



在使用基准脉冲插补法的数控系统中,插补的结果是输出进给脉冲,伺服系统根据进给脉冲进给。每进给一步(一个脉冲当量),都要进行一次插补,进给速度受插补速度的限制,很难满足现代数控机床高速度的要求。在使用数据采样插补法的系统中,数据采样插补用小段直线来逼近给定轨迹,插补输出的是下一个插补周期内各坐标轴要运动的距离,不需要每走一步脉冲当量插补一次,从而可达到很高的进给速度。
图1-20 DDA圆弧插补轨迹
数据采样插补根据用户程序的进给速度,将给定轮廓曲线分割为每一插补周期的进给段,即轮廓步长。每一个插补周期,执行一次插补运算,计算出下一个插补点(动点)坐标,从而计算出下一个周期各个坐标的进给量,如:ΔX、ΔY等,从而得出下一插补点的指令位置。与基准脉冲插补法不同,由数据采样插补算法得出的不是进给脉冲,而是用二进制表示的进给量,也就是在下一插补周期中,轮廓曲线上的进给段在各坐标轴上的分矢量。计算机定时对坐标的实际位置进行采样,采样数据与指令位置进行比较,得出位置误差,再根据位置误差对伺服系统进行控制,达到消除误差、使实际位置跟随指令位置的目的。插补周期可以等于采样周期,也可以是采样周期的整倍数。对于直线插补,动点在一个插补周期内运动的直线段与给定直线重合;对于圆弧插补,动点在一个插补周期内运动的直线段以弦线或切线、割线逼近圆弧。
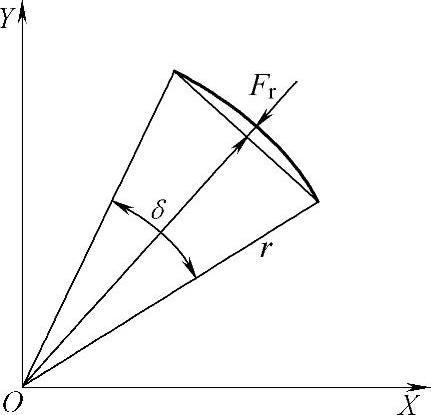
图1-21 弦线逼近法
圆弧插补常用弦线逼近的方法,如图1-21所示。用弦线逼近圆弧,会产生逼近误差Er。设δ为一个插补周期逼近弦所对应的圆心角,r为圆弧半径,则

将式(1-18)用幂级数展开,得

设T为插补周期,F为进给速度,则进给步长L为
L=TF(1-20)
用进给步长代替弦长,有
δ=L/F=TF/r(1-21)
将上式代入式(1-19),得

从式(1-22)可以看出,逼近误差与速度、插补周期的平方成正比,与圆弧半径成反比。在一台数控机床上,允许的插补误差是一定的,它应小于数控机床的分辨率,即应小于一个脉冲当量。那么,较小的插补周期,可以在小半径圆弧插补时允许较大的进给速度。从另一角度讲,在进给速度、圆弧半径一定的条件下,插补周期越短,逼近误差就越小。但插补周期的选择要受计算机运算速度的限制。首先,插补计算比较复杂,需要较长时间。此外,计算机除执行插补计算之外,还必须实时地完成其他工作,如:显示、监控、位置采样及控制等。所以,插补周期应大于插补运算时间与完成其他实时任务所需时间之和。插补周期一般是固定的。插补周期确定之后,一定的圆弧半径,应有与之对应的最大进给速度限定,以保证逼近误差不超过允许值。数据采样插补的具体算法有多种,如:时间分割法、扩展DDA法、双DDA法等。
1.时间分割法插补原理
(1)时间分割法直线插补原理
时间分割插补法是典型的数据采样插补方法。它首先根据加工指令中的进给速度F,计算出每一插补周期的轮廓步长L,即用插补周期为时间单位,将整个加工过程分割成许多个单位时间内的进给过程。插补计算的主要任务是计算出下一个插补点的坐标,即下一个插补周期内的各个坐标的进给量ΔX、ΔY控制X、Y坐标协调进给,走出逼近直线段,到达下一个插补点。在进给过程中,对实际位置进行采样,与插补计算的坐标值进行比较,得出位置误差,位置误差在后一个采样周期内修正。采样周期可以等于插补周期,也可以小于插补周期,如:插补周期的1/2。
设指令进给速度为F,其单位为mm/min,插补周期8ms,轮廓步长L的单位为μm,则

无论进行直线插补还是圆弧插补,都必须先用式(1-23)计算出单位时间(插补周期)的进给量,然后才能进行插补点的计算。
设要加工XY平面上的OA,如图1-22所示,直线起点在坐标原点O,终点为A(Xe,Ye)。当刀具从O移动到A点时,X轴和Y轴移动的增量分别为Xe和Ye。要使动点从O到A沿给定直线运动,必须使X轴和Y轴的运动速度始终保持一定比例关系,这个比例关系由终点坐标Xe,Ye的比值决定。
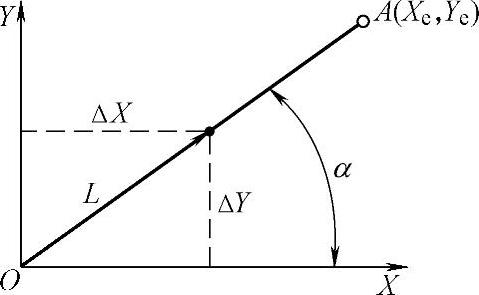
图1-22 时间分割法直线插补
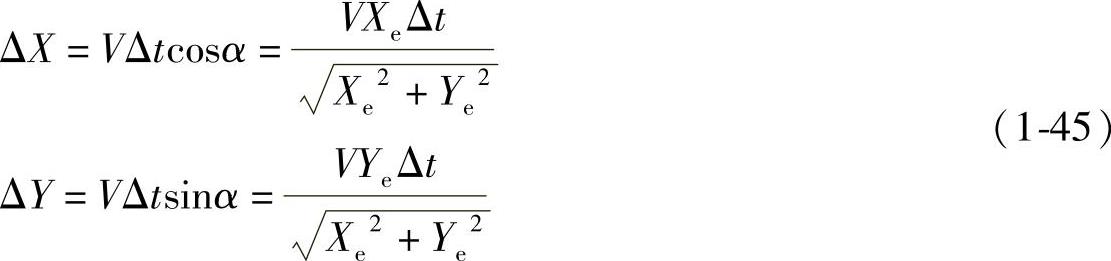
设要加工的直线与X轴的夹角为α,轮廓步长为L,即单位时间间隔(插补周期)的进给量。于是有:
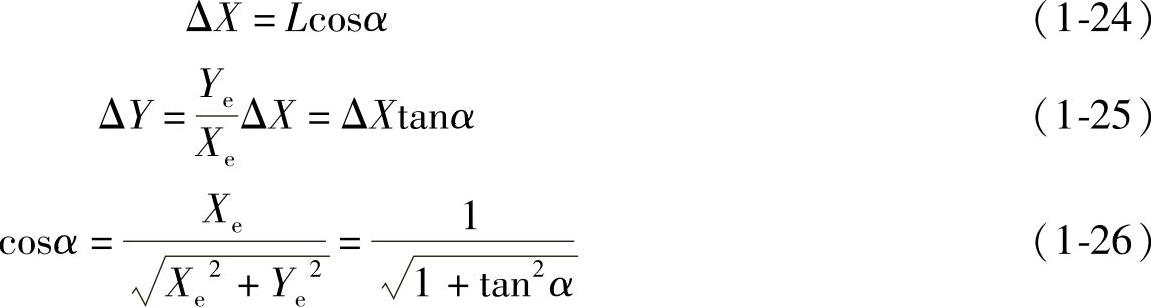
式中,ΔX为X轴插补进给量;ΔY为Y轴插补进给量。
时间分割插补法插补计算结果,就是算出下一单位时间间隔(插补周期)内各个坐标轴的进给量。因此,时间分割插补法插补计算可按以下步骤进行。
①根据加工指令中的速度值F,计算轮廓步长L。
②根据终点坐标值Xe、Ye,计算tanα。
③根据cosα,计算tanα。
④计算X轴进给量ΔX。
⑤计算Y轴进给量ΔY。
在进给速度不变的情况下,各个插补周期ΔX,ΔY不变,但在加减速过程中是要变化的。为了和加减速过程采用统一的处理办法,所以即使在匀速段也进行插补计算。
(2)时间分割法圆弧插补原理
时间分割法圆弧插补,也必须根据加工指令中的进给速度F,计算出轮廓步长,即单位时间(插补周期)内的进给量L,才能进行插补运算。圆弧插补运算,就是以轮廓步长为圆弧上相邻两个插补点之间弦长,由前一个插补点的坐标和圆弧半径,计算由前一插补点到后一插补点两个坐标轴的进给量ΔX、ΔY。
如图1-23所示的顺圆弧,A点为圆弧上的一个插补点,其坐标为(Xi,Yi),B点为经A点之后一个插补周期应到达的另一插补点,B点也应在圆弧上。A点和B点之间的弦长等于轮廓步长L。AP是圆弧在A点的切线,M是弦AB的中点,OM⊥AB,ME⊥AF,E为AF的中心。圆心角具有以下关系:
ϕi+1=ϕi+δ (1-27)
式中,δ是轮廓步长L所对应的圆心角增量,也称步距角。
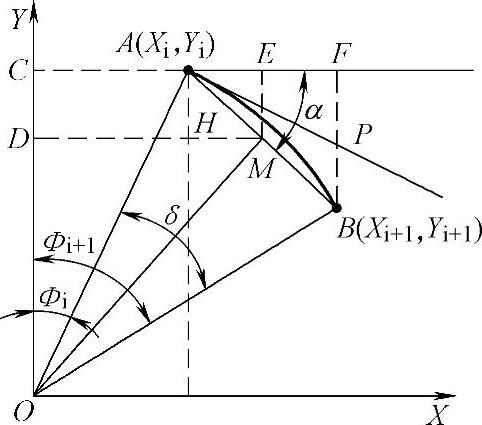
图1-23 时间分割法圆弧插补
因为OA⊥AP,所以△AOC~△PAF,则
∠AOC=∠PAF=ϕi (1-28)
由于AP为切线,所以有

在△MOD中

将DH=Xi,OC=Yi,和 ,
, 代入式(1-31).则有(https://www.xing528.com)
代入式(1-31).则有(https://www.xing528.com)

式中,cosα和sinα均为未知,要计算tanα仍很困难。为此,采用一种近似算法,即以cos45°和sin45°来代替cosα和sinα。这样,式(1-32)可改写为

因为A点坐标Xi、Yi为已知,要求B点坐标可先求X轴的进给量。

由于A和B是圆弧上相邻两点,必然满足下列关系式:

将式(1-30)展开整理后可得

由此可以得到下一个插补点B的坐标值:

在用式(1-33)进行近似计算tanα势必造成tanα的偏差,进而造成ΔX的偏差。但是,这样的近似计算并不影响B点仍在圆弧上。这是因为ΔY是通过式(1-36)计算出来的,满足式(1-36),B点就必然在圆弧上。tanα的近似计算,只造成进给速度的微小偏差,实际进给速度的变化小于指令进给速度的1%。这么小的进给速度变化在实际切削加工中是微不足道的,可以认为插补速度是均匀的。
时间分割插补法用弦线逼近圆弧,因此,插补误差主要为半径的绝对误差。插补周期是固定的,该误差取决于进给速度和圆弧半径,见式(1-22)。为此,当加工的圆弧半径确定后,为了使径向误差不超过允许值,对进给速度有一个限制。
由式(1-22)可得

式中,Er是最大径向误差;r是圆弧半径。
当要求Er≤1μm,插补周期T=8ms时,进给速度

2.扩展DDA数据采样插补法
和前面介绍的数字积分插补法相似,扩展DDA算法是在数字积分原理的基础上发展起来的。它在处理圆弧插补时,不是直接应用数字积分,而是对数字积分法做了改进,将数字积分法用切线逼近圆弧的方法改进为割线逼近,减小了逼近误差。
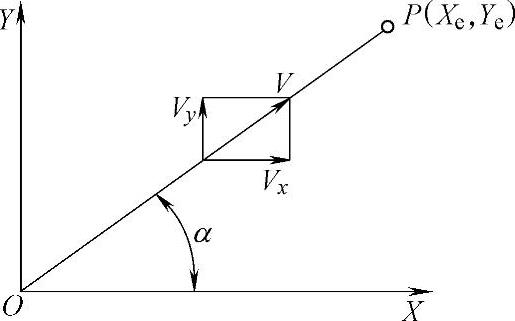
图1-24 扩展DDA直线插补
(1)扩展DDA直线插补原理
设要加工的直线为OP,其起点为坐标原点O,终点为P(Xe,Ye),要在时间T内走完OP直线,如图1-24所示。V为进给速度(mm/min),Vx与Vy分别为X、Y坐标的分速度。则有:

由数字积分原理可得:

将时间T用采样周期Δt分割成n个子区间(n取大于等于 最接近的整数),则可得到下式:
最接近的整数),则可得到下式:
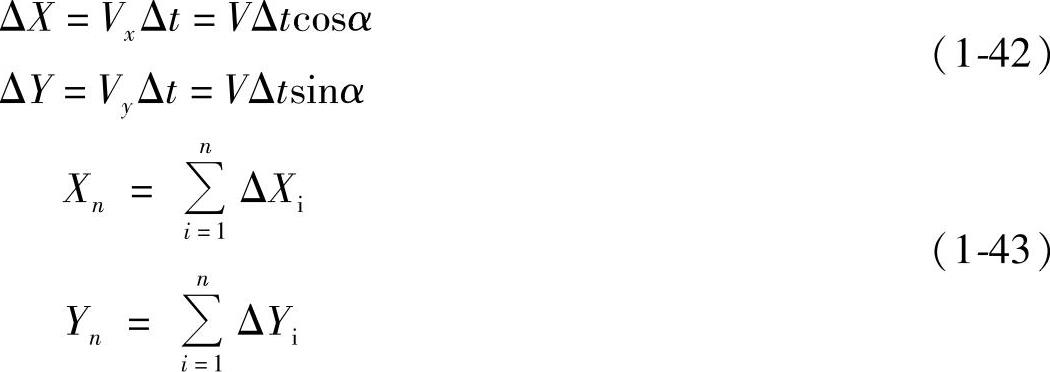
由此可导出直线插补的迭代公式:

轮廓步长在坐标轴上的分量ΔX、ΔY的大小取决于编程的进给速度V,其表达式为:
(2)扩展DDA圆弧插补原理
设要加工第一象限顺圆,其圆心在原点O,半径为R,若刀具处在插补点位A(Xm,Ym)的位置,如图1-25所示。
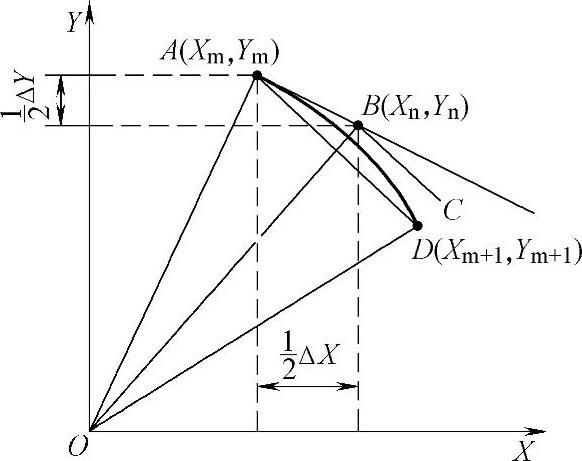
图1-25 扩展DDA圆弧插补
根据数字积分已导出的公式:
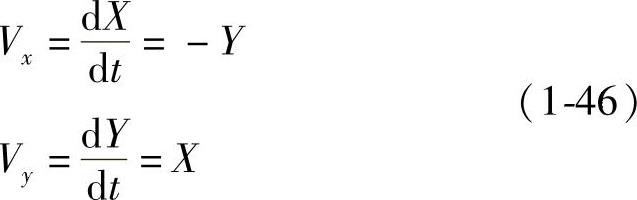
从而有:
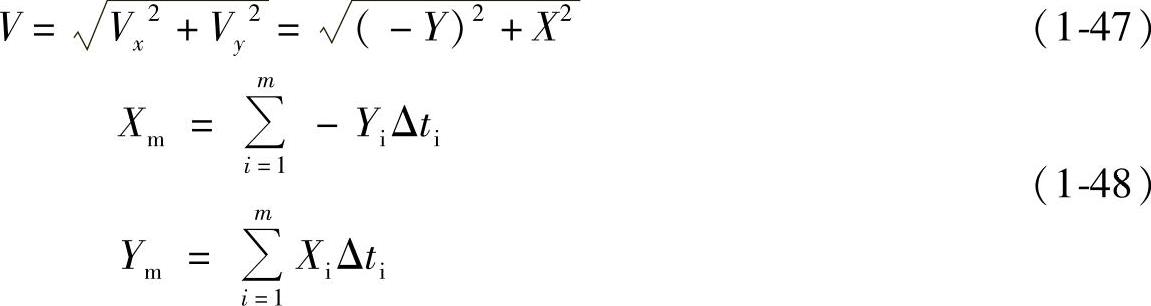
设轮廓步长为L,如果直接用数字积分计算,则有:
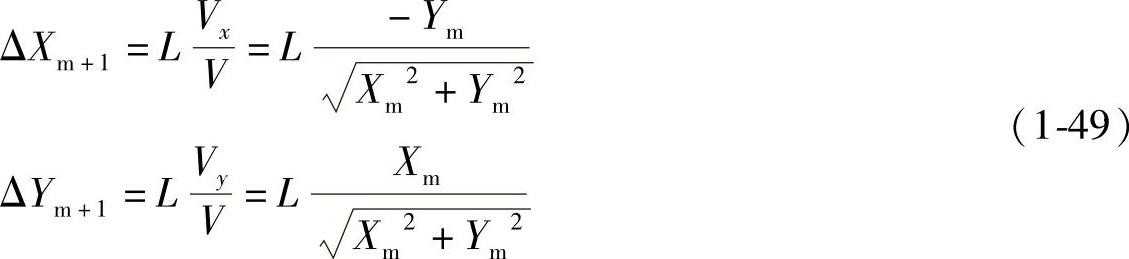
按上式计算,进给方向为合成速度V的方向。从图1-25可以看出,在插补点A(Xm,Ym)时V的方向是该点的切线方向。以切线逼近圆弧,势必造成较大的逼近误差。扩展DDA插补法将DDA的切线逼近改进为割线逼近,从而提高插补精度。如图1-25所示,用DDA的算法求出按切线方向的各坐标轴增量ΔX、ΔY,取其 可得到点B(Xn,Yn)的坐标:
可得到点B(Xn,Yn)的坐标:

再以直线OB的垂线BC方向作为合成速度方向计算实际进给的增量ΔX′和ΔY′。
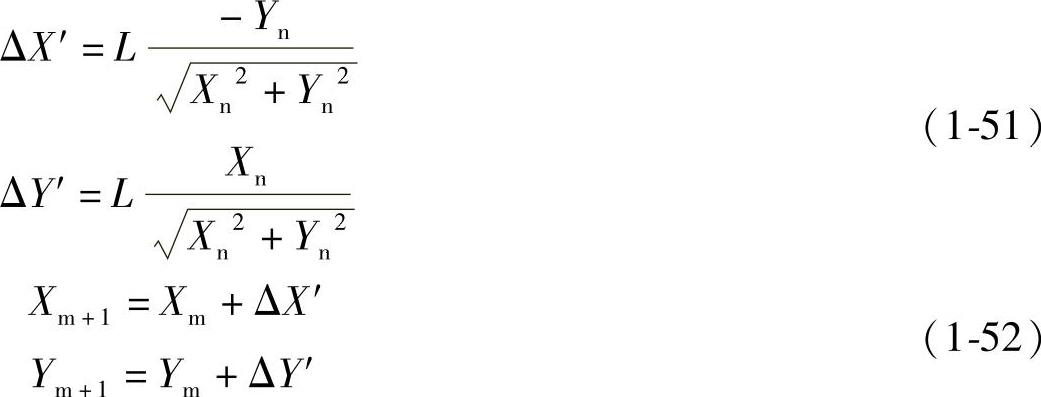
在图1-25中,从A点按BC的方向进给,走出割线AD,因而本次插补周期应到达的坐标位置为D(Xm+1,Ym+1)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。