



短流程化生产主要通过充分利用前期工序中的材料、热能,或者将几道工序进行集成,使整个制造过程实现流程再造。例如,为直接使用高炉熔炼的铁液生产高质量的复杂铸件,近年来国内外开展了高炉—中频感应电炉短流程熔炼技术方面的研究,可以利用高炉铁液直接转入中频感应电炉进行温度和成分调整,获得适合铸件要求的高温优质铁液。相对于常规熔炼工艺,省去了高炉铁液冷却和生铁重熔的过程,充分利用高炉铁液自身热量,设备能源利用效率高,能源消耗少,减少污染物排放,实现短流程的熔炼铸造。在大型水轮机铸件、电机转子、隔膜泵曲轴及高压核电阀门等产品中获得成功应用的电渣熔铸技术,是把电渣重熔的提纯精炼和铸造成形合二为一,具有提高金属纯净度和控制凝固组织的双重功能,是特种冶金、特种铸造等成形技术相结合的短流程近净成形高新技术。
在汽车行业得到广泛应用的铝合金轮毂,通常采用低压铸造技术生产,但大型客车、重型货车以及豪华轿车上的应用以及轻量化(锻造铝车轮比铸造轻23%)、高性能(锻造铝车轮强度是钢车轮的5倍)需求,开发了铝合金轮毂锻造-旋压复合成形技术。如美国、德国和日本等工业发达国家主要采用6000t以上的大型锻压设备进行预成形,然后在旋压机上进行旋压成形至轮毂尺寸,仅在轮毂外观表面部位留有少许精加工余量,其余部位不再机加工,材料利用率高达90%。
此外,通过开发新的材料来简化原来的热处理工艺。随着现代汽车制造业的快速发展,对高性能锻件的需求量越来越大,微合金非调质钢以其优异的节能、节材、降低污染并缩短生产周期的特性在汽车制造中备受瞩目。铸锻件非调质化工艺技术取代原“淬火+高温回火”的热处理工艺,精简了热处理工艺流程,可缩短生产周期15%,提高材料利用率10%,节电700900kW·h/t。
以快速制造为代表的大量快速、高效、清洁的制造装备在各工业领域中获得广泛应用,并反过来应用于机械装备业本身,大大缩短了传统制造工艺流程。如砂型数控切削是建立在数控、铸造、计算机等多学科技术成果基础之上一种无模铸型加工技术。机械科学研究总院开发出无模铸造成形技术,可根据用户设计,快速提供金属件。图1-7数字化无模铸造精密成形机。

图1-7 数字化无模铸造精密成形机(https://www.xing528.com)
在超高强度钢板冲压成形过程中由模具直接将钢板在成形过程中进行冷却淬火,而且成形与淬火在同一个工序内、同一模具上同时进行,成形过程中发生相变,钢板组织由奥氏体变成马氏体实现强化,减少工序,缩短流程。法国的阿塞洛公司、德国的蒂森-克鲁勃等公司都拥有该项技术及成套生产线,可以使白车身减轻重量33%,成本比铝质车身减少30%。图1-8为高强度钢板热冲压成形过程。
激光具有能量密度高、方向性好和脉冲频率窄等优点,因而成为最先被关注的高能束。目前,较为成熟的激光快速制造工艺主要有激光沉积成形、直接激光烧结、激光直接沉积和激光近净成形。它将先进材料技术与先进成形技术有机融为一体,实现了高性能金属零件直接制造,材料利用率接近100%。电子束电热转换效率一般能达到90%以上,也被用来进行钛合金等难成形金属件的快速制造。瑞典Arcam公司率先开发出商业化的电子束快速制造设备,通过电子束层层烧结或重熔堆积完成整个零件制造,其电子束熔化粉末的速度为0.3~0.5m/s,成形精度为±0.4mm,电子束功率为4kW,所需的输入功率仅为7kW。
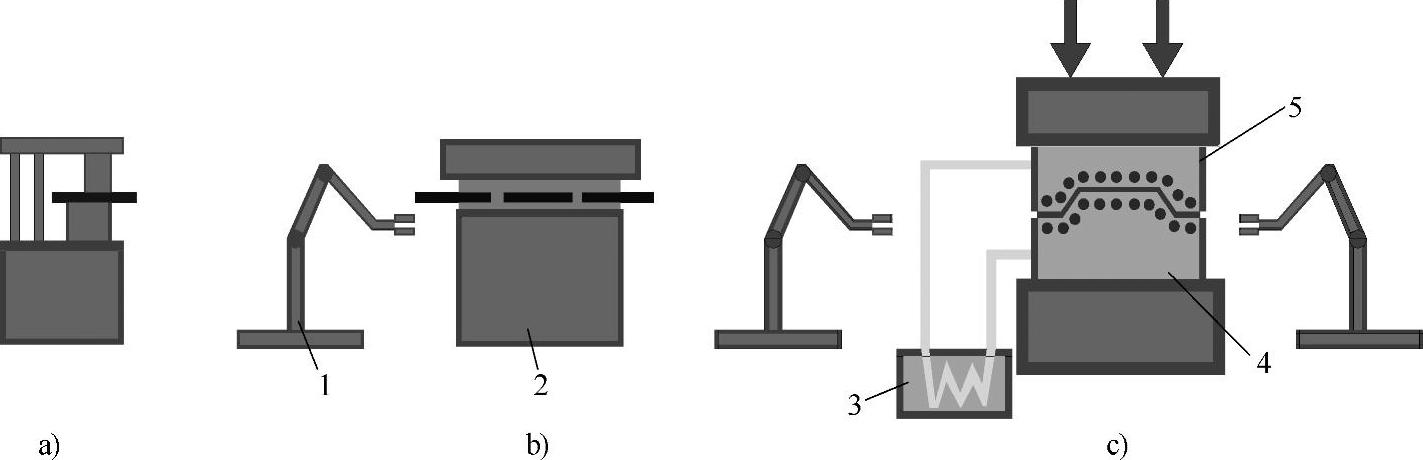
图1-8 高强度钢板热冲压成形过程
a)下料 b)加热 c)成形、淬火 1—自动化传送装置 2—板料加热系统 3—模具冷却装置 4—成形模具 5—冷却管道
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。