



钎焊在航空航天领域中还有其他的许多应用,现略举几例:
1.导流窗
导流窗是高空大气层取样器的“心脏”,材料为1Cr18Ni9Ti不锈钢,它由四个外径为490mm的导流叶片隔框、桁条和上下定位圈钎焊而成。总高度为295mm,有126条钎焊缝。采用BNi82CrSiBFe钎料[w(Cr)=6.9%、w(Si)=4.4%、w(B)=3.28%、w(Fe)=2.6%,熔化温度为986~997℃]。粉末颗粒度为120~150目。钎焊加热设备为大型真空钼丝炉,有效工作尺寸为φ530mm×700mm。冷态真空度为1.33×10-3Pa。导流窗零件在组装前应酸洗,组装后在待钎焊处涂膏状钎料,黏结剂为质量分数为2.5%的聚乙烯醇溶液,入炉前,应在100~120℃的烘箱中烘烤15~20min。钎焊规范:钎焊温度为1050~1080℃、保温时间为15~20min,真空度不低于4×10-2Pa,每个导流窗部件一次钎焊而成。导流窗组合件焊后呈银白色,正、背面焊角均匀,涂钎料处无黑色氧化物。钎焊后的导流窗如图22-21所示。

图22-21 导流窗 Fig.22-21 Deflector window
2.平板裂缝天线
俄罗斯的平板裂缝天线是一组互相平行的裂缝波导组成的平面阵,它具有效率高、指向精度高、质量轻和频带宽等优点,用于先进的机载和弹载雷达。它由天线辐射槽板、天线波导腔、和差器、馈电板和弯波导等高频器件分五层组装钎焊而成。平板裂缝天线的结构示意图如图22-22所示。要求天线阵平面度不大于0.2mm,辐射槽之间的中心距允许变动量小于0.04mm,钎缝焊透率为100%。
天线材料为铬不锈钢。钎焊连接分两步完成:首先将辐射槽板、波导腔及馈电板在夹具中组装定位钎焊;第二步是将和差器、馈线等高频器件与上述钎焊好的组合件,在夹具中精密定位钎焊。所有铬不锈钢天线零件进入组装钎焊之前必须经氢气炉内消除应力处理。钎料为银铜共晶合金,采用电化学镀,将其按比例精确地镀在纵横交错的细窄钎缝处,镀层厚度:Ag为0.02mm,Cu为0.01mm。钎焊在氢气保护电炉中进行,加热到700℃时,保温10min,随后在30s内将炉温快速升至780~800℃,从窥察窗观察到钎料熔化时,切断电源,钎焊件随炉冷却至100℃时出炉。采用电镀层钎料实现了天线整体钎焊连接,提高了天线的连接精度和钎缝的钎透率[10]。
3.陀螺外壳
半气浮(充氦气)陀螺,内装一快速电动机,其转速为30000r/min。陀螺外壳直径为35mm,壁厚为0.5mm,所用材料为38CrMoAl合金结构钢。钎焊时,外壳温度不许超过70℃,以免电动机的轴承润滑油受热挥发,影响转速。陀螺外壳的钎缝要求均匀、光洁、钎缝漏气率应小于10-9L/s。为满足外壳升温不超高70℃的苛刻要求,采用了高频感应钎焊方法。钎料为φ1mm的S-Sn60Pb钎料,钎焊时采用弱腐蚀性钎剂保护,其成分(质量分数)为:松香24%、凡士林37%、全损耗系统用油18%、氯化锌18%、氯化铵2%~5%、盐酸0.6%。38CrMoAl合金结构钢钎焊前表面先镀10~15μm铜层,再镀15~20μm银层。将陀螺置于可转动的专用夹具上,在外壳内壁待焊处放五个外径为34mm的钎料环,其上涂少量钎剂。加热规范:屏极电压Ua=7kV、屏极电流Ia=3.5A、栅极电流Ig=0.2A,先预热2s,见到钎料局部熔化时,停止加热3~4s,以使待钎焊处的两个零件的温度较接近。再按上述规范加热,目视钎料流动并形成圆滑过渡的钎缝后,停止加热。在钎焊加热过程中,应用手轻轻转动夹具手把,使零件在感应器中转动,达到各处加热均匀。陀螺外壳钎焊结构示意图如图22-23所示。
图22-22 平板裂缝天线的结构示意图 Fig.22-22 Structure schematic dia-gram of flat-plate crack antenna
 (https://www.xing528.com)
(https://www.xing528.com)
图22-23 陀螺外壳钎焊结构示意图 Fig.22-23 Structure schematic diagram of brazed gyro case
4.推力室头部[11]
“东方红”三号卫星液体远地点发动机推力室头部如图22-24所示。基体金属为7715D钛合金,钎料为TZNC-1钛合金粉末,熔化温度为940℃。该头部组合件采用真空钎焊,钎焊温度为980℃±5℃,保温时间为10~30min,热态真空度不低于1×10-2Pa。焊后进行强化热处理:920℃±5℃、保温4h,以提高钎缝的强度和韧度。
图22-24 推力室头部 Fig.22-24 The head-part of a control propeller
5.飞行器舵翼
飞行器舵翼是由水平舵身和舵轴经钎焊而成的组合结构。舵身材料为碳/碳复合材料,舵轴材料为高温合金。在钎焊过程中,攻克了碳/碳复合材料与高温合金之间线胀系数差别大、钎焊接头应力大等技术难关。此钎焊组合结构具有耐高温、高强度、高韧度、轻质和环境稳定性好等特点。
钎焊在航天领域的应用还有很多,如TC4钛合金栅格翼,可用作飞船逃逸系统的稳定翼和桨叶,它是采用Ag-5Al-0.5Mn钎料真空钎焊的。再如氢氧发动机用的真空隔热不锈钢双层软管、钛合金空气舵,用于火箭测控的弓角传感器、碳化硅纤维增强铝基复合材料与钛蜂窝壁板,碳/碳复合材料推力室与钛合金喷注器法兰等的连接也都采用钎焊来实现的。图22-25所示为一在太空环境中用真空电子束钎焊的桁架支撑结构,所用钎料为Sn-2Ni-4Ge,电子束钎焊的加热温度为600℃左右[12]。图22-26所示为OVI卫星发射支架,它是由32根硼/铝管经软钎焊连接组成的桁架结构,所用钎料为96.5%Sn-3.5%Ag,其熔化温度为221℃[13]。
图22-25 桁架支撑结构 Fig.22-25 A truss support structure
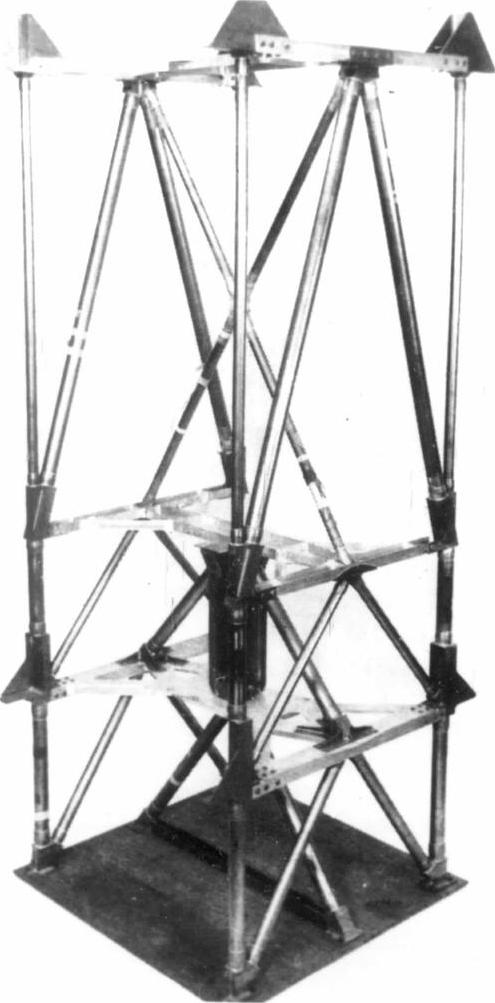
图22-26 硼/铝桁架结构 Fig.22-26 Boron/Aluminum truss
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。