



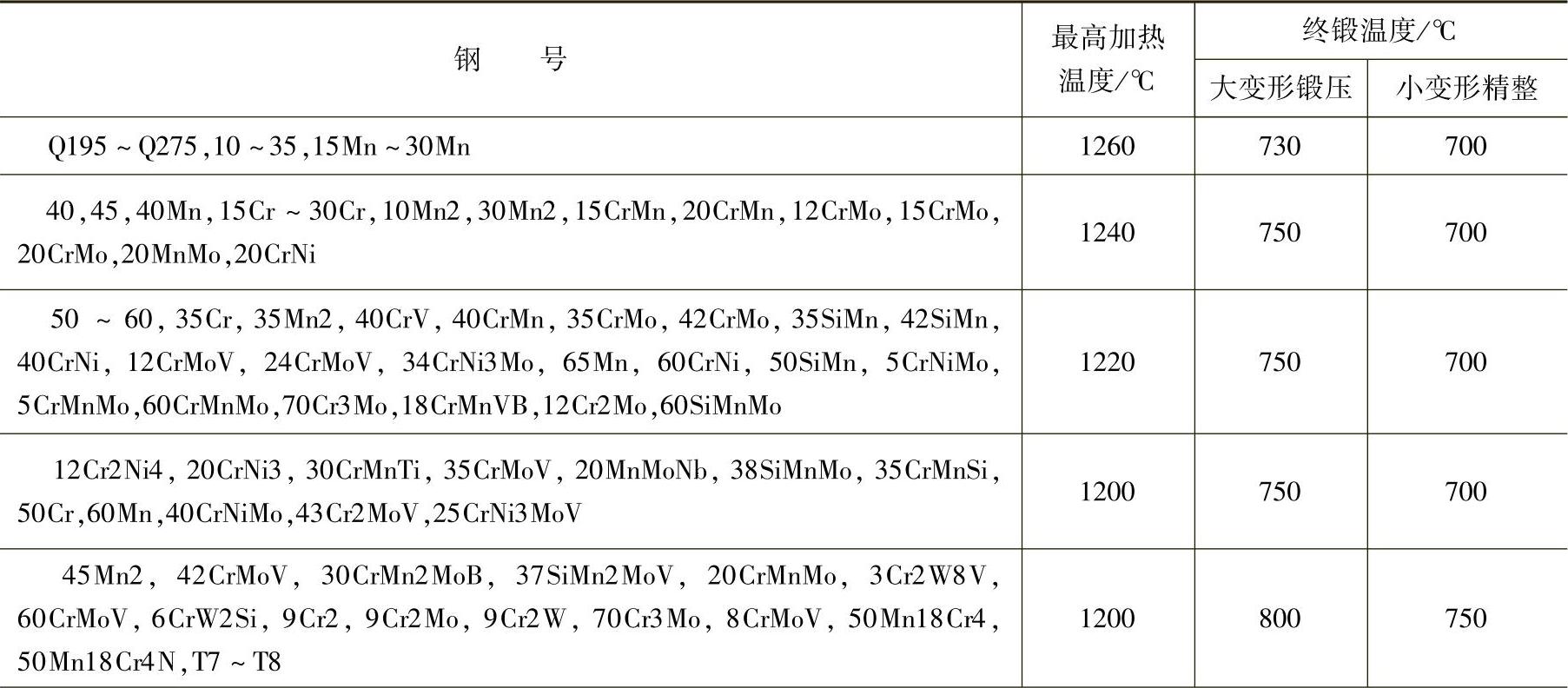
1)锻造温度范围。表2-2-7列出了常用钢料的锻造温度范围,包括最高加热温度及终锻温度。其中大变形(粗锻)比小变形(精整)终锻温度略高。
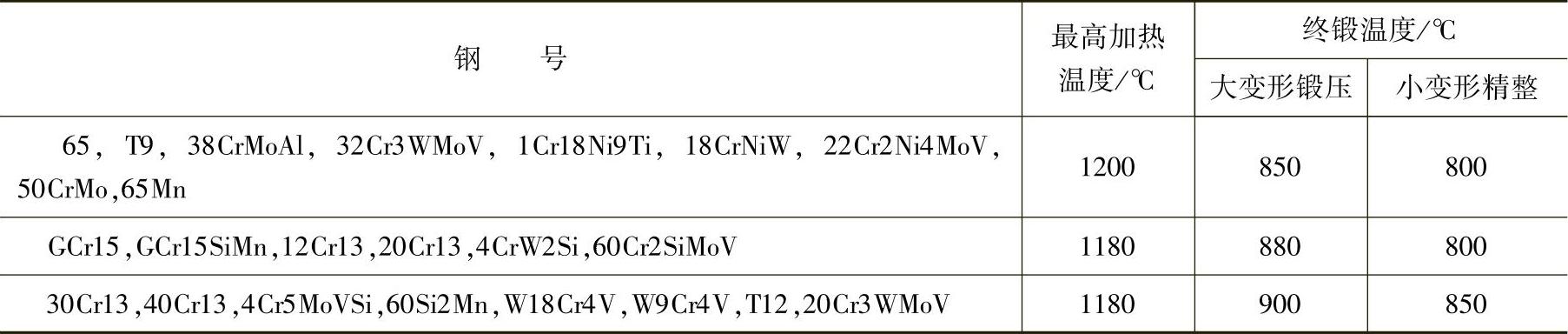
表2-2-7 钢锭的锻造温度范围
(续)
确定钢料锻造温度范围,一般按钢的化学成分选定。但合理的锻造温度还应该考虑工厂具体的生产条件(如钢锭的冶金质量、加热设备性能、锻后热处理技术等)、锻件技术要求和大型锻造特点等因素进行适当的调整。
重要的特殊钢锻件往往要求制订专门的加热制度。
2)冷钢锭加热。钢锭表面温度为室温者,称为冷钢锭。冷钢锭塑性低,当加热速度超过允许值时,热应力大,容易产生加热裂纹。对于大型冷钢锭应该限速升温、分段加热。对于组织结构复杂、残余应力较大的合金钢钢锭,应采用低温装炉。以允许的加热速度升温。并在400~600℃和750~850℃阶段保温,以防加热时钢锭脆性开裂。在进入塑性状态后。方可按加热炉最大升温速度加热至锻造温度。
3)热钢锭加热。表面温度高于550~600℃的钢锭,称为热钢锭。热钢锭处于高温、高塑性状态,可以高温装炉,快速加热。
热钢锭系由炼钢、铸锭后,趁热送至加热炉。其加热速度快,加热时间短,节约能源,应尽量采用。
对于表面温度已下降至450~550℃的热钢锭,应先装入650~750℃的炉中均热一段时间,然后按热钢锭进行加热。
4)严禁冷、热钢锭同炉加热。(https://www.xing528.com)
5)为了配炉,不同钢号、不同规格的钢锭同炉加热时,应按最低的温度,最长的加热时间,制订加热规范。其中,始锻温度低、保温时间较短者,可先出炉锻造,其余可适当延长保温时间。
6)高温保温时间。无论冷锭、热锭加热至锻造温度后,都应保温一定的时间,以达到均匀、热透和高温扩散的目的。
高温扩散加热有利于消除减少钢中微观缺陷,扩散杂质分布,均匀化学成分,提高钢的塑性。因而锻造前的扩散加热,对压实、焊合孔隙性缺陷,修复愈合内裂纹,有良好的作用。
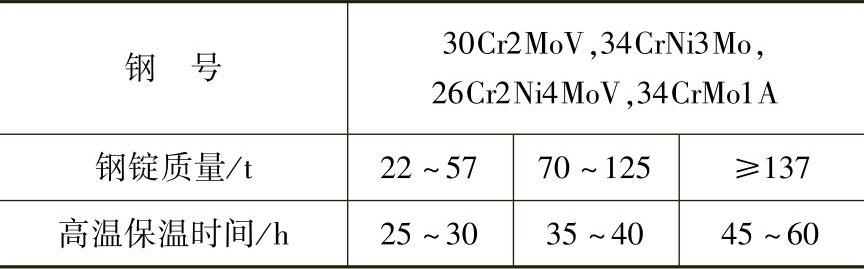
对重要的高合金钢锻件(如汽轮机转子)其高温扩散保温时间为普通锻件两倍以上,见表2-2-8。
表2-2-8 转子锻件用钢锭的高温扩散时间
对于无特殊要求且不允许在高温下长时间保温的钢种,若超过最长保温时间仍不能出炉锻造者,则炉温应降至750~850℃进行保温。
7)加热温度。加热炉的炉温应比料温高30~50℃。
钢料最高加热温度,应考虑不同钢种的过热敏感性和不同组织结构的过热敏感倾向,凡是过热敏感的钢料或组织结构,最高的加热温度可以适当降低。
8)坯料重复加热的规定。锻件锻造中需要重复加热时,其加热温度应按剩余锻造比(K)确定。当K≥1.5时,可加热至最高温度,并正常保温。当K<1.5时,则应降低加热温度(如1050℃)或装入高温炉保温。但保温时间比正常保温时间应减少1/3,以防工序变形小,锻件晶粒粗化。如果锻后热处理可矫正锻件粗晶组织,也可不考虑工序锻造比对加热粗晶的影响。
随着钢锭冶金质量的提高和锻压、热处理技术的进步,大锻件加热工艺的发展趋势是提高加热温度,扩大锻压温度范围,缩短加热时间,节省燃料消耗,提高生产效率。因而,现用加热制度,将会不断进行调整和修订。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。