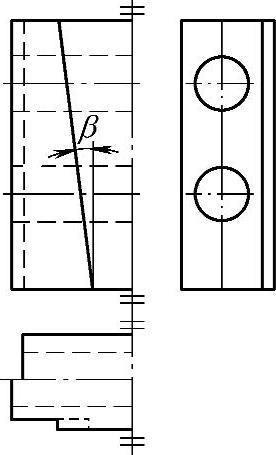
图8-159 侧向支承立块
③挤压成形。当凸模6达到其下极限位置时,工件完全成形,因坯料误差产生的多余金属被挤入模膛下部两端的排料孔内(见图8-158),挤压结束。
④锻件出模。凸模上行至上极限位置,压缩空气进入顶出机构气室下腔,推动活塞杆1上行,通过连杆2和悬臂3带动凹模体15平稳上升,立块9内侧起分模作用的台阶侧面(见图8-159)使对分凹模平稳分开。取出工件后,压缩空气进行气室上腔,推动活塞杆1下行,凹模下行至初始位置,进行下一个工作循环。
工艺试验表明,图8-157所示的挤压模工作可靠,生产效率高,满足生产要求。与开式模锻相比,减少了加热次数和模锻工步,提高材料利用率20%,锻件精度和力学性能显著提高。
4.例43 万向节叉正向分流挤压模锻[1]
图8-160所示为小型汽车传动轴万向节叉锻件图。原来采用开式模锻生产,坯料加热后,一般经制坯、预锻和终锻成形,然后切除飞边、清理和校正等工序;而采用传动轴万向节叉闭式模锻工艺,可使加热好的坯料一次模锻成形为图示锻件,材料消耗由开式模锻1.612kg降到1.16kg,材料利用率提高了30%,比在可分凹模中挤压制坯然后精整成形的材料利用率提高10%~15%,且锻件质量高、尺寸精确。
(1)闭式模锻工艺过程
1)下料。尺寸规格及精度为ϕ50mm×51-10mm。
2)加热。采用感应加热或少无氧化加热,温度范围为(1200±30)℃。
3)模锻。在10000kN摩擦压力机上采用图8-162所示可分凹模模具。模锻前,模具预热到200℃以上,采用水剂石墨作润滑剂。
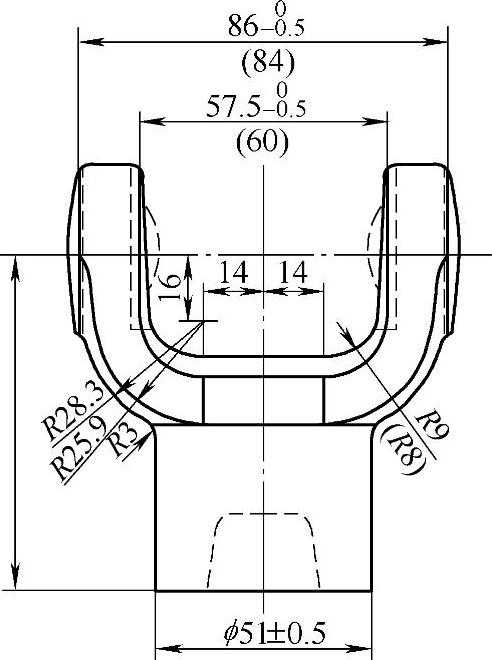
图8-160 传动轴万向节叉锻件图
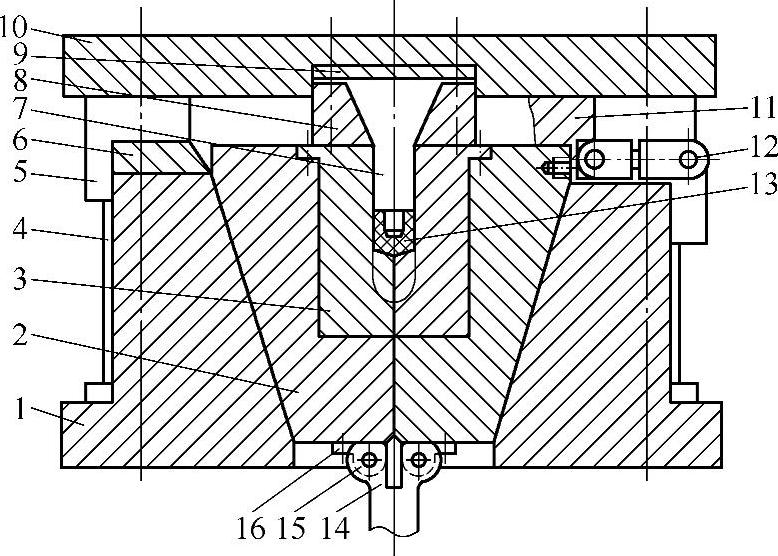
图8-161 锥形垂直可分凹模
1—模座 2—锥形块 3—凹模镶块 4—导柱 5—导套 6、11—限位块 7—冲头 8—压紧圈 9—垫板 10—上底板 12—张开器 13—锻件 14—铰支顶杆 15—销 16—铰座
4)清理飞边。采用小间隙切边模切除沿可分凹模的分模面所形成的小飞边。
(2)模具结构设计 图8-161所示为所研制的垂直可分凹模模具。冲头7通过压紧圈8、垫板9用螺钉固定在上底板10上。可分凹模由凹模镶块3、锥形块2和模座1组成。锥形块2通过铰座16、销15、铰支顶杆14与液压缸相连。模具闭合高度依靠限位块6和11限定,上下模通过导柱、导套导向。由图可见,这种结构是一通用模架,不同锻件只需要换冲头和凹模镶块即可。
当可分凹模处于图示位置时,两半凹模构成封闭模膛,加热好的棒料毛坯置于模膛中,只需压力机一行程便可得到预成形件或终锻件。当压力机滑块回程时,顶出器液压缸柱塞上行,通过铰支顶杆14将可分凹模的锥形块向上顶起,在两个锥形块被向上顶起的过程中同时被两个张开器12将其拉开,从而可取出锻件。
这种可分凹模模具结构简单,使用方便可靠。模锻时,由于模座的弹性变形,变形金属流入分模面形成一圈很薄的小飞边,但这可采用小间隙切边模切除。
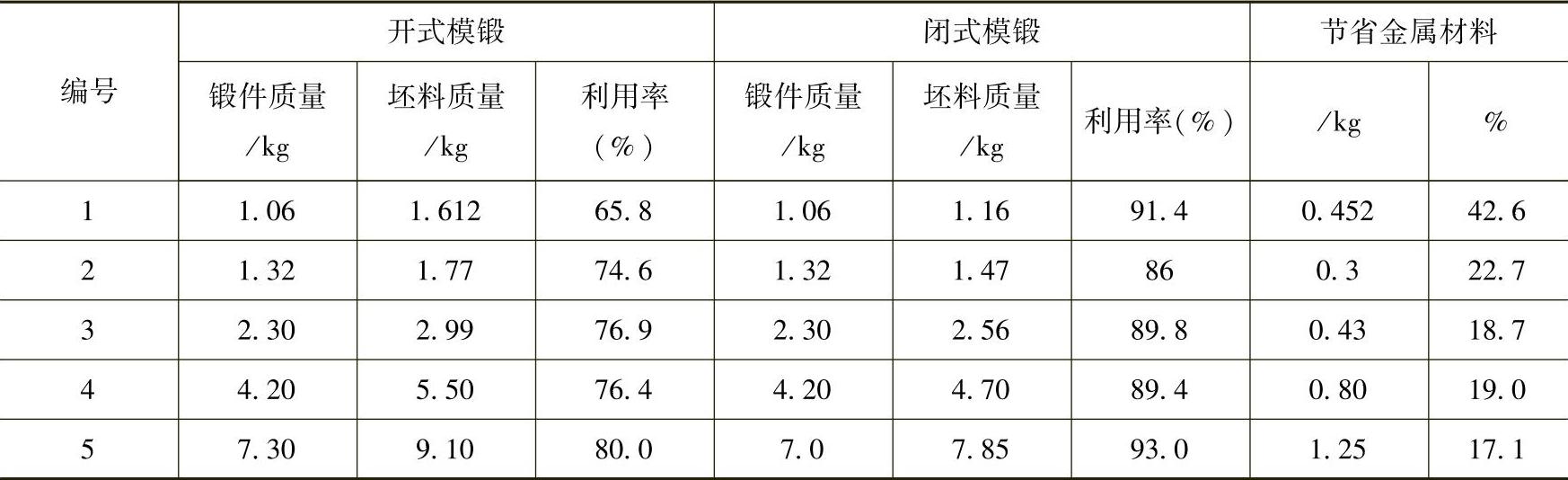
(3)应用效果 采用正向分流挤压模锻工艺及模具生产的BJ212的万向节叉和滑动叉锻件如图8-162所示。工艺试验与生产实践表明,无论是采用正向分流挤压制坯还是采用正向分流挤压模锻,其变形力和模具使用一段时间后在万向节叉的杆部不可避免地出现毛刺的情况,均随杆部长度的增加而增加。因此,采用该工艺生产杆部较短的万向节叉比杆部较长的滑动叉的效果好。万向节叉采用闭式模锻同开式模锻的情况对比如表8-21所示。

图8-162 万向节叉和滑动叉精密锻件
表8-21 万向节叉采用闭式模锻同开式模锻的情况对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。