



按照国家标准YB/T 5092—2006《焊接用不锈钢丝》、GB/T 14957—1994《熔化焊用钢丝》、GB/T 3429—2002《焊接用钢盘条》、GB 4241—2006《焊接用不锈钢盘条》等选择相应牌号的钢丝作为焊芯。焊接碳钢和低合金钢时,常选用低碳钢作为焊芯,其牌号为“H08A”或“H08E”。“H”表示焊条用钢丝的汉语拼音的第一个字母,“08”表示焊芯的平均碳含量为0.08%(质量分数);“A”表示优质钢,E表示特级钢,即对于硫、磷等杂质的限量更加严格。
焊条药皮的组成物有6大类,即造渣剂、脱氧剂、造气剂、稳弧剂、粘结剂及需要时加入的合金化元素。表4.1-3~表4.1-5为焊条药皮的功能、类型及代号、原材料。表4.1-6和表4.1-7为几种焊条药皮的典型配方。表4.1-8为各种药皮类型结构钢焊条工艺性能一览表。
表4.1-3 焊条药皮的功能
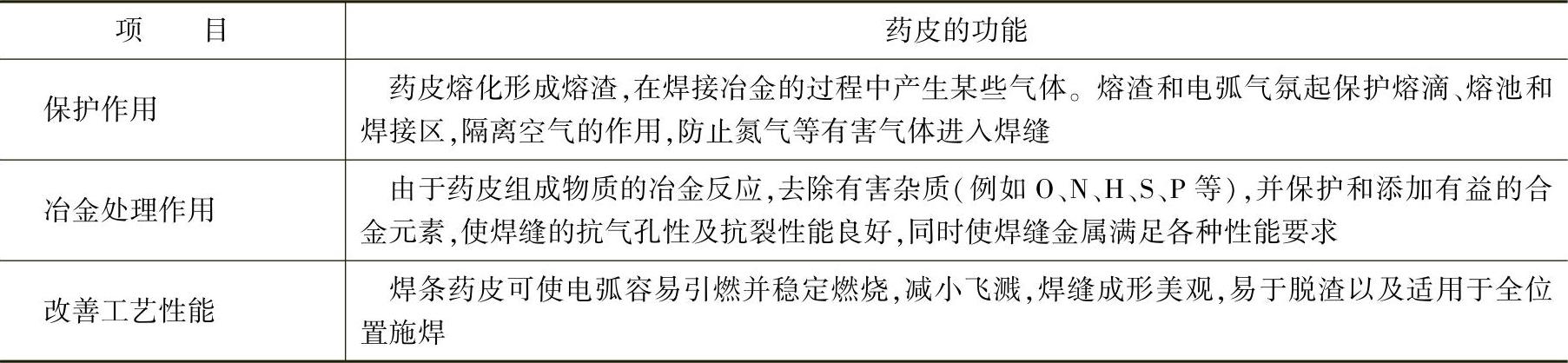
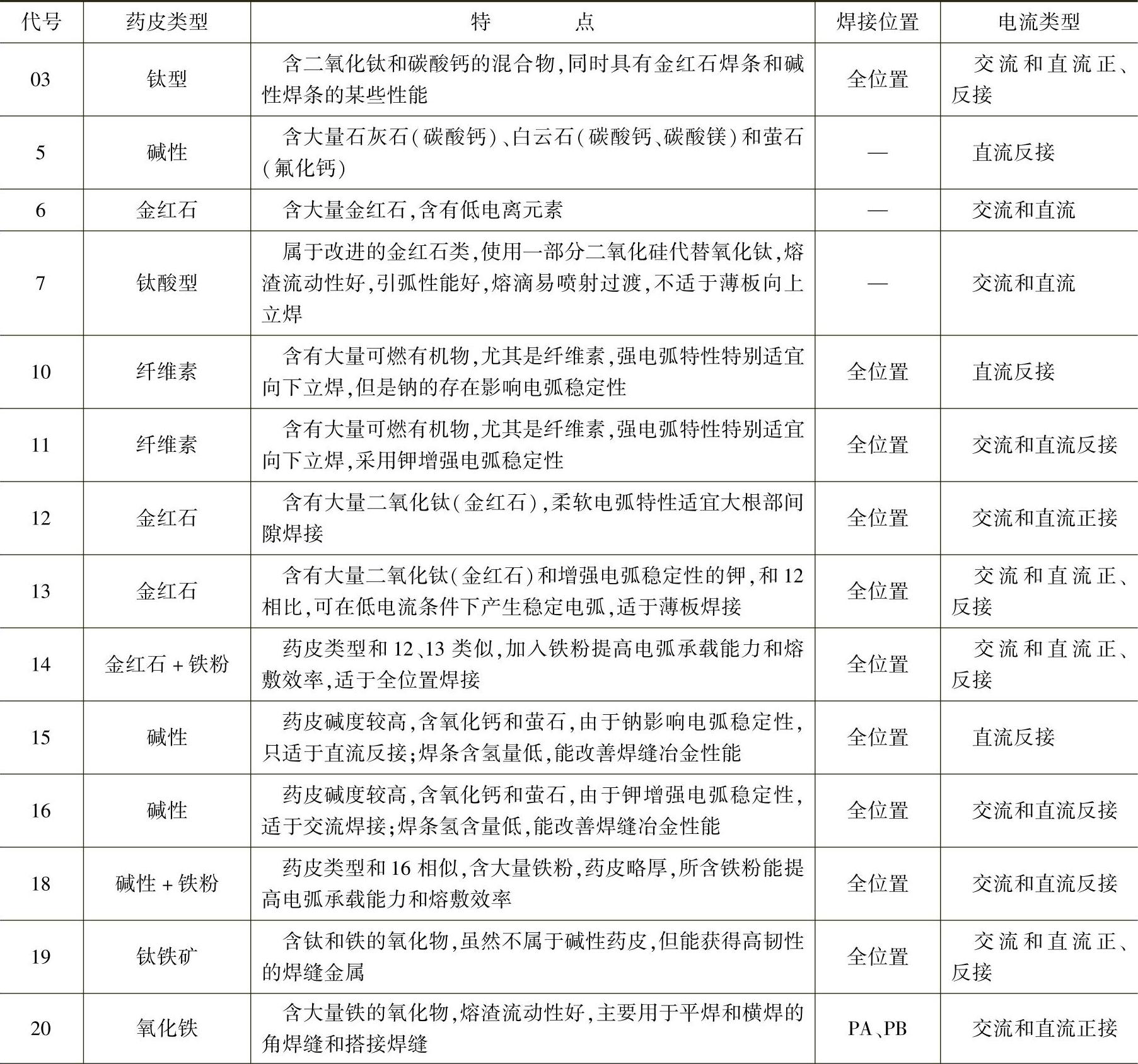
表4.1-4 焊条药皮类型及代号(GB/T 5117—2012)
(续)
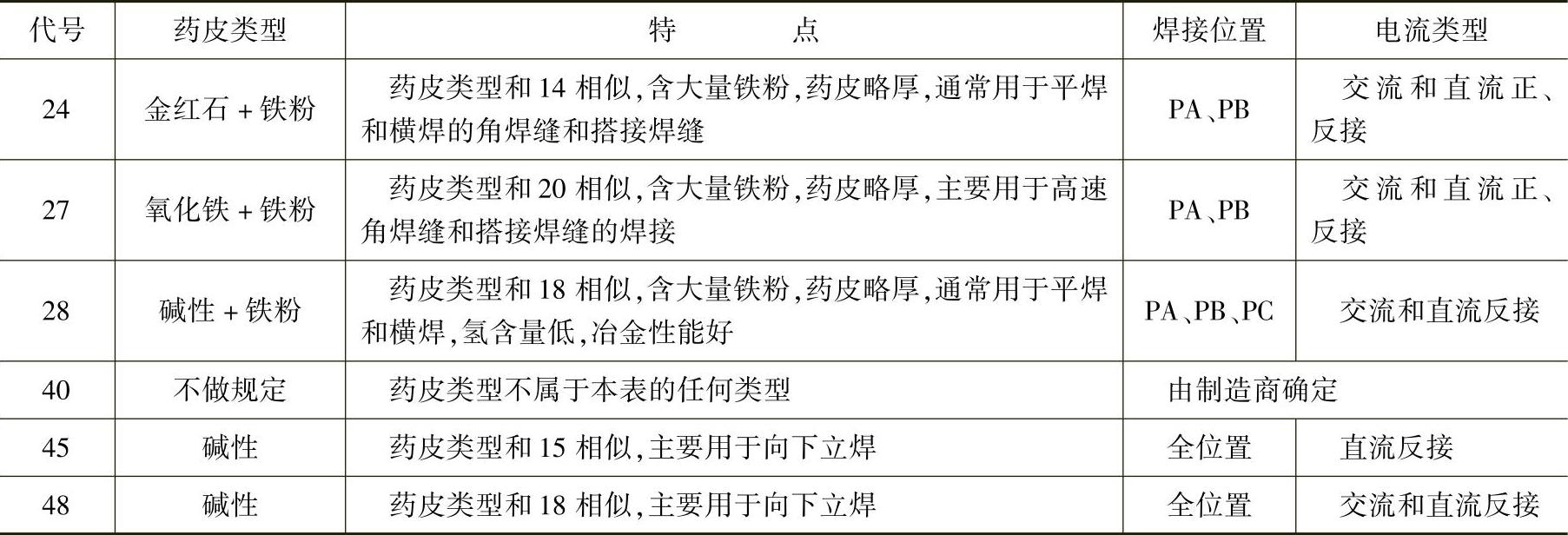
注:1.“全位置”并不一定包含向下立焊,由制造商确定。
2.PA为平焊,PB为平角焊,PC为横焊。
表4.1-5 药皮原材料的种类

表4.1-6 E4303焊条药皮典型配方(质量分数,%)
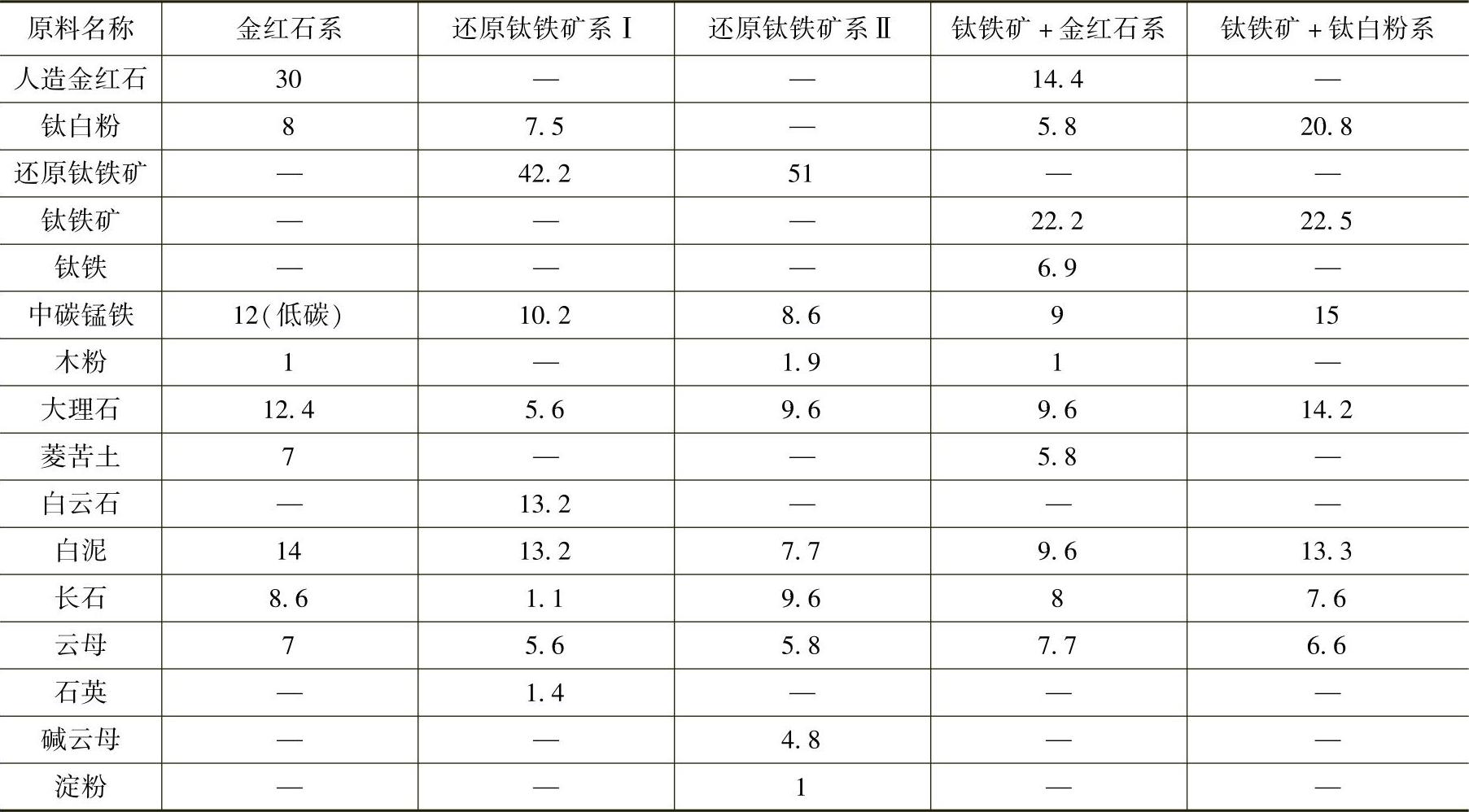
表4.1-7 E5015和E5016焊条药皮典型配方(质量分数,%)

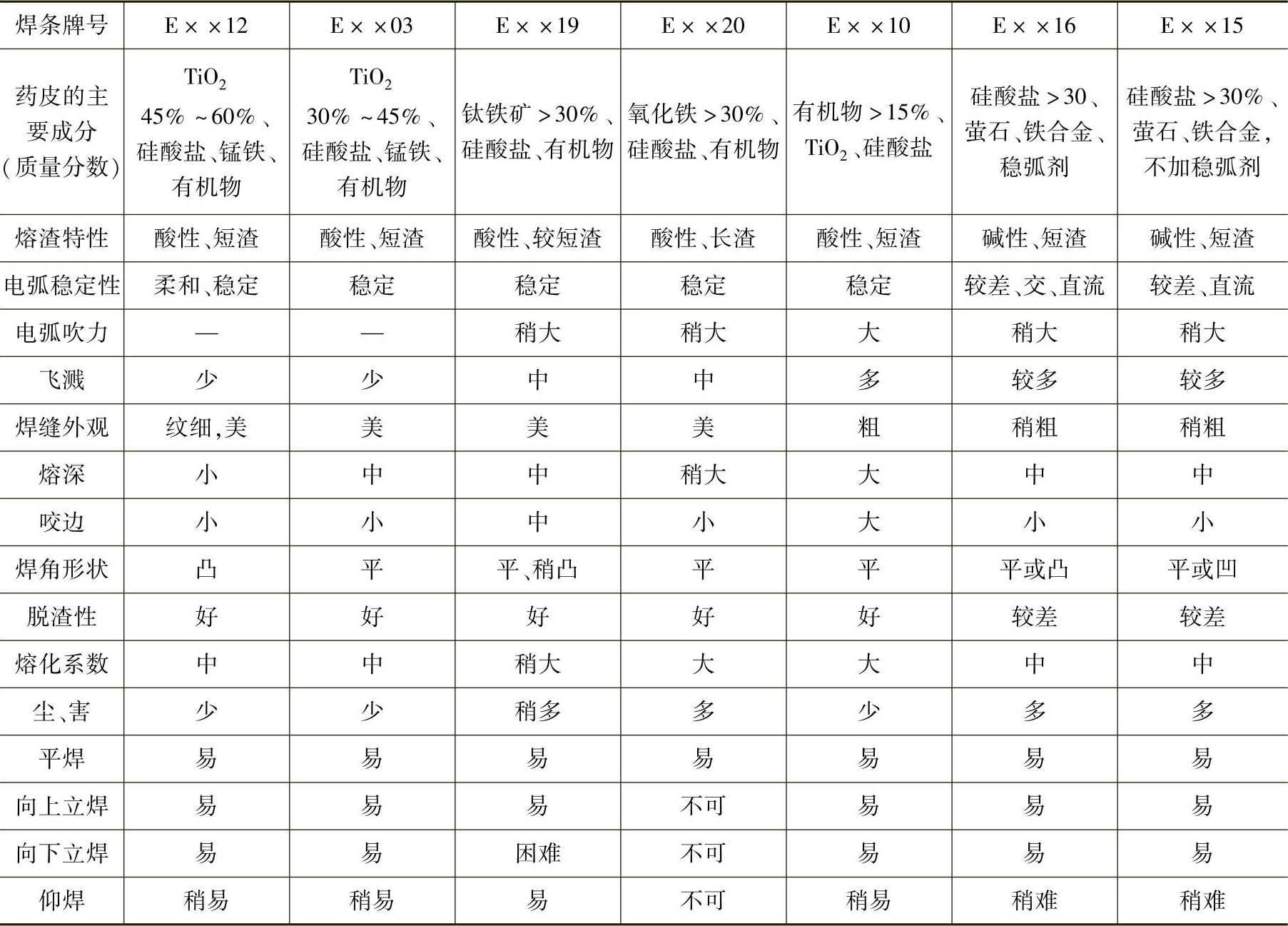
表4.1-8 各种药皮类型结构钢焊条工艺性能一览表
4.1.3 焊条的型号与性能
通常可以用焊条的型号及牌号反映其主要性能特点及类别。4.1.3.1 非合金钢及细晶粒钢焊条
在GB/T 5117—2012《非合金钢及细晶粒钢焊条》国家标准中,规定焊条型号的主体结构由五部分组成。第一部分用字母“E”表示焊条;第二部分为两位数字,表示熔敷金属的最小抗拉强度代号,见表4.1-9;第三位为“E”后面的第三和第四两位数字,表示焊条类型、焊接位置和电流类型,见表4.1-4;第四部分为熔敷金属的化学成分分类代号,可为“无标记”或短划“-”后的字母、数字或字母和数字的组合,见表4.1-10;第五部分为焊后状态代号,其中“无标记”为焊态,“P”表示热处理态,“AP”表示焊态和焊后热处理两种状态均可。除了这些强制分类代号外,供需双方协商,可在型号后面依次附加可选代号,字母“U”表示在规定试验温度下,冲击吸收能量可达47J以上;“HX”为扩散氢代号,见表4.1-11。表4.1-12及表4.1-13分别为非合金钢及细晶粒钢焊条熔敷金属的化学成分和力学性能。
示例1:
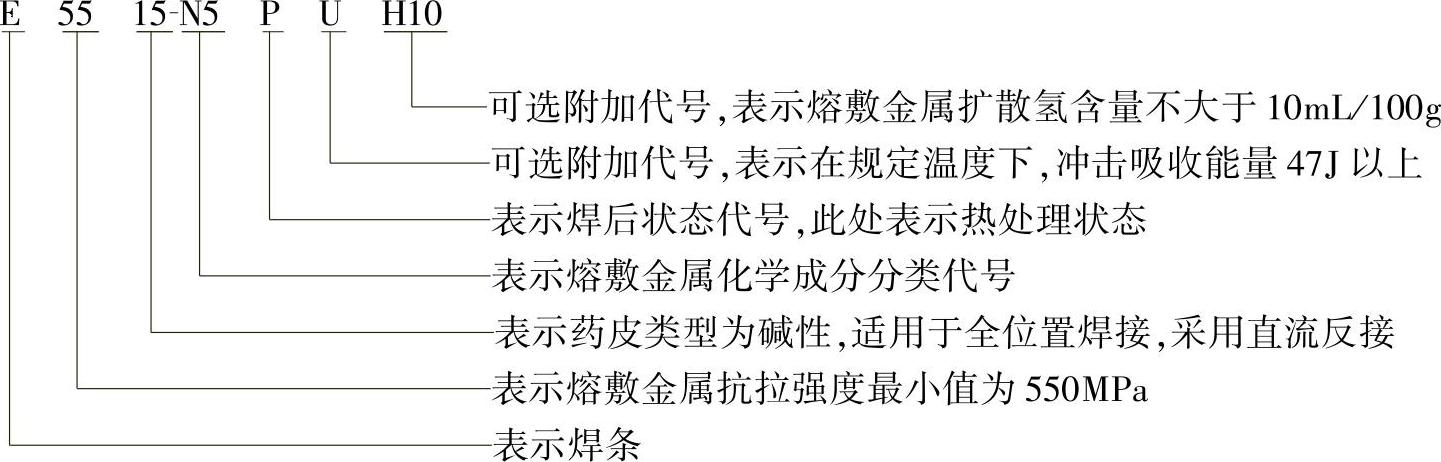
典型非合金钢及细晶粒钢焊条型号示例如下:
示例2:

表4.1-9 非合金钢及细晶粒钢焊条熔敷金属抗拉强度代号

表4.1-10 非合金钢及细晶粒钢焊条熔敷金属化学成分分类代号
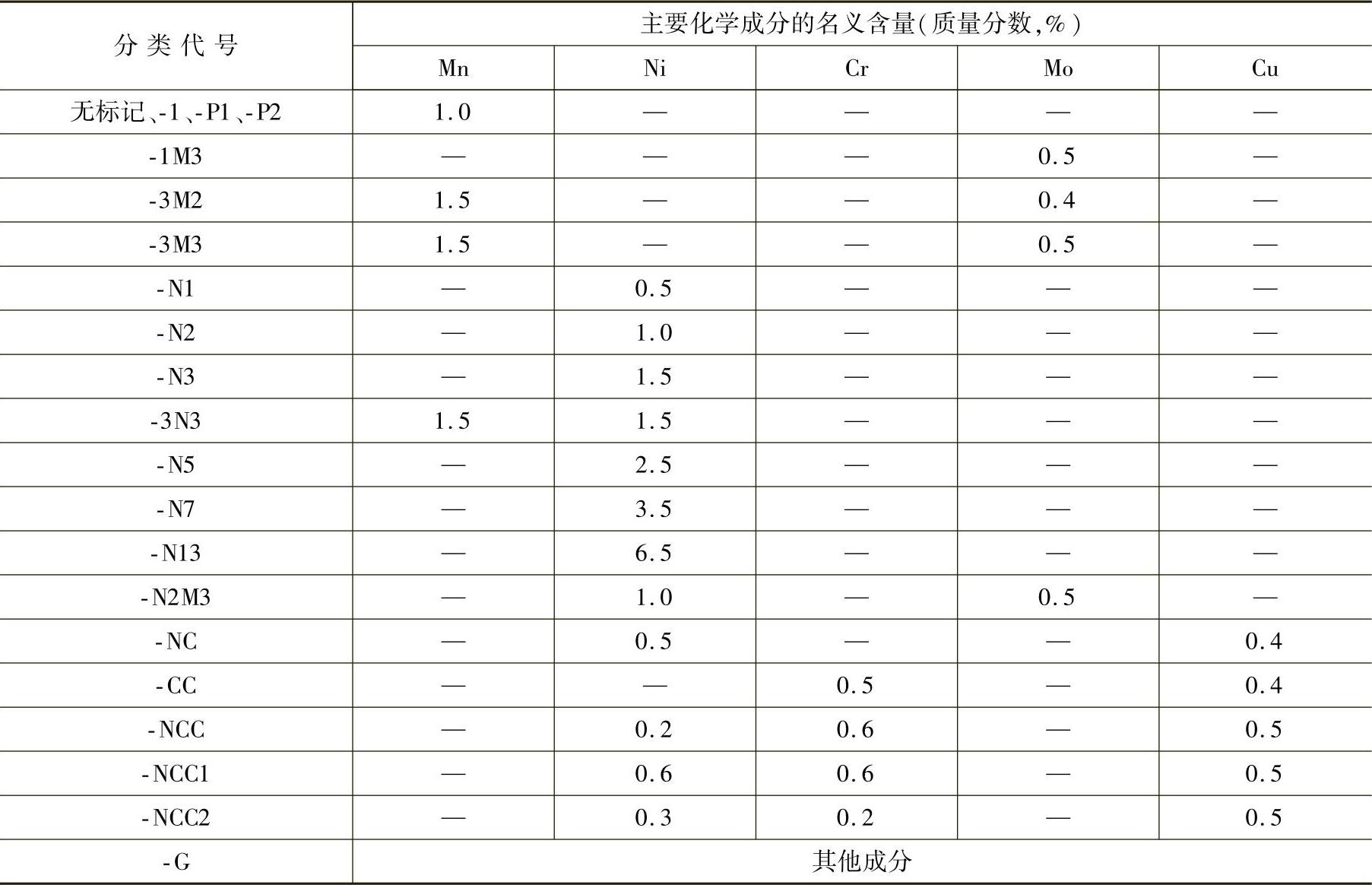
表4.1-11 非合金钢及细晶粒钢焊条熔敷金属扩散氢含量代号

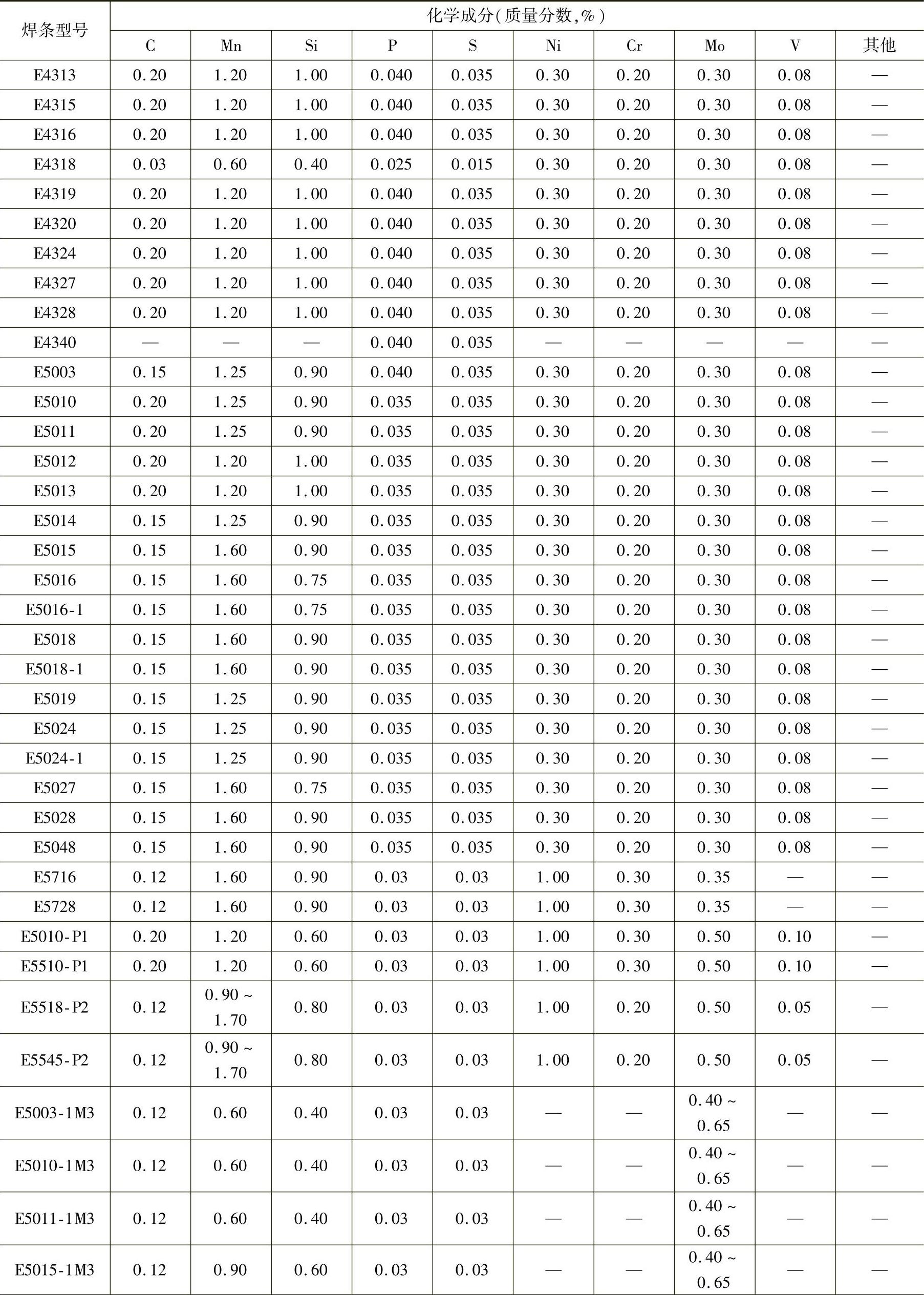
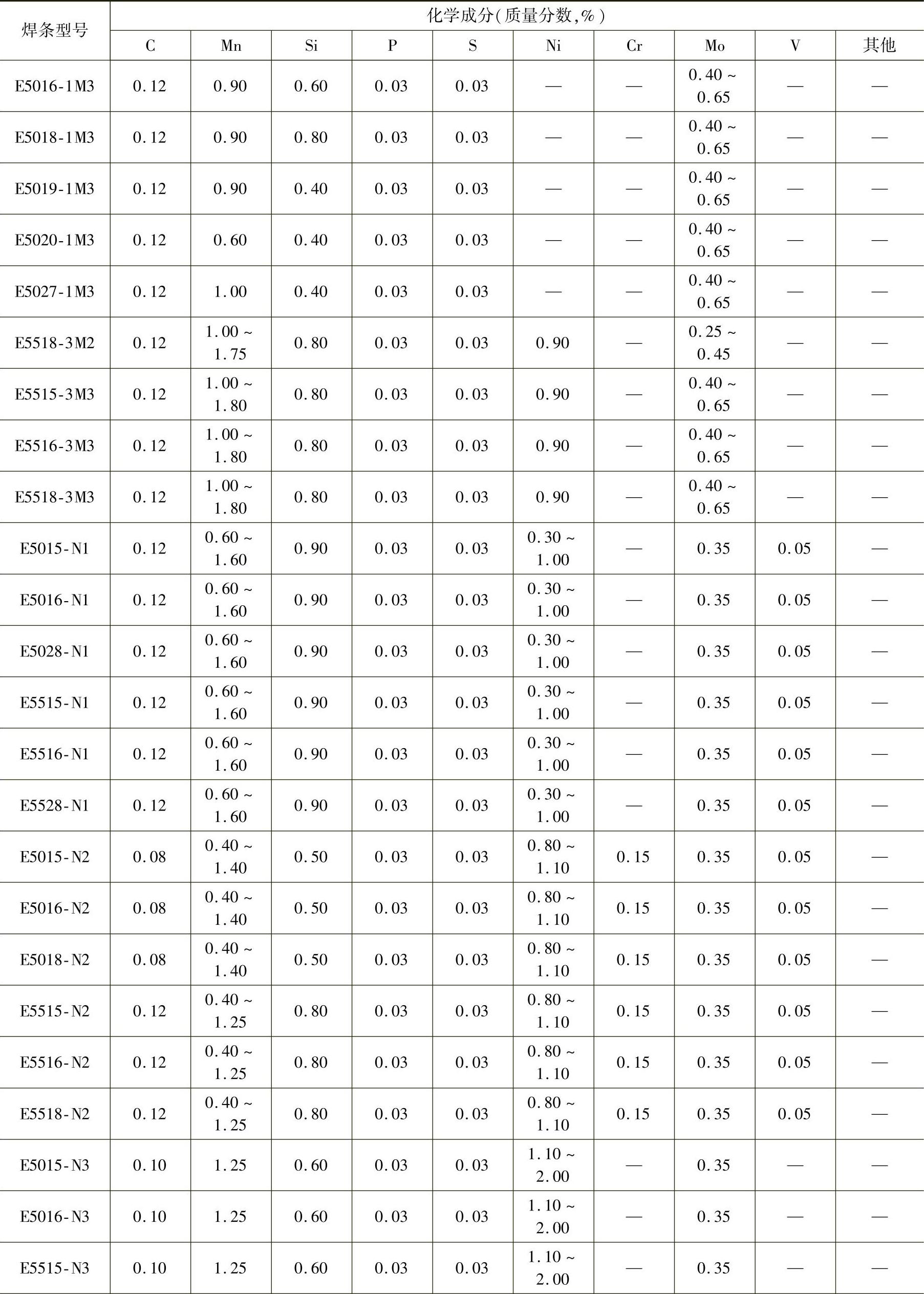
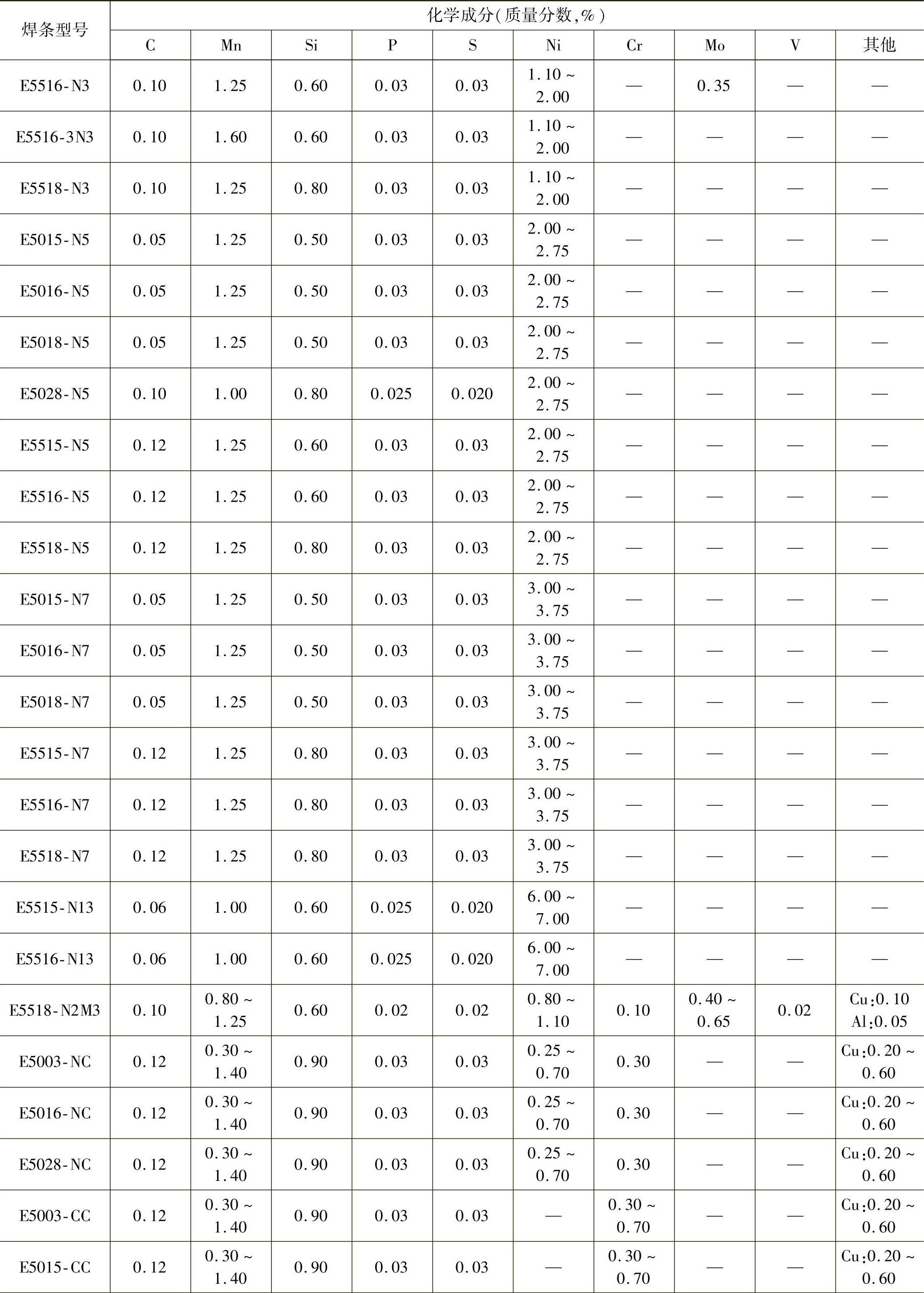
表4.1-12 非合金钢及细晶粒钢焊条熔敷金属的化学成分(GB/T 5117—2012)

(续)
(续)
(续)
(续)
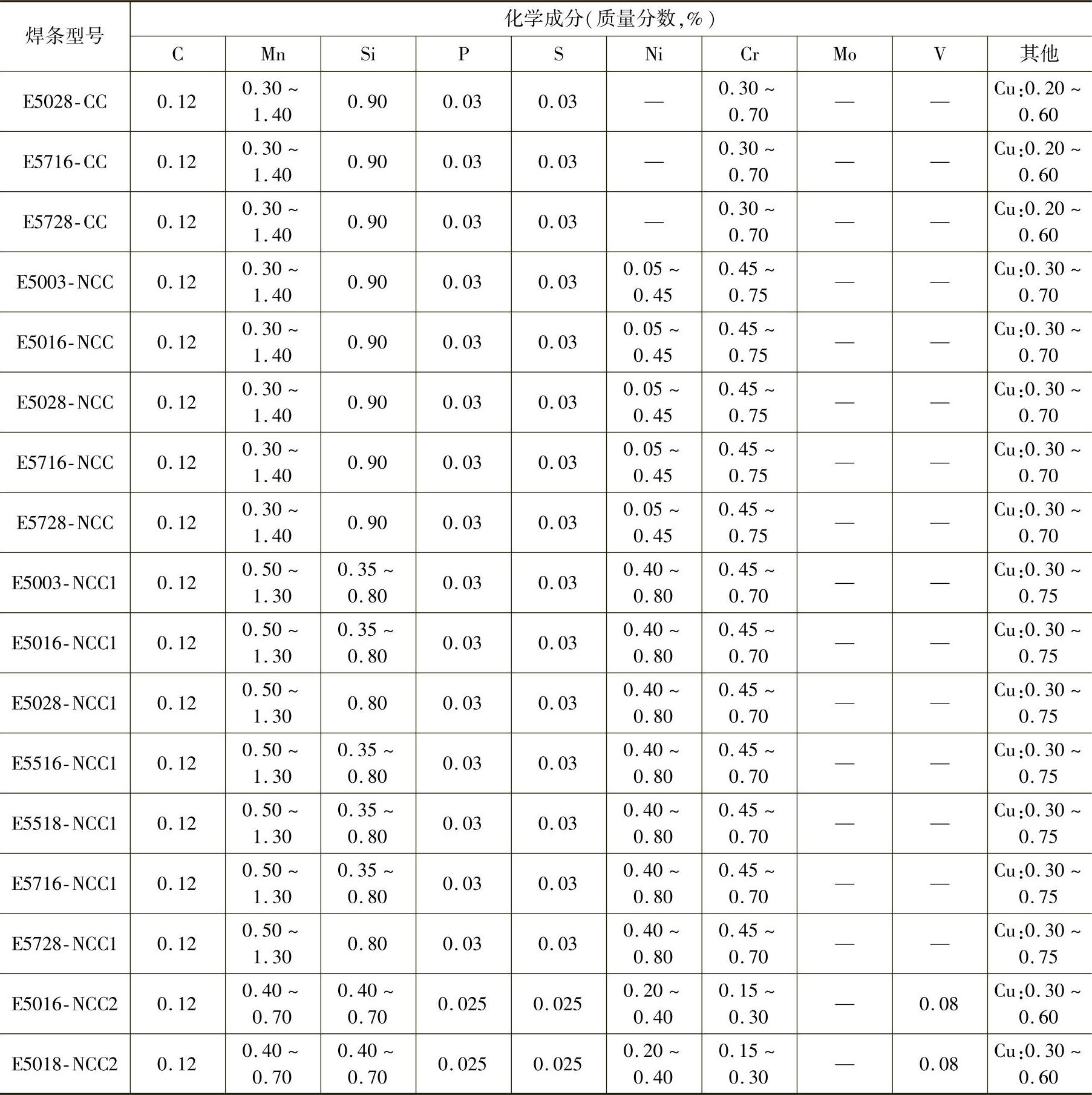
注:表中单值均为最大值。
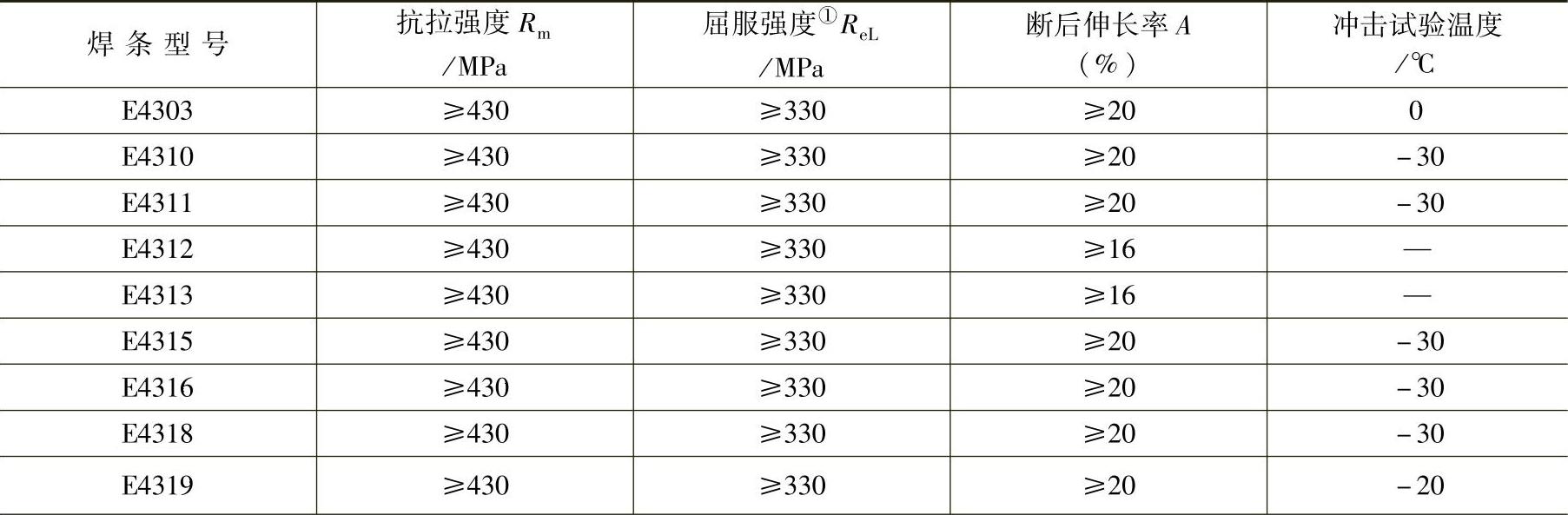
表4.1-13 非合金钢及细晶粒钢焊条熔敷金属的力学性能(GB/T 5117—2012)
(续)
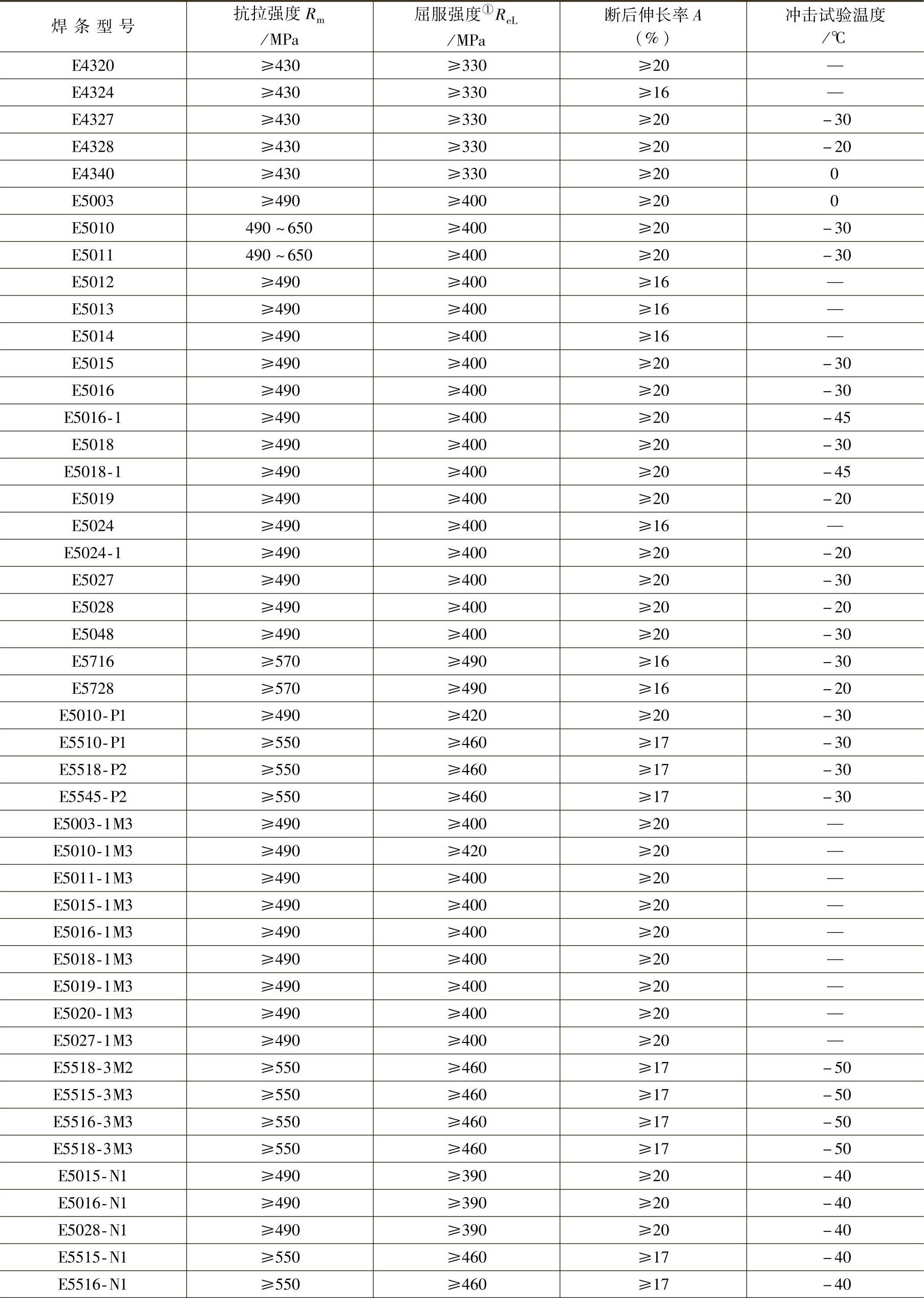
(续)
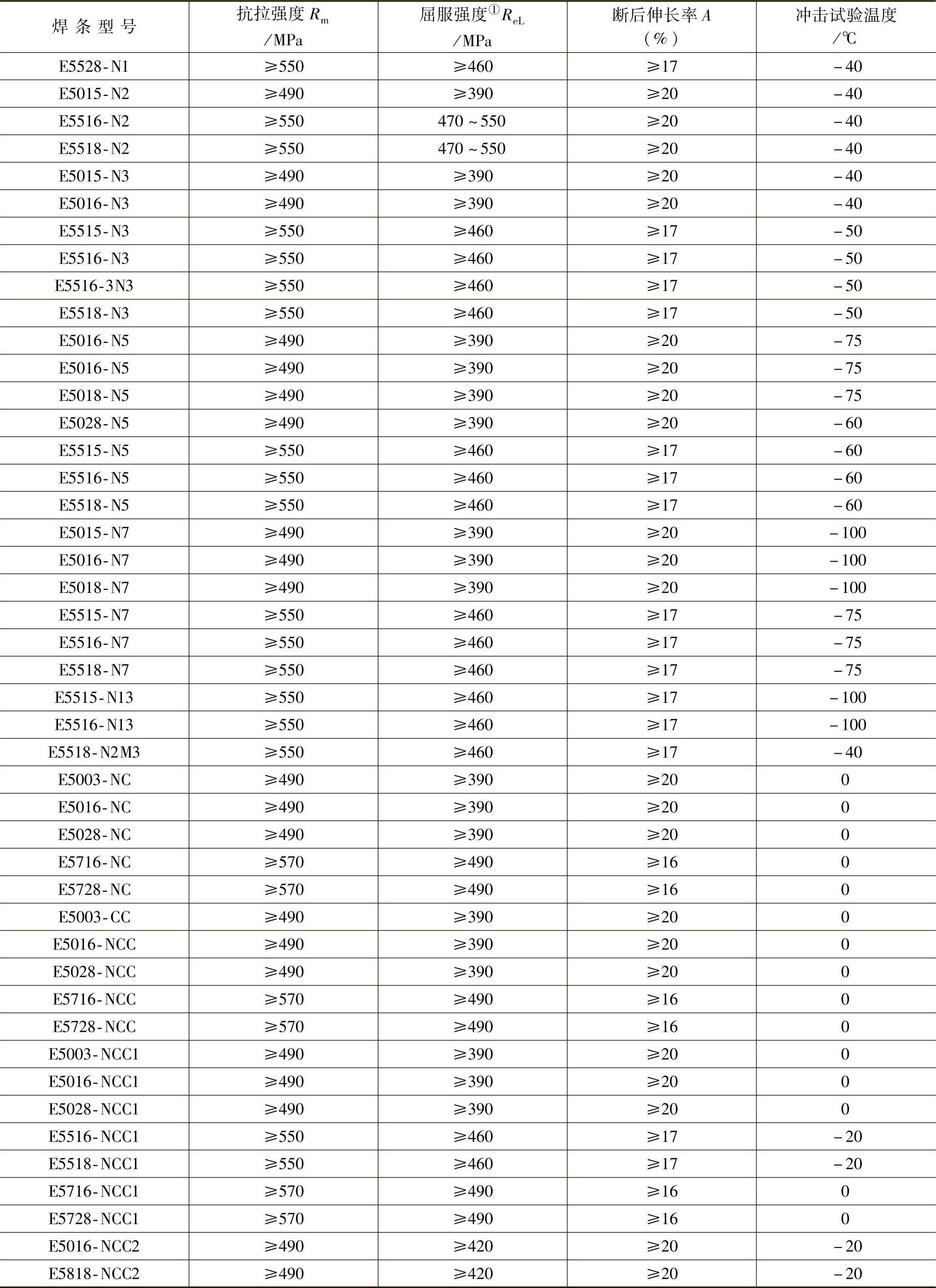
①当屈服现象不明显时,应测定规定塑性延伸强度Rp0.2。
4.1.3.2 不锈钢焊条
在GB/T 983—2012《不锈钢焊条》国家标准中,规定焊条型号由四部分组成。第一部分用字母“E”表示焊条;第二部分为“E”后面的数字,表示熔敷金属的化学成分分类,数字后面的“L”表示碳含量较低,“H”为碳含量较高,对有其他特殊要求的化学成分,该化学成分用元素符号放在后面,见表4.1-14。第三部分为短划“-”后的第一位数字,表示焊接位置,见表4.1-15。第四部分为最后一位数字,表示药皮类型和电流类型,见表4.1-4。
典型不锈钢焊条型号示例如下:
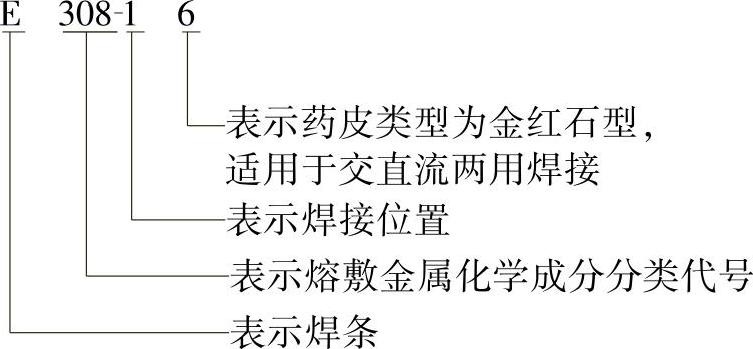
表4.1-14 不锈钢焊条熔敷金属的化学成分(GB/T 983—2012)
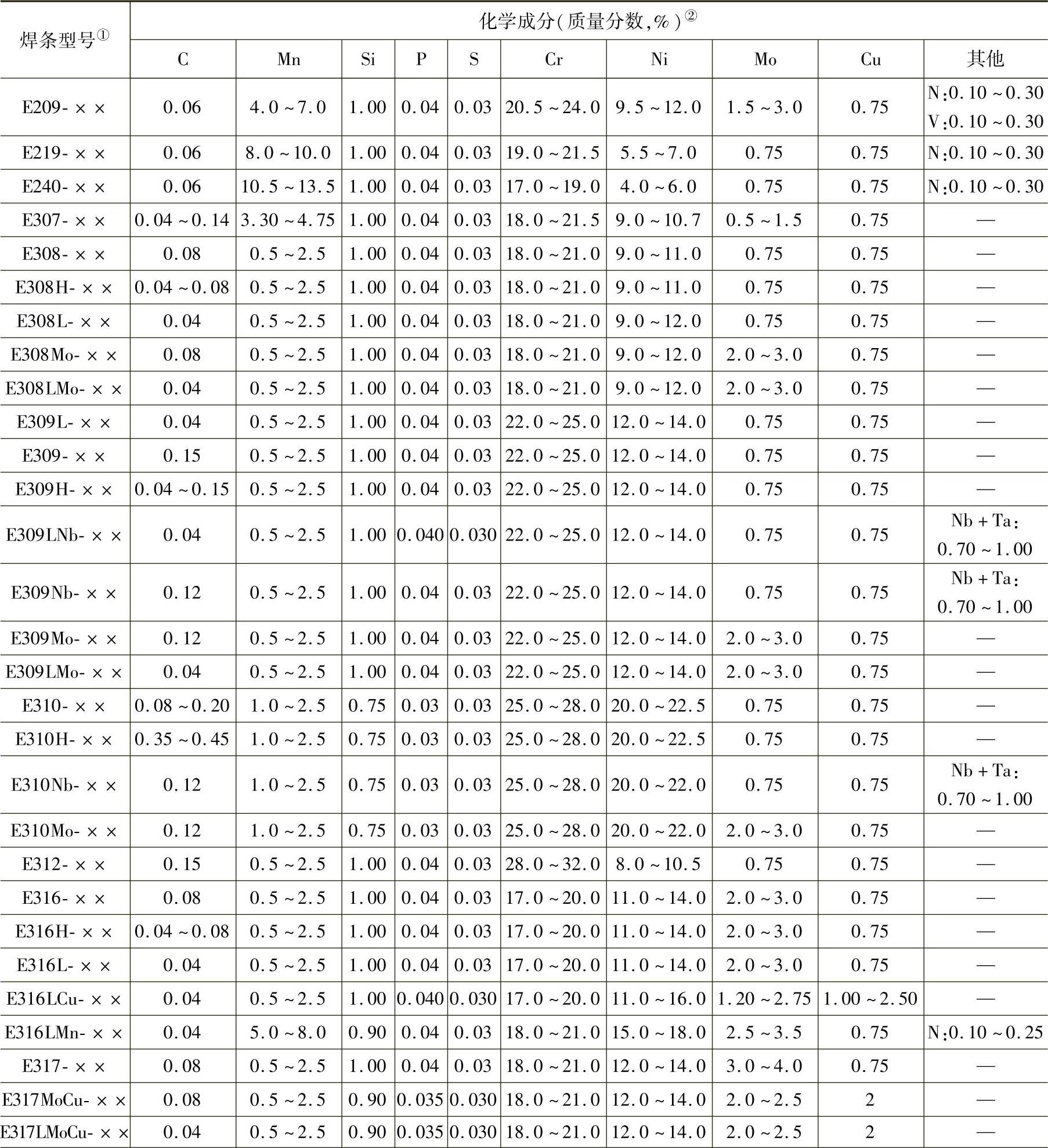
(续)
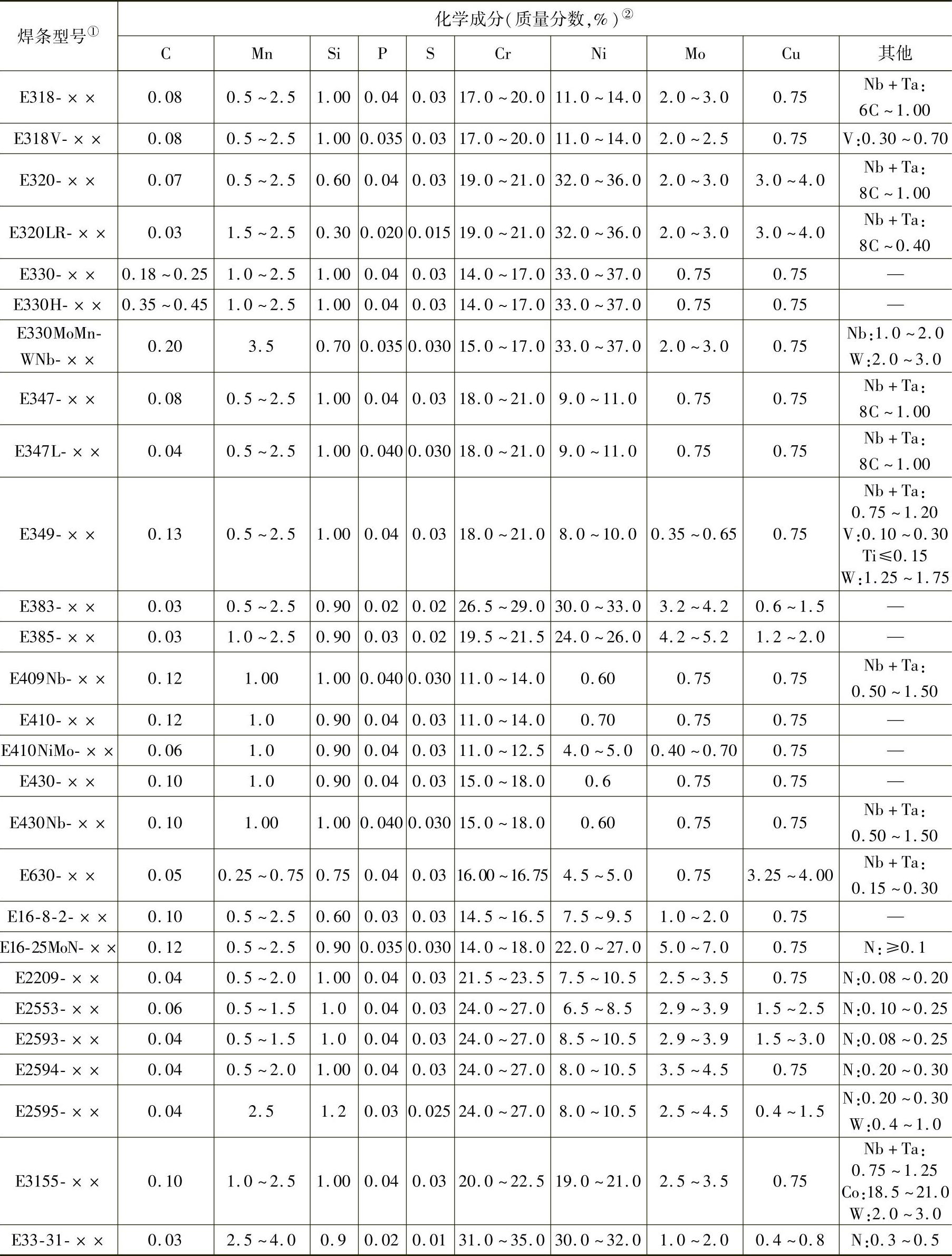
①焊条型号中“××”表示焊接位置和药皮类型。
②应按表中规定的元素进行化学分析。如果在分析过程中发现其他化学成分,则应进一步分析这些元素的含量,除Fe外,不应超过0.5%。
表4.1-15 焊接位置代号
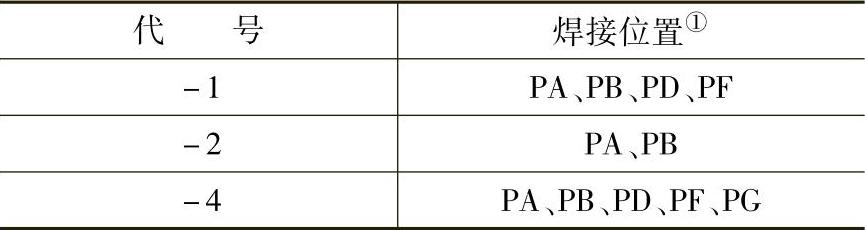
①焊接位置见GB/T 16672,其中PA为平焊,PB为平角焊,PD为仰角焊,PF为向上立焊,PG为向下立焊。
4.1.3.3 热强钢焊条
在GB/T 5118—2012《热强钢焊条》国家标准中,规定焊条型号由四部分组成。第一部分用字母“E”表示焊条;第二部分为“E”后面的两位数字,表示熔敷金属的最小抗拉强度,见表4.1-16;第三部分为字母后面的第三和第四两位数字,表示焊条药皮类型、焊接位置和电流类型,见表4.1-4;第四部分为短划“-”后的字母、数字或字母和数字的组合,表示熔敷金属的化学成分分类代号,见表4.1-17。除了强制分类代号外,供需双方协商,可在型号后附加扩散氢代号“H×”,见表4.1-11。
典型热强钢焊条型号示例如下:
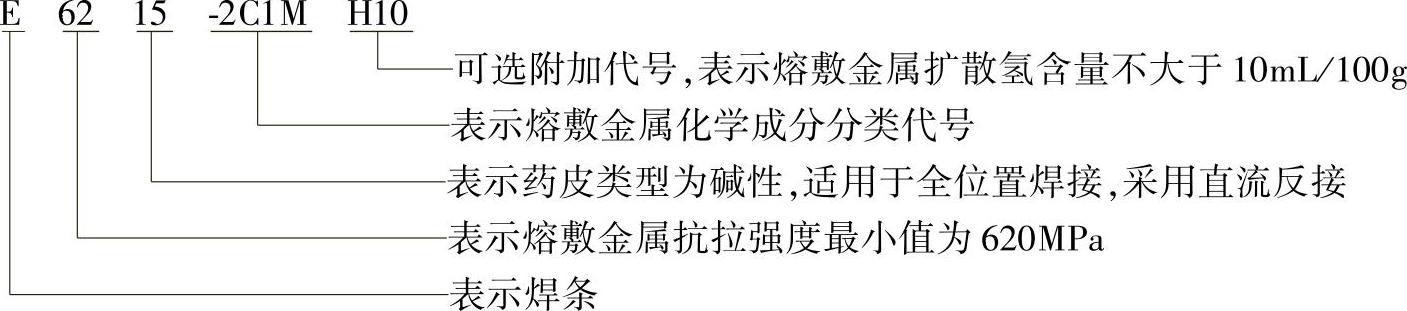
表4.1-16 热强钢焊条熔敷金属的最小抗拉强度代号

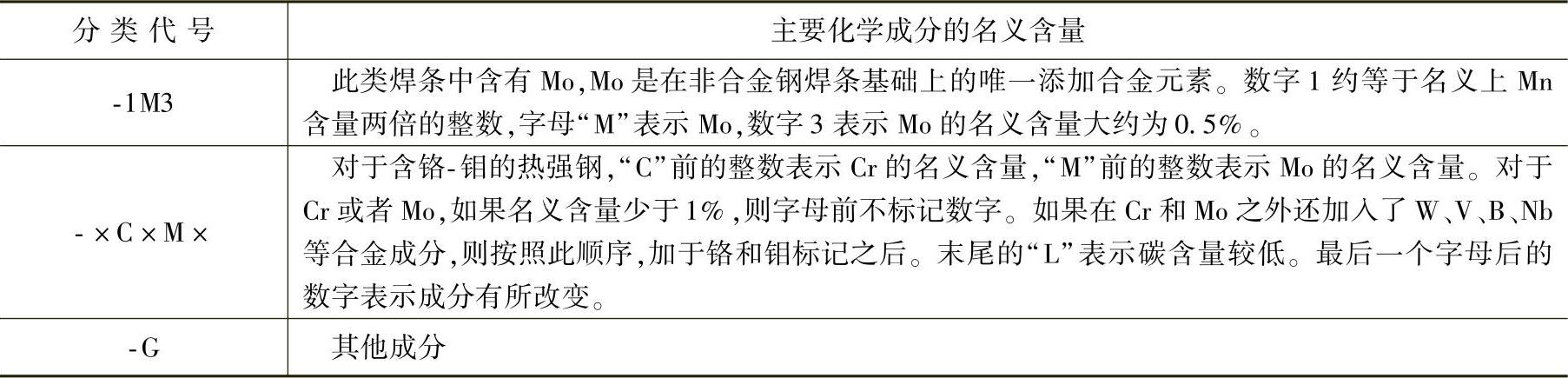
表4.1-17 热强钢焊条熔敷金属的化学成分分类代号
 (https://www.xing528.com)
(https://www.xing528.com)
热强钢焊条熔敷金属的化学成分和力学性能分别见表4.1-18和表4.1-19。
表4.1-18 热强钢焊条熔敷金属的化学成分(GB/T 5118—2012)
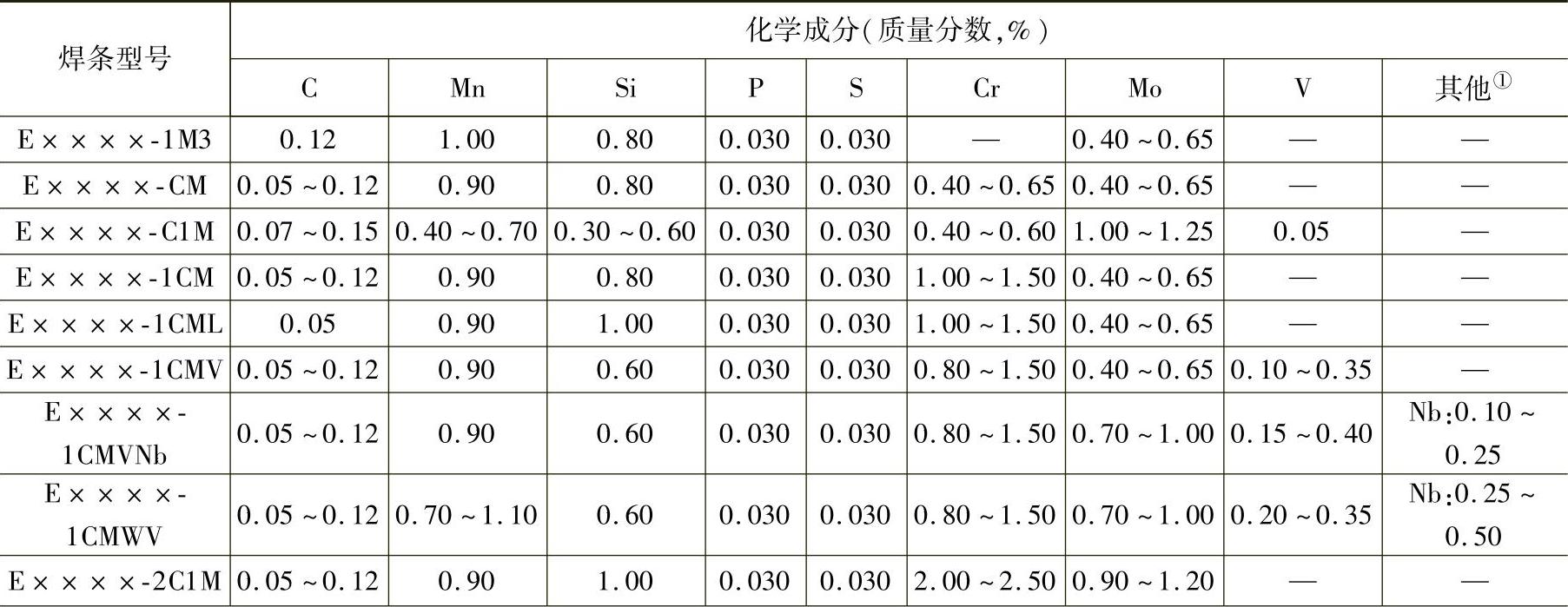
(续)
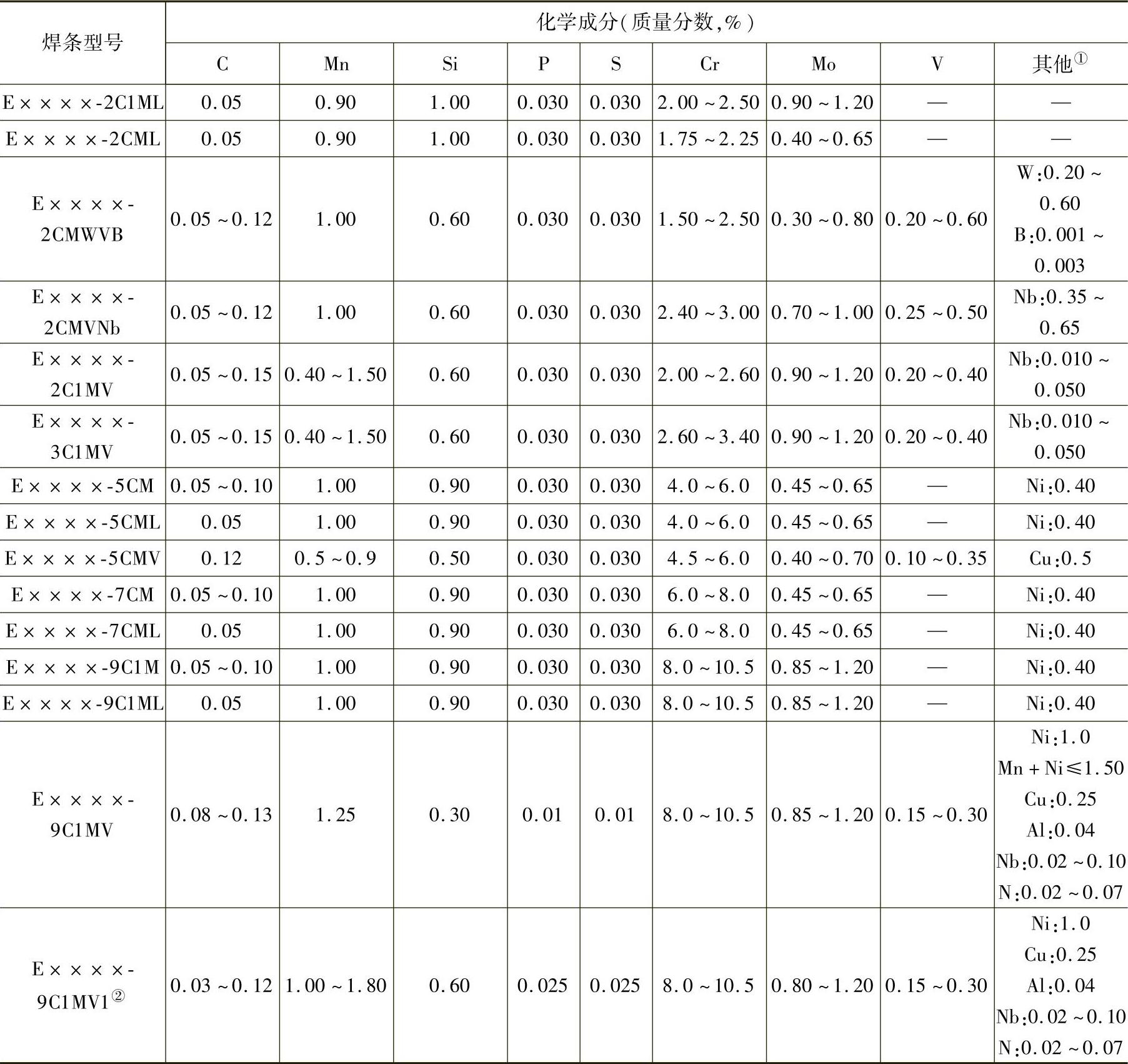
注:表中单值均为最大值。
①如果有意添加表中未列出的元素,则应进行报告,这些添加元素和在常规化学分析中发现的其他元素的总质量分数不应超过0.50%。
②Ni+Mn的化合物能降低Ac1点的温度,所要求的焊后热处理温度可能接近或超过了焊缝金属的Ac1点。
表4.1-19 热强钢焊条熔敷金属的力学性能(GB/T 5118—2012)
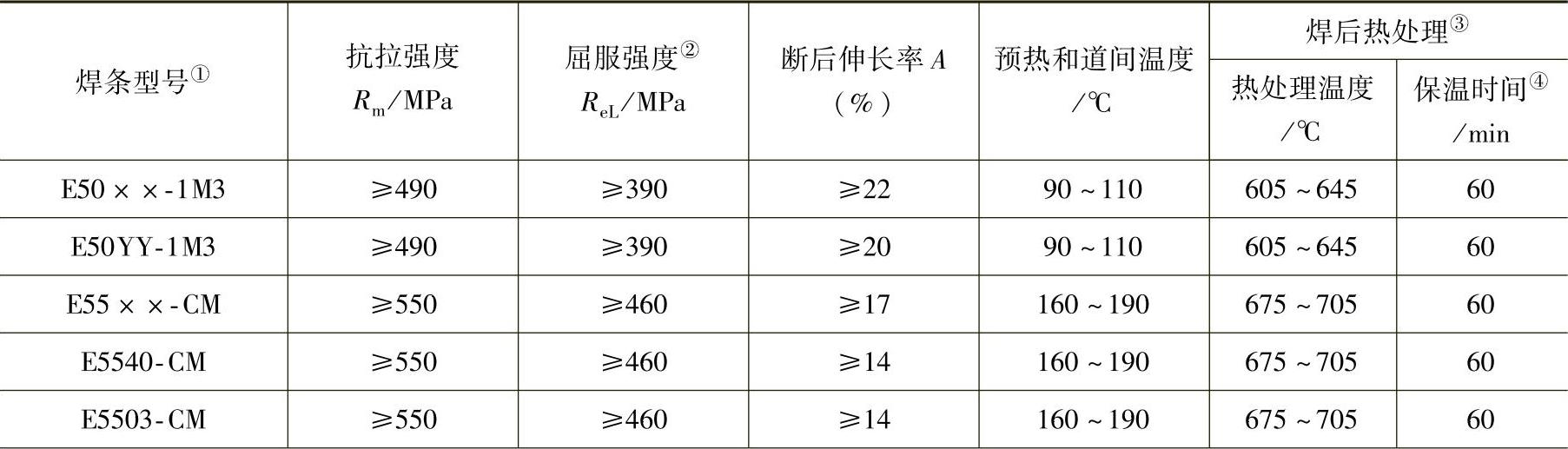
(续)
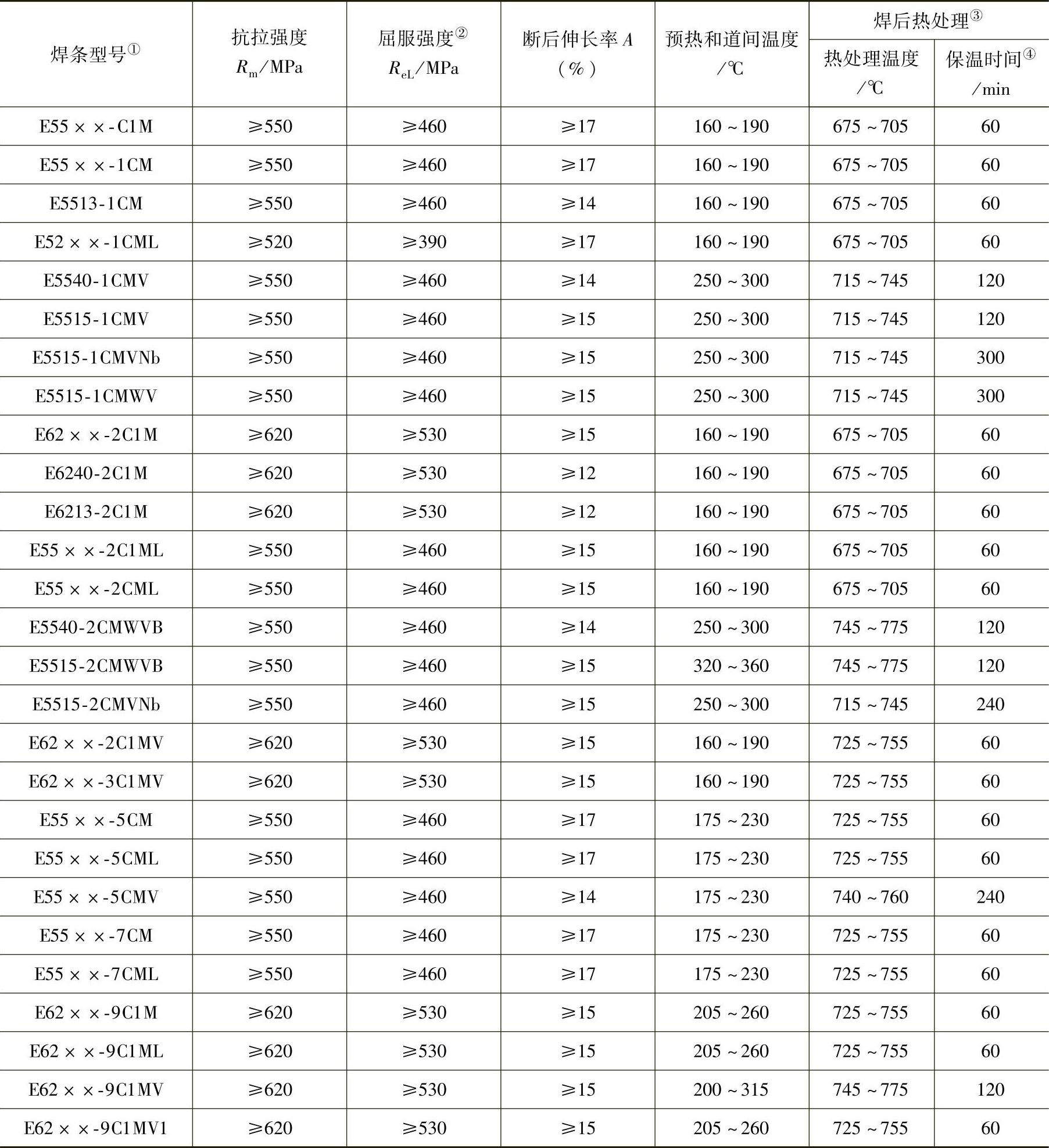
①焊条型号中××代表药皮类型15、16或18,YY代表药皮类型10、11、19、20或27。
②当屈服现象不明显时,应测定规定塑性延伸强度Rp0.2。
③试件放入炉内时,以85~275℃/h的速率加热到规定温度。达到保温时间后,以不大于200℃/h的速率随炉冷却至300℃以下。试件冷却至300℃以下的任意温度时,允许从炉中取出,在静态大气中冷却至室温。
④保温时间公差为0~10min。
4.1.3.4 堆焊焊条
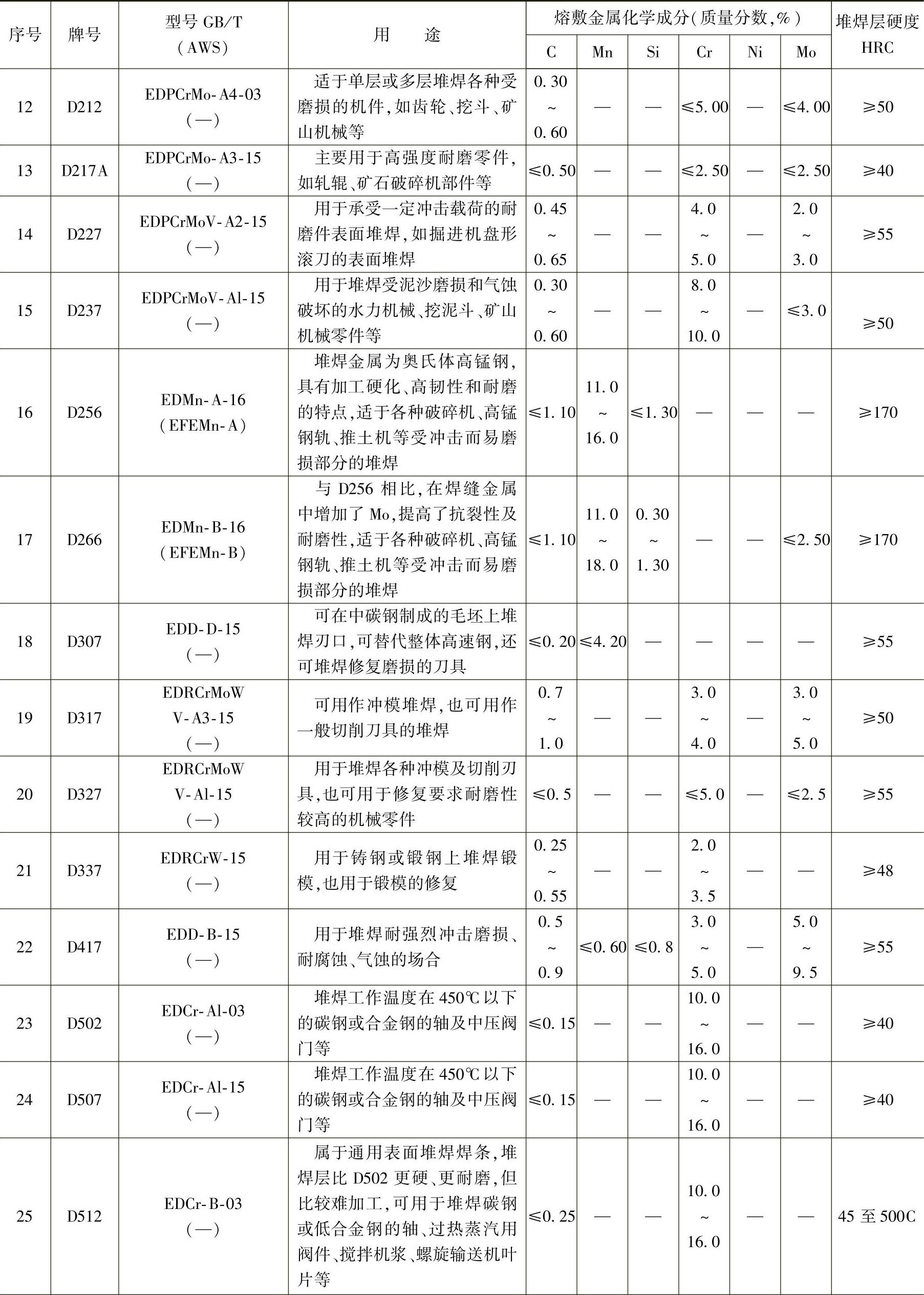
根据GB/T 984—2001《堆焊焊条》的规定,字母“ED”表示用于表面耐磨堆焊焊条;后面用一或两位字母、元素符号表示焊条熔敷金属化学成分分类代号,还可附加一些主要成分的元素符号,在基本型号内可用数字、字母进行细分类,细分类代号也可用短划“-”与前面符号分开,型号中最后两位数字表示药皮类型和焊接电流种类,用短划“-”与前面符号分开,见表4.1-20和表4.1-21。表4.1-22为堆焊焊条的型号、牌号、成分、性能和用途。
表4.1-20 堆焊焊条的型号分类

表4.1-21 堆焊焊条型号中药皮类型的数字含义

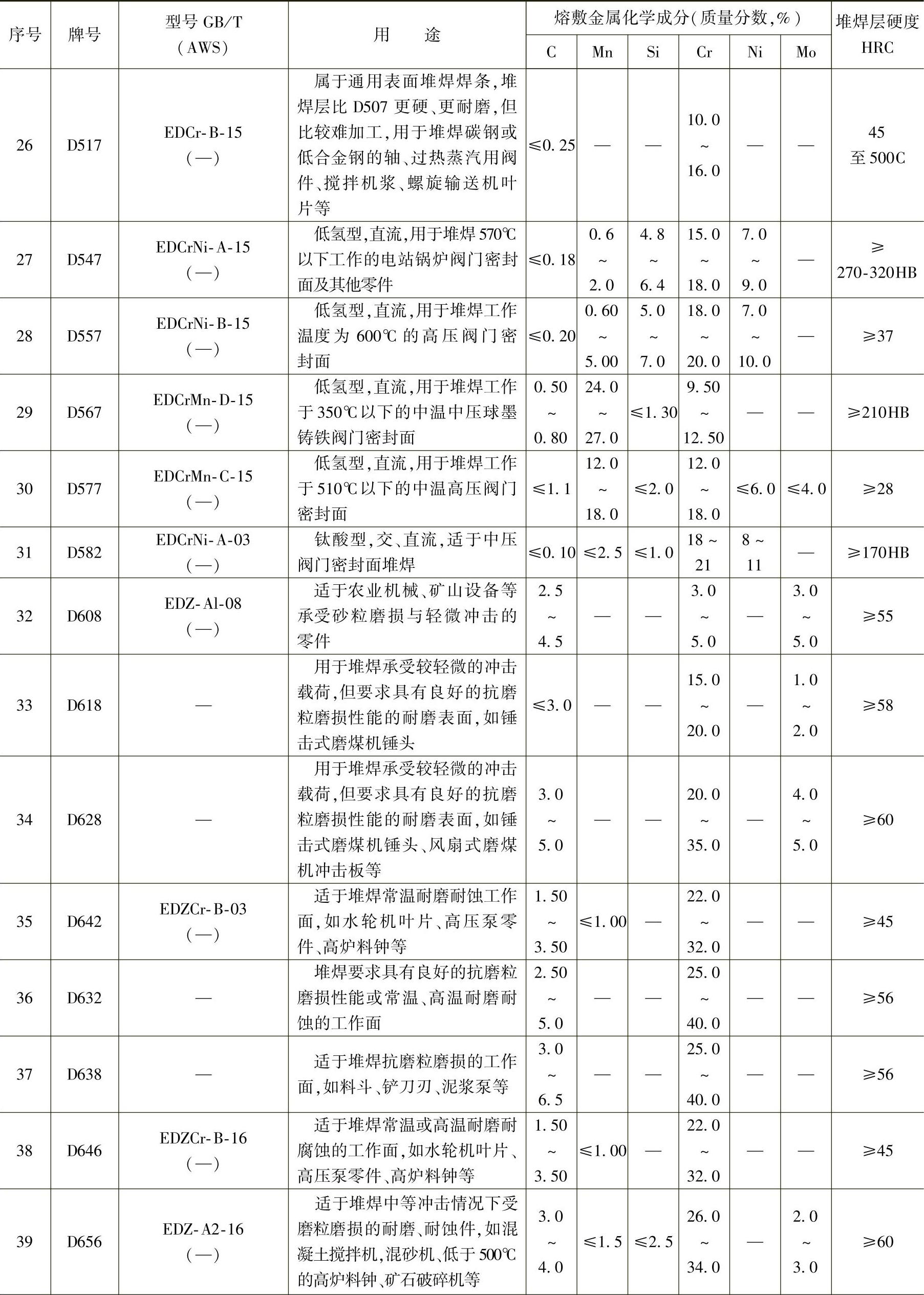
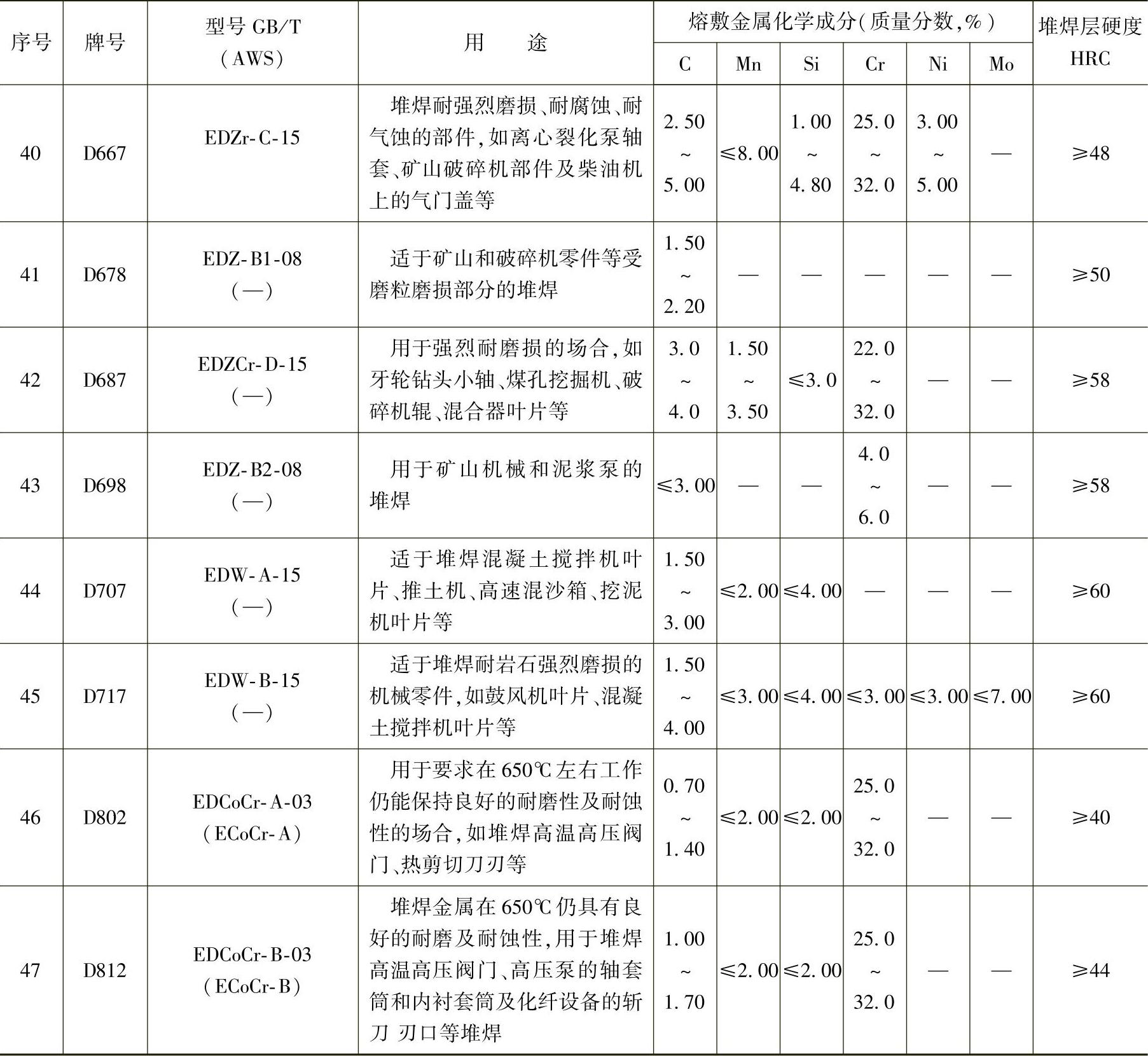
表4.1-22 堆焊焊条的型号、牌号、成分、性能和用途

(续)
(续)
(续)
4.1.3.5 铸铁焊条
根据GB/T 10044—2006《铸铁焊条及焊丝》的规定,铸铁焊条型号由字母“E”和“Z”组成“EZ”,表示用于铸铁焊接焊条,在“EZ”之后用熔敷金属的主要成分的元素符号或金属类型代号表示焊条类别,见表4.1-23。表4.1-24为铸铁焊条型号、牌号、成分、性能和用途。
焊条型号标记示例:
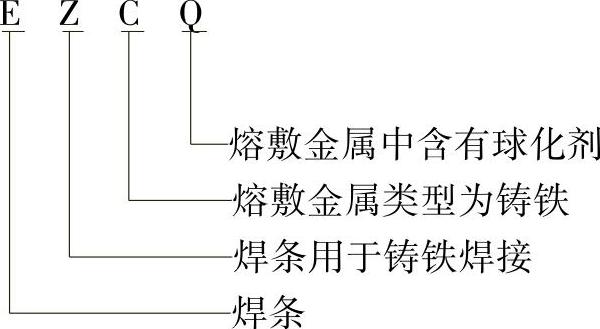
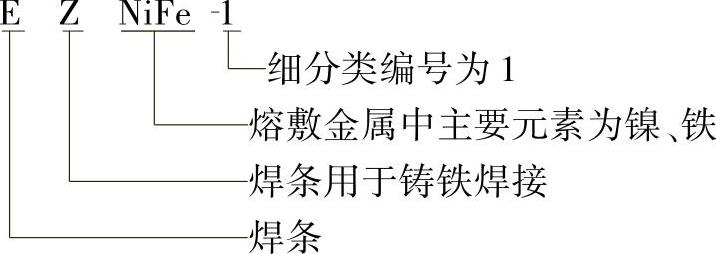
表4.1-23 铸铁焊条型号分类
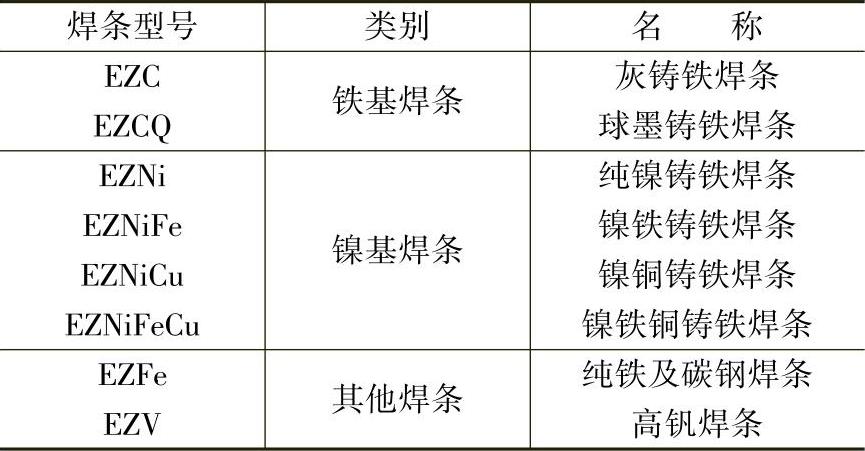
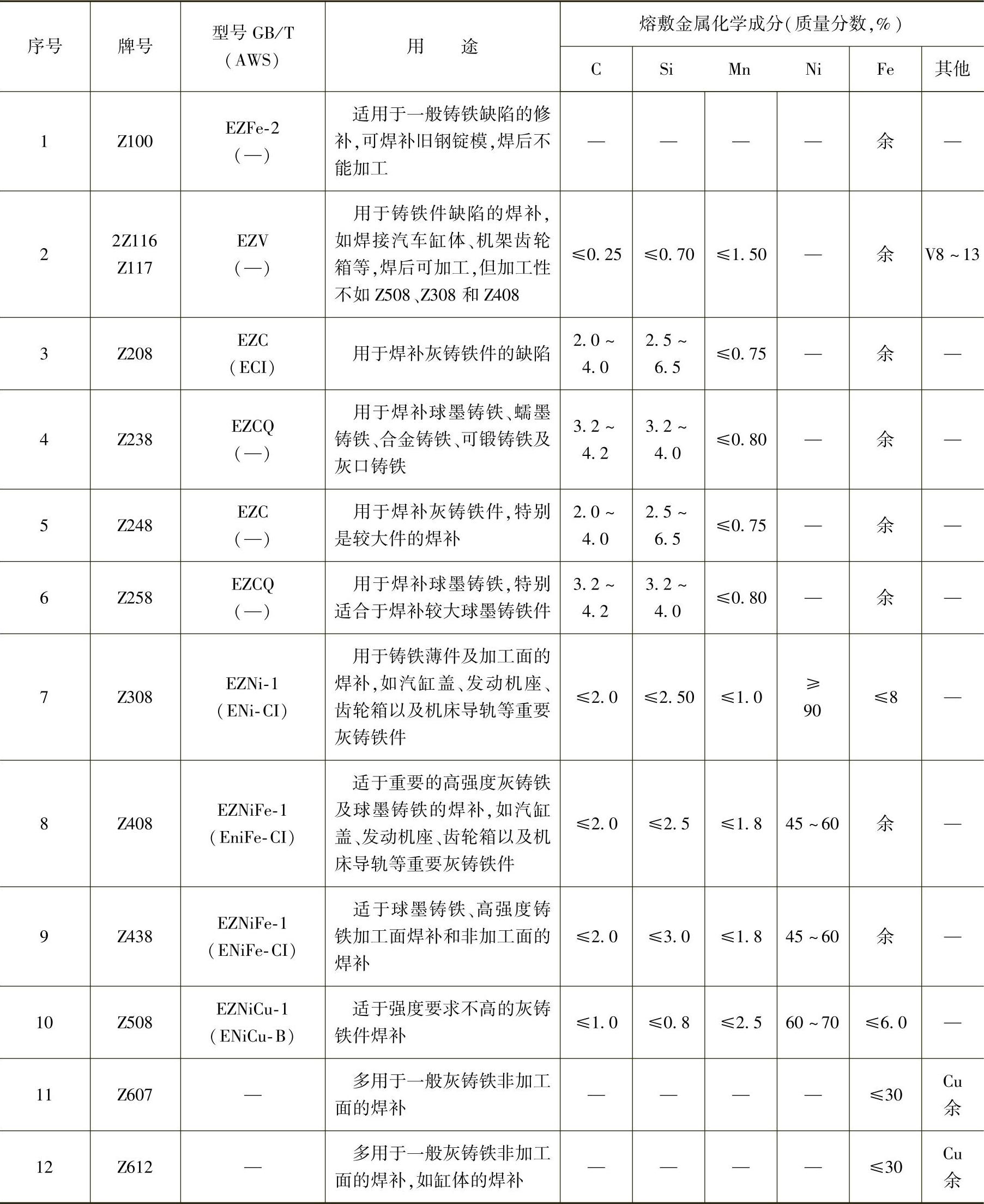
表4.1-24 铸铁焊条型号、牌号、成分、性能和用途
4.1.3.6 铜及铜合金焊条
根据GB/T 3670—1995《铜及铜合金焊条》的规定,字母“E”表示焊条,其后直接用元素符号表示型号分类。同一分类中有不同化学成分要求时,用字母或数字表示,并以短划“-”与前面元素符号分开。铜及铜合金焊条熔敷金属的化学成分及熔敷金属的力学性能见表4.1-25。
4.1.3.7 铝及铝合金焊条
根据GB/T 3669—2001《铝及铝合金焊条》,铝及铝合金焊条的型号和焊芯化学成分见表4.1-26。
表4.1-25 铜及铜合金焊条熔敷金属的化学成分及熔敷金属的力学性能
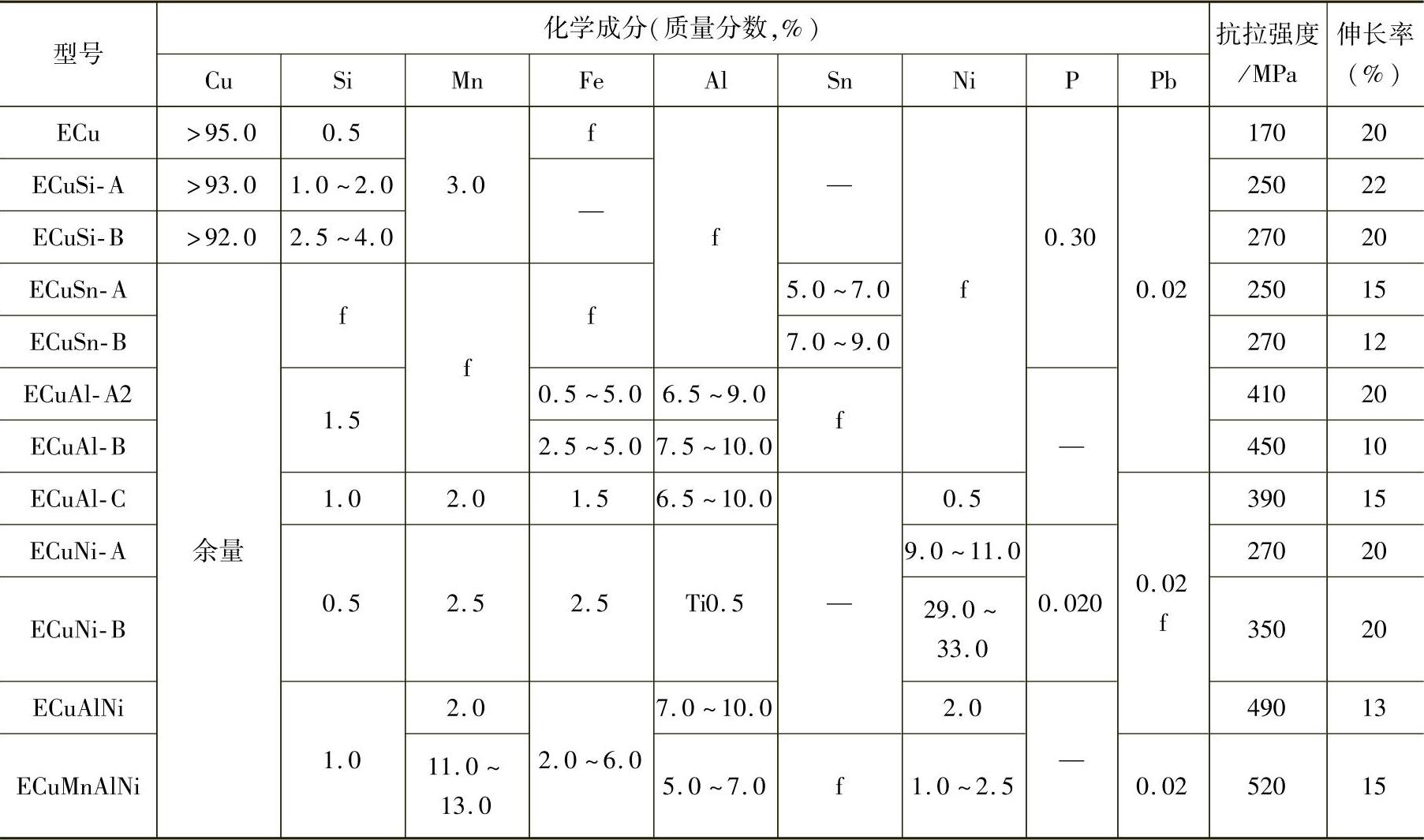
注:f代表微量元素。
表4.1-26 铝及铝合金焊条的型号和焊芯化学成分
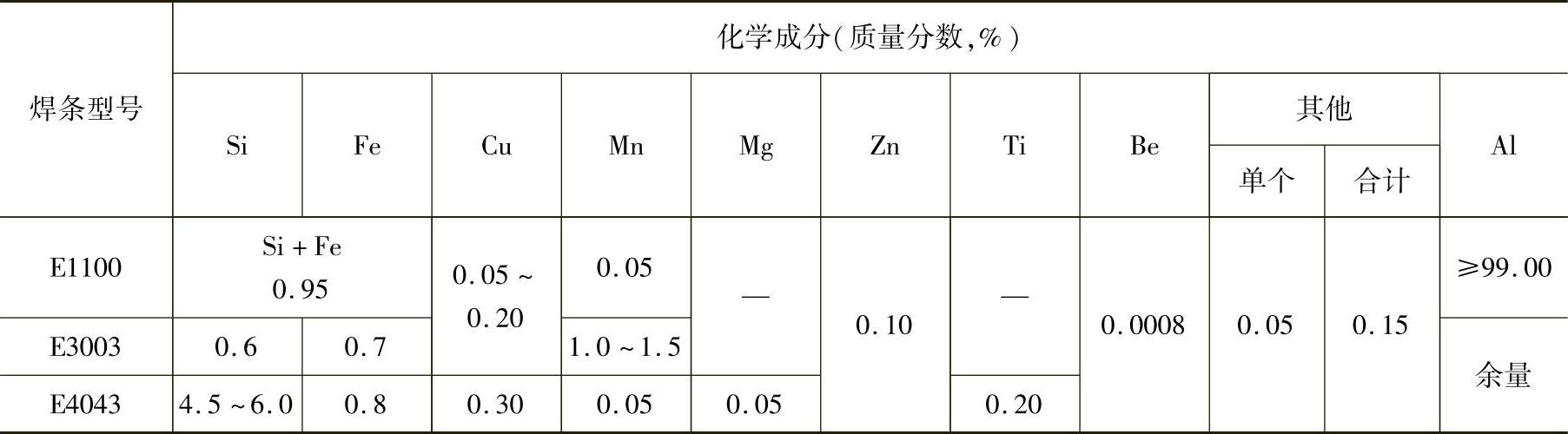
注:表中单值除规定外,其他均为最大值。
4.1.3.8 镍及镍合金焊条
根据CB/T 13814—2008《镍及镍合金焊条》的规定,焊条型号由三部分组成,第一部分为字母:“ENi”,表示镍及镍合金焊条,第二部分为四位数字,表示焊条型号;第三部分为可选部分,表示化学成分代号。
完整镍及镍合金焊条型号示例如下:
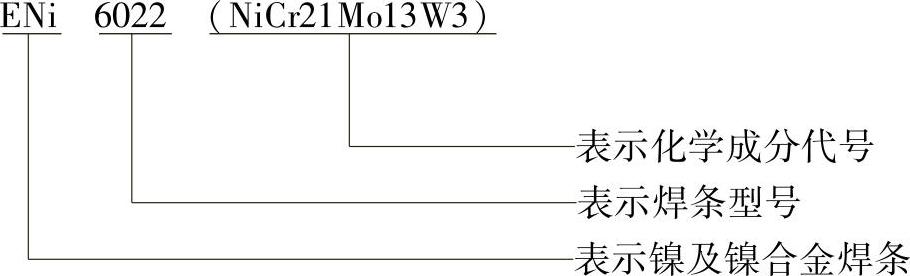
第二部分四位数字中第一位数字表示熔敷金属类别。其中“2”表示非合金系列;“4”表示镍铜合金;“6”表示铬,且铁含量不大于25%(质量分数)的NiCrFe和NiCrMo合金;“8”表示含铬,且铁含量大于25%(质量分数)的NiFeCr合金;“10”表示不含铬,含钼的NiMo合金。
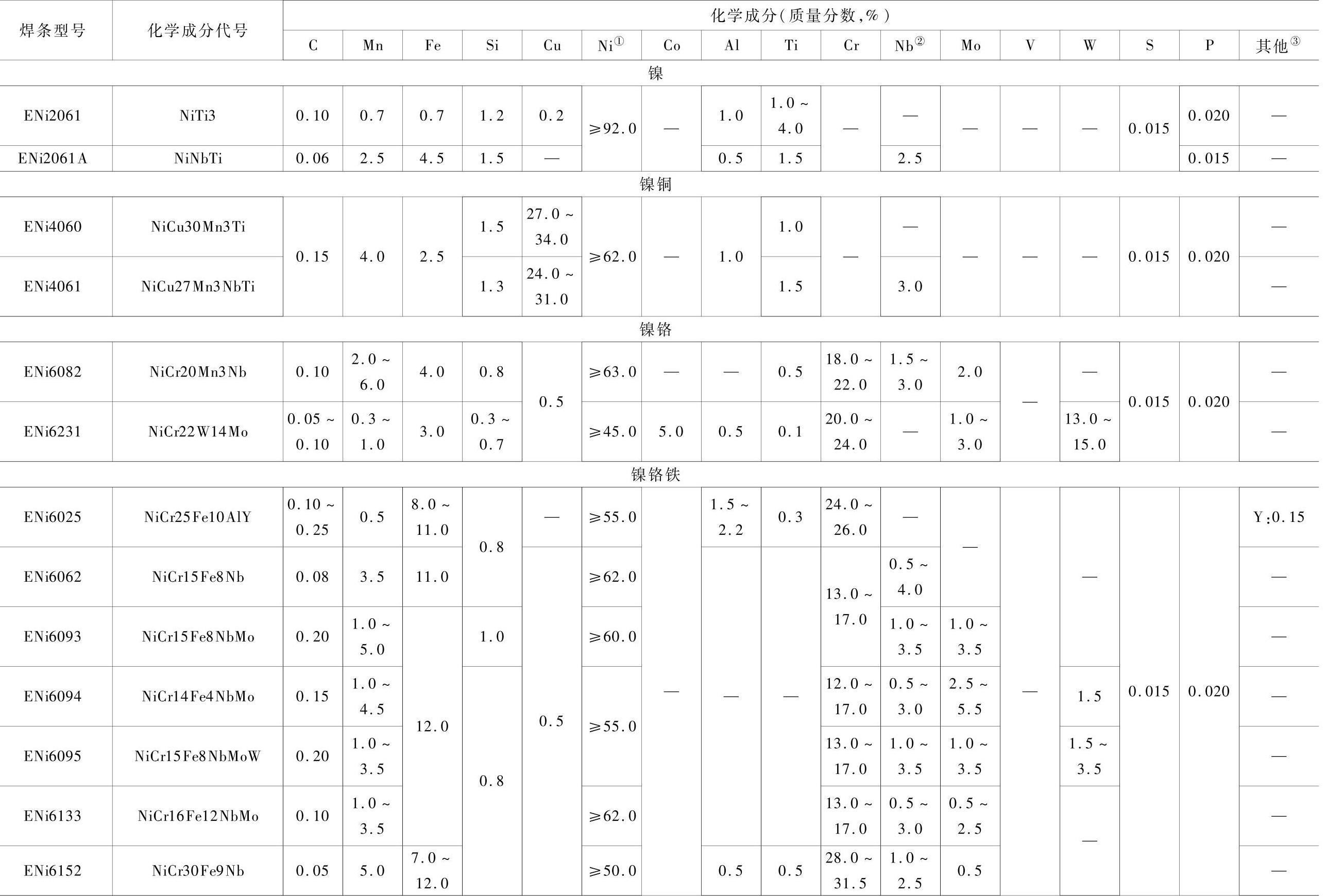
镍及镍合金焊条熔敷金属的化学成分和力学性能分别见表4.1-27和表4.1-28。
表4.1-27 镍及镍合金焊条熔敷金属化学成分
(续)
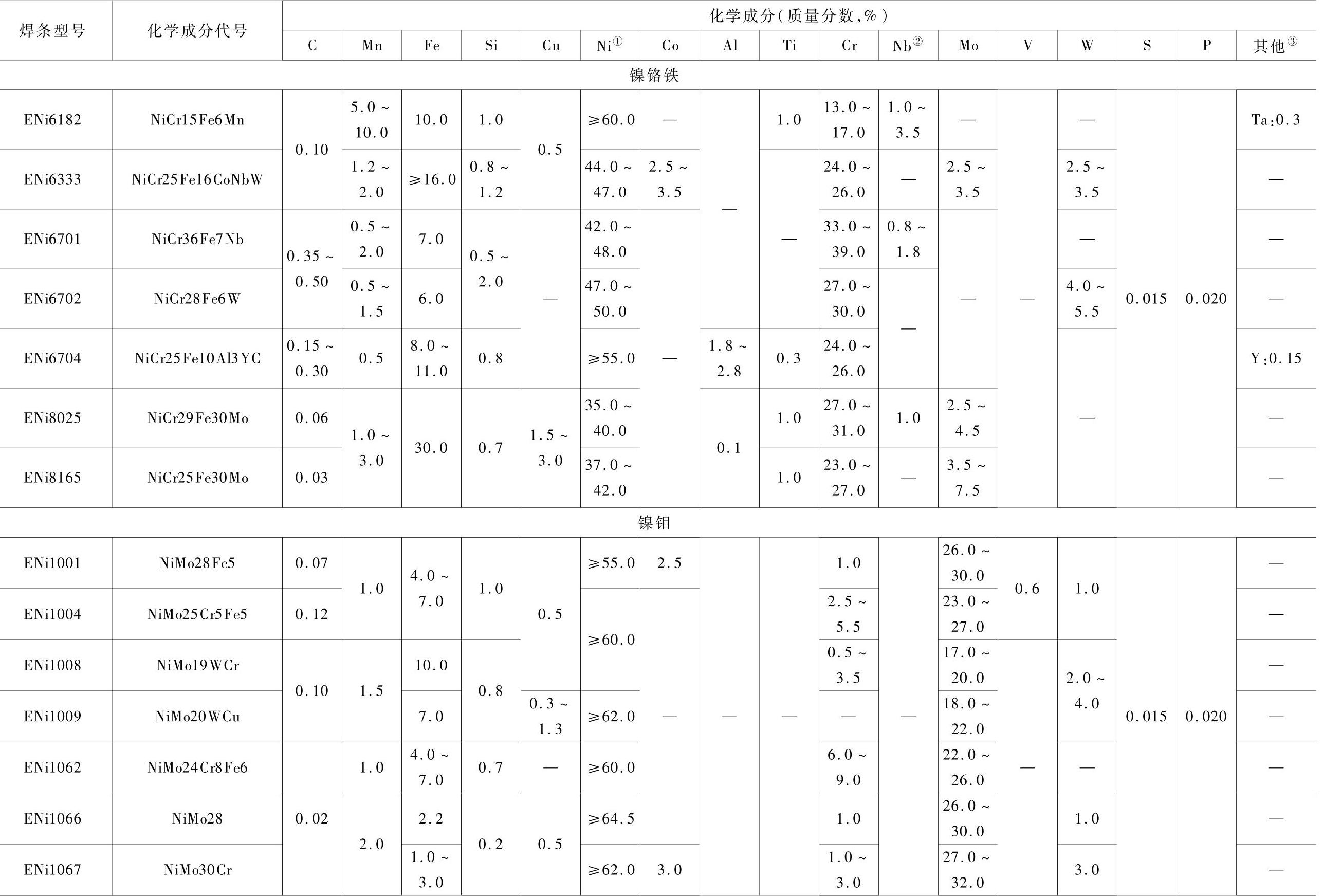
(续)
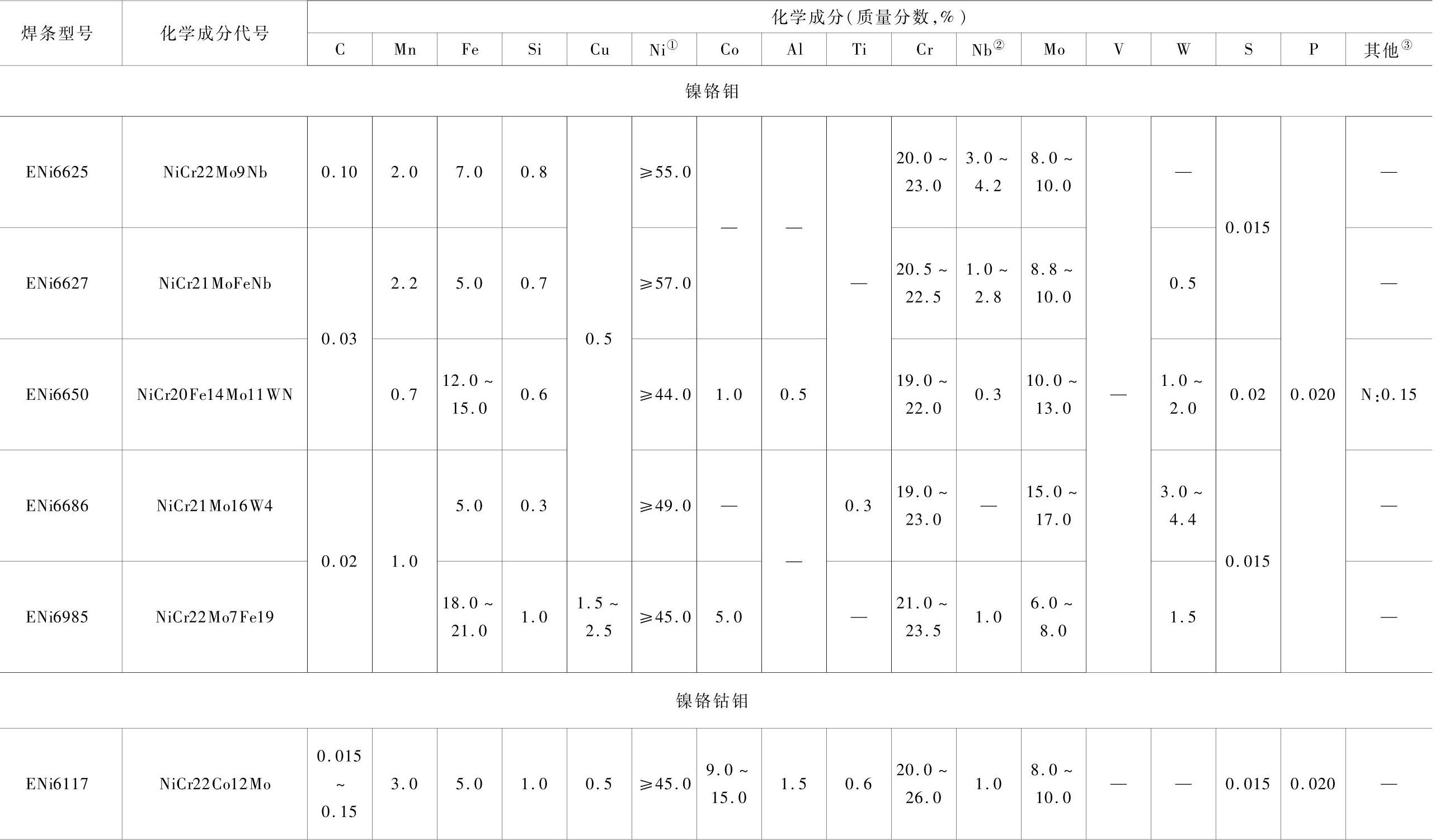
注:除Ni外所有单值元素均为最大值。
①除非另有规定,Co含量应低于该含量的1%(质量分数,下同)。也可供需双方协商,要求较低的Co含量。
②Ta含量应低于该含量的20%。
③未规定数值的元素总量不应超过0.5%。
表4.1-28 镍及镍合金焊条熔敷金属的力学性能
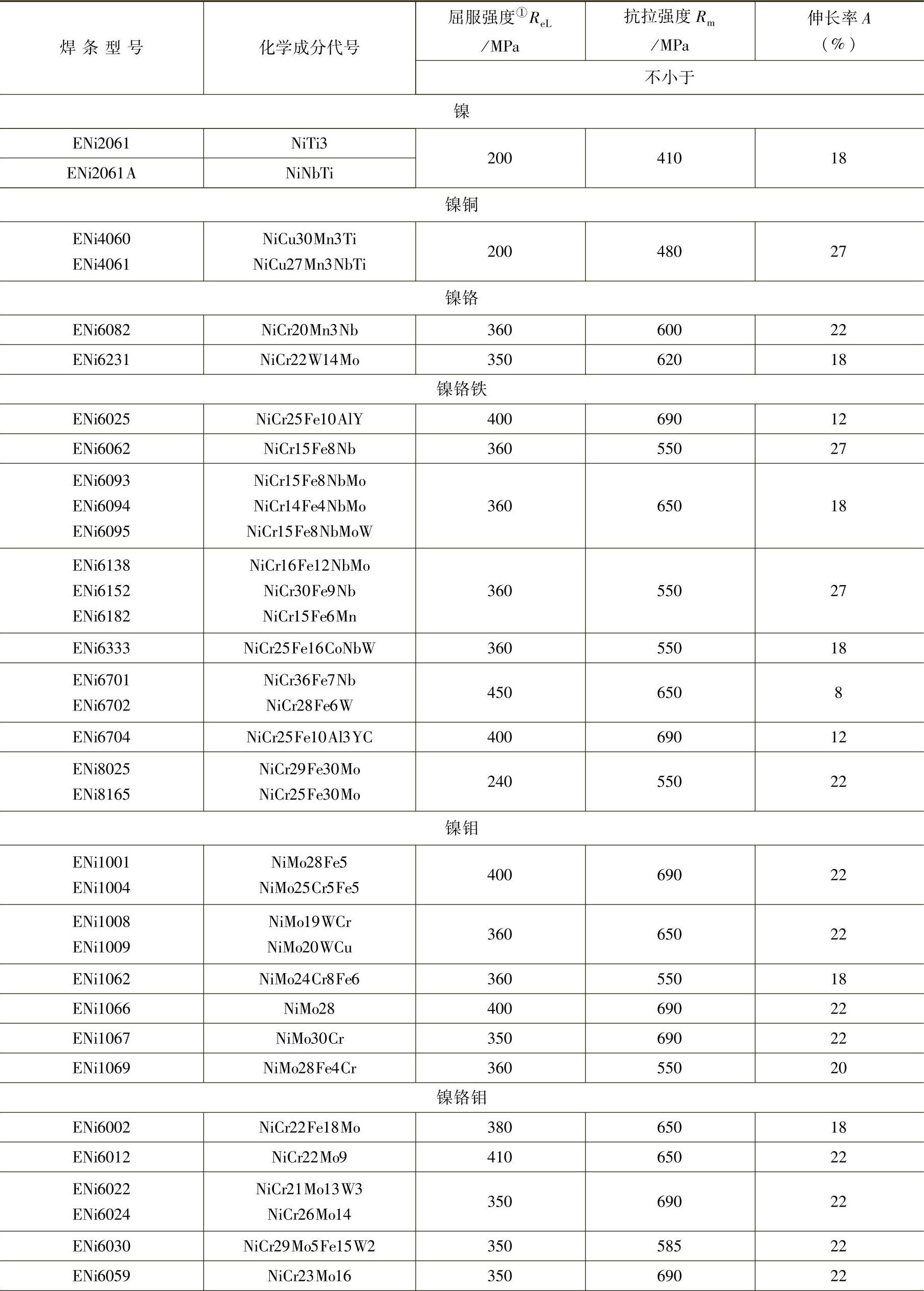
(续)
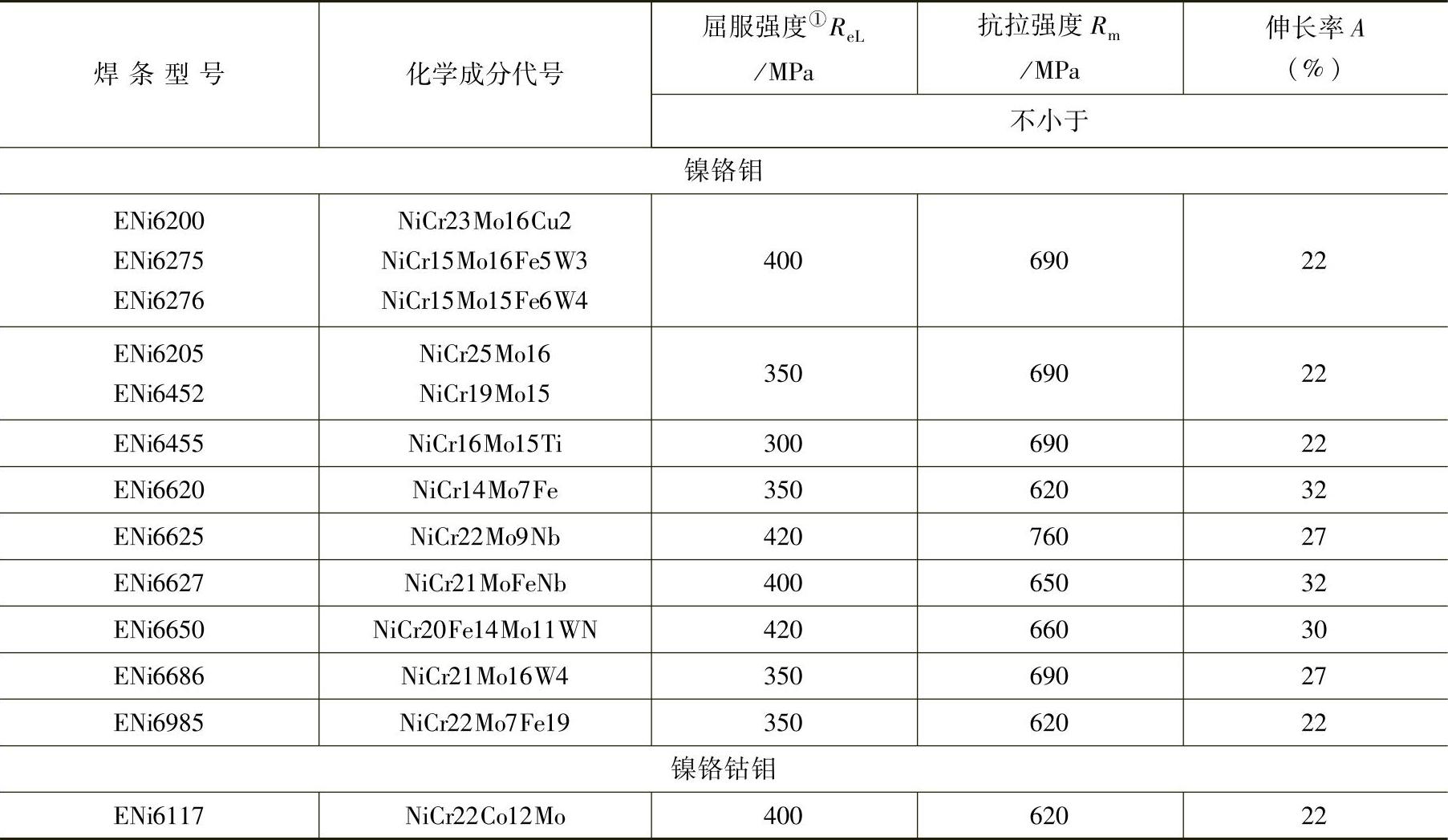
①屈服现象不明显时,应采用0.2%的规定塑性延伸强度(Rp0.2)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。