



1.工艺特点
氯化物电镀锌有3种支持电解质。因支持电解质的不同,镀液可分为3类,即氯化铵镀液、氯化钾镀液和氯化钠镀液。氯化钠镀液因其电阻稍大,对光亮剂的要求又比较高,一般光亮剂在这种镀液中容易析出,虽然镀液的成本较低,但日常运行费用高,所以这种工艺应用面不广。
氯化铵电镀锌又称铵盐电镀锌,是氯化物电镀锌中应用最早的一种。这种工艺应用面最广,直到目前为止,仍有不少单位在采用。虽然氯化铵的导电性较好,对载体光亮剂的容纳量也最大,但这类镀液的缺点是:易分解,析出氨气多,对钢铁设备腐蚀严重。氯化铵电镀锌的废水处理比氯化钾和氯化钠电镀锌困难。随着氯化钾电镀锌添加剂问题得到解决,该工艺已逐渐被氯化钾电镀锌取代。
氯化铵电镀锌以其是否再加其他配位剂,演绎出很多种工艺,如氨三乙酸-氯化铵镀锌、柠檬酸-氯化铵镀锌等。
2.镀液组分及工艺条件
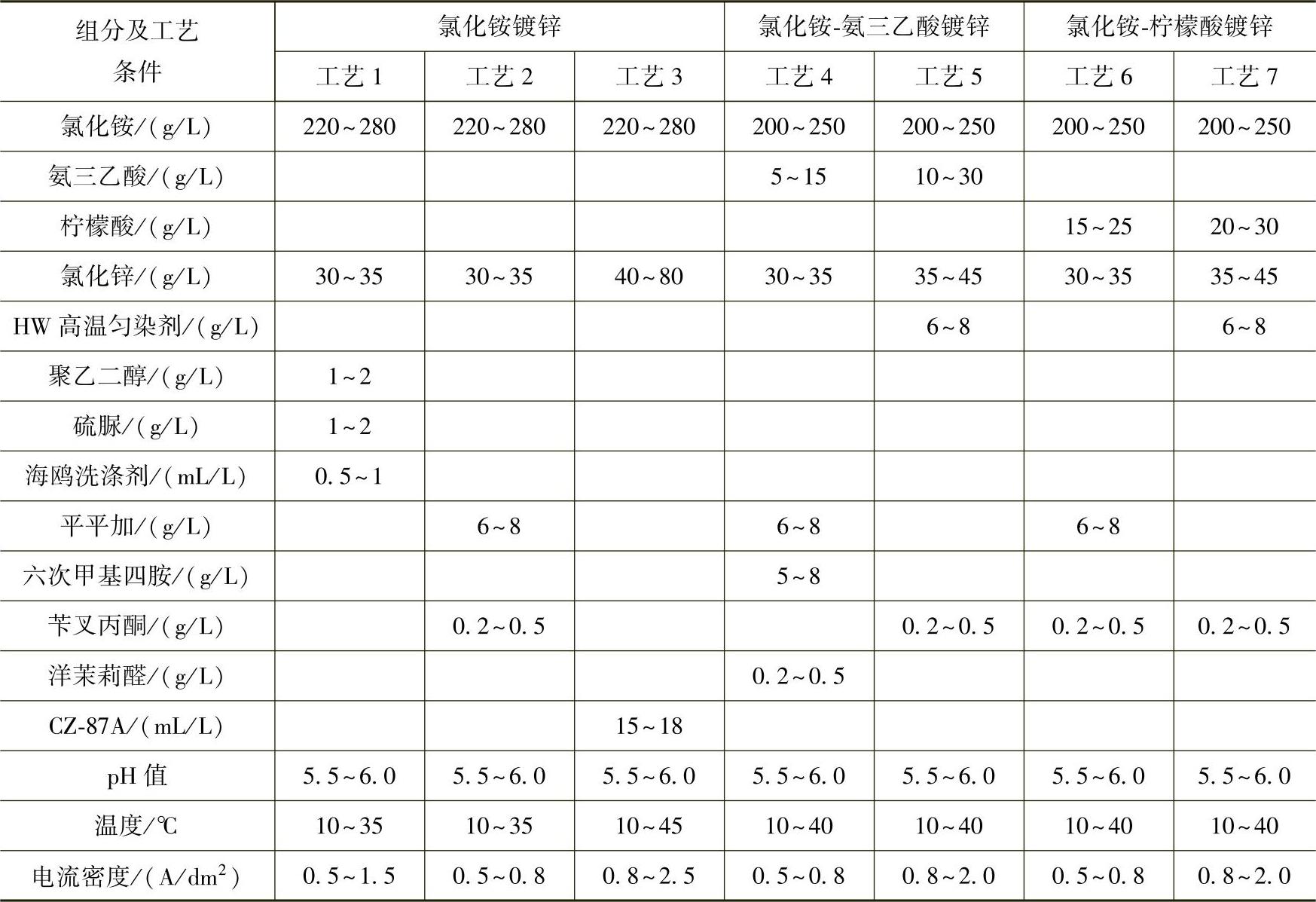
氯化铵电镀锌的镀液组分及工艺条件见表4-6。
表4-6 氯化铵电镀锌的镀液组分及工艺条件
3.镀液的配制
1)在镀槽中加入计算量的氯化铵,加60℃左右的热水进行溶解,溶解时用木棒或塑料棒不断搅拌。
2)用自来水或已溶解的氯化铵溶液溶解氧化锌。
3)加入其他组分。六次甲基四胺、硫脲和聚乙二醇用热水溶解后分别加入;平平加和HW高温匀染剂比较难溶解,最好用蒸汽冲溶,或用沸水来溶解;苄叉丙酮要溶解在热的平平加或热的HW高温匀染剂中;洋茉莉醛是用焦亚磷酸钠加成法将其磺化成可溶性产物后加入的。
4)加水到规定体积,然后挂瓦楞铁进行电解处理,直至镀层合格,就可投入正常生产。电解时阴极电流密度为0.1~0.2A/dm2,电解时间长短取决于氯化锌中杂质的含量。
4.镀液中各成分的作用
(1)氯化锌 氯化锌是主盐,提供镀液中的锌离子。氯化锌含量的高低对镀锌层的质量影响很大。氯化锌含量高,阴极电流效率高,沉积速度快,但分散能力差一些。氯化锌含量过低,阴极电流效率低,镀层沉积速度慢,覆盖能力也会变差。氯化锌的含量还与添加剂质量有关,如采用平平加和苄叉丙酮(或洋茉莉醛)作为光亮剂,则氯化锌含量不能太高;若采用CZ-87等一类耐高温氯化物电镀锌光亮剂,则氯化锌的含量可以大大提高,这样可以采用较大的电流密度,提高电流效率。电镀形状简单的工件时,工艺中的氯化锌含量要尽可能的高;反之,电镀形状较复杂的工件时,则氯化锌的含量要适当降低。
(2)氯化铵 氯化铵在镀液中主要起导电作用,同时它又是一种配位剂和阳极去极化剂。氯化铵的导电性在氯化物镀锌介质中是最好的,比氯化钾和氯化钠都好。但氯化铵在高温下易分解,对电镀设备腐蚀严重。氯化铵镀液对光亮剂的要求较低。氯化铵含量提高,镀液的导电性好,槽电压降低,能节约电能,镀液的覆盖能力和分散能力好,因此镀液中氯化铵的含量适当高些是有利的。但如果氯化铵含量过高,离子的活度反而会变小,且容易结晶析出。氯化铵含量过低,会使导电性变差,槽电压升高,锌阳极板容易钝化,镀液的覆盖能力和分散能力均会变差。
(3)氨三乙酸 氨三乙酸作为锌的中等程度的配位剂,在早期的氯化铵电镀锌中应用比较普遍。加入氨三乙酸后,能提高镀液的覆盖能力和分散能力。但氨三乙酸价格较高,加入后会使废水中的锌离子更难以处理,加入量过多还容易使锌镀层钝化膜变色。另外,氨三乙酸具有一定的毒性。随着氯化物电镀锌光亮剂质量的改进和提高,现在已经很少使用氨三乙酸。(https://www.xing528.com)
(4)柠檬酸 柠檬酸也是一种配位剂,其配合能力要比氯化铵强得多。柠檬酸能显著提高镀液的分散能力和覆盖能力,使镀层结晶细致。但柠檬酸易于使二价铁杂质积累,二价铁过量就会使电流密度范围大大缩小,这样镀层就容易出现烧焦现象。
(5)六次甲基四胺 六次甲基四胺又名乌洛托品,它能降低镀层的脆性,并能改善镀层的结晶状态。
(6)添加剂 氯化铵电镀锌的添加剂是一种非常重要的成分,如果镀液中没有合适的添加剂,所得到的镀锌层呈海绵状。氯化铵电镀锌添加剂(或称光亮剂)可分成三类:第一类是载体光亮剂,第二类是主光亮剂,第三类是辅助光亮剂。
载体光亮剂由一种或一种以上的非离子表面活性剂组成,常用的有:聚乙二醇、平平加(脂肪醇聚氧乙烯醚,又称匀染剂O)等,聚乙二醇通常与硫脲相配合组成一组光亮剂。主光亮剂对镀层有着强烈的出光效果,并有较好的整平性。氯化铵电镀锌的主光亮剂主要是芳香醛和芳香酮,还有吡啶类化合物等,如香草醛、大茴香醛、洋茉莉醛、苄叉丙酮、苯丙酮等。辅助光亮剂的作用不如主光亮剂强,只能起到半光亮的作用,同时能扩大电流密度范围和提高镀液的覆盖能力。因氯化铵导电性好,氯化铵镀液中一般不需加入辅助光亮剂。
5.工艺条件的影响
(1)pH值 氯化铵镀液的最佳pH值为5.5~6.0,但要求并不很严格。由于溶液中的铵会与锌离子配合,即使pH值高些,也不会形成氢氧化锌沉淀。另外,氯化铵在镀液中会起到缓冲作用,当镀液的pH值达到6.8时,镀液的pH值就比较稳定,即使再往镀液中加入大量的碱,pH值也几乎不再上升。
(2)温度 镀液温度对氯化铵电镀锌质量影响很大,氯化铵镀液最适宜的温度是15~35℃。温度还与添加剂质量密切相关,如果温度太高,载体光亮剂可能会析出,主光亮剂也就不能发挥作用。即使所用的添加剂质量较好、耐高温,但如果温度过高,氯化铵也会分解,污染环境,且提高生产成本。因此,即使选择较好的光亮剂,氯化铵镀液的温度也不可超过45℃。
(3)电流密度 阴极电流密度与镀液含量和温度有密切关系,与阴极是否移动也有关系。镀液温度高时,电流密度也要大一些;反之则要小一些。有阴极移动时,电流密度可大一些。镀液中锌离子含量高时,容许电流密度大一些。对添加剂而言,载体光亮剂含量增多,容许电流密度也大一些。
(4)阴极移动 阴极移动对提高镀层的沉积速度和均匀性都是有好处的。这是因为阴极移动可加速锌离子的扩散,从而能大大提高电流密度,还可防止镀层烧焦现象的出现。阴极移动速度一般为10~12次/min,移动距离为10~15cm。
(5)阳极 阳极采用0号锌板较好。如用1号锌板,刚镀出的镀层看似没有区别,但钝化膜可能容易变色。阳极板不宜挂得太少;否则,会使镀层不均匀,而且槽电压也高,会浪费电能。
6.镀液维护和故障处理
(1)原材料的选择 氯化铵电镀锌所用原料不多,如果镀液中不加硼酸,原料仅为氯化铵和氯化锌,氯化铵一般不会出现质量问题,但氯化锌易出现质量问题。质量差的氯化锌含有较多的铜和铅杂质,必须加以注意。另外,还要注意锌板的质量。好的锌板在电镀后从镀液中提出来时表面的花纹大,质量差的锌板花纹很细碎。铜杂质多时,镀层会发黑;铅杂质多时,会降低阴极电流效率和镀液覆盖能力,钝化膜很容易变色。
(2)控制外来杂质 除了由劣质锌板带来铜、铅等金属杂质外,从外部带入的杂质主要是铜离子。铜离子的来源主要是阴极与阳极铜棒、锌板的挂钩和挂镀件的铜挂钩。因为氯化铵镀液对铜的腐蚀性很大,铜棒或铜挂钩的表面会罩上一层铜绿,长时间不清洗,铜绿会掉入镀液。铜杂质可采用锌粉或电解法处理。锌粉在使用前最好先活化。处理铜杂质的最有效方法还是电解法,阴极电流密度为0.1~0.15A/dm2即可,虽然时间稍长,但可靠方便。
(3)加料方法 固体氯化铵不可直接加入镀槽,应事先溶解在一个容器中,需要时要向镀液中加入饱和的氯化铵溶液,这样既节省氯化铵,又能保持镀液的稳定性。另外,直接加入氯化铵会造成镀液局部过饱和,造成载体光亮剂的盐析。
(4)镀液含量控制 控制镀液含量是保证电镀溶液稳定的一项重要措施。氯化铵电镀锌出现问题多数是由于氯化铵含量过高造成的。氯化铵含量太高会造成载体光亮剂盐析,主光亮剂自然也不会溶解在水中,镀层当然会变得粗糙,覆盖能力也会变差。由于氯化铵高温下会分解析出氨气,氯离子留在溶液中,因此分析氯化铵含量时应分析氯离子的含量,而不是铵离子,否则不管如何测量,氯化铵的含量也不高。另外,锌离子的含量也是不可忽视的。锌离子含量偏高,覆盖能力和分散能力变差,镀层结晶也变得粗大;锌离子含量偏低,电流效率降低,允许的电流密度范围变窄。除此之外,锌离子含量的高低还与镀件形状、镀液温度、是否阴极移动,以及添加剂质量等有关,要根据具体情况灵活掌握。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。