



涂层高速钢可以看做是介于高速钢和硬质合金之间的一种新型刀具材料,这种复合材料刀具能够很好地将高速钢的高韧性和涂层的高硬度、高耐磨性结合在一起。高速钢刀具涂层主要采用物理气相沉积法(PVD)制备。涂层成分大多采用TiN,因其线胀系数(9.35×10-6/℃)与高速钢(11×10-6/℃)相接近,涂层与基体之间的内应力较小,结合强度高。
在硬度为850~900HV(或65HRC左右)的高速钢刀具基体上涂覆2~6μm的TiN涂层后,可使刀具表面的硬度达到2000~2800HV(80~85HRC),超过了硬质合金刀具的硬度,可以显著提高刀具的耐磨性。TiN涂层高速钢刀具在加工对刀具切削刃起磨料磨损作用的工件材料时,具有很大的优越性。
涂层高速钢刀具具有高的热稳定性,其耐热温度可达1000℃以上,比一般高速钢的600℃高出很多,从而允许刀具具有更高的切削速度。例如,在用涂层高速钢滚刀加工时,切削速度可达120~150m/min,与硬质合金滚刀相似。
涂层高速钢刀具具有高的化学稳定性和抗氧化能力,TiN的氧化温度(1200℃)比高速钢的氧化温度(550℃)高出一倍以上,从而使得涂层高速钢刀具具有很高的抗高温氧化磨损能力。
涂层高速钢刀具具有高的抗粘接性能,TiN或TiC与工件材料的亲和力低于高速钢,TiC与钢的粘接温度为1120℃,约为高速钢与钢粘接温度(571℃)的一倍,从而使得涂层高速钢刀具具有很高的抗粘接磨损能力。
涂层高速钢刀具还具有高的抗扩散性能,如TiC的扩散温度约为高速钢(550~650℃)的一倍。TiC和TiN涂层还具有较高的抗热渗透能力,可以降低高速钢刀具基体材料所受热负荷的影响。
TiN涂层具有高的润滑特性,涂层高速钢刀具加工时的摩擦因数小,切屑容易排出,切屑变形及粘接减少,积屑瘤大大减少。涂层刀具摩擦因数的减小还可降低切削温度,切削及铣削的温度可降低20%~25%。
高速钢涂层的上述特点使得其所制造刀具具有下列优点:
1)较高的刀具寿命和切削加工生产率。涂层高速钢刀具的寿命一般可比未涂层刀具提高2~3倍。例如,涂层钻头的寿命可提高3~10倍;涂层丝锥可提高5~10倍;涂层齿轮刀具可提高3~6倍;涂层挤压模具可提高6~10倍。当刀具的寿命不变时,切削速度可提高20%~30%,甚至1~2倍。此外,涂层高速钢刀具的进给量可以提高10%~20%,因而切削加工效率一般可提高50%~100%。生产实践表明,TiN涂层齿轮刀具的切削速度可提高30%~50%,进给量提高10%~20%,并且对刀具的寿命并无多少不利影响。
2)较小的切削力和切削扭矩,较少的刀具破损。用涂层钻头和丝锥加工时,由于摩擦因数降低,切屑粘接减少,可使钻头轴向力及钻削或攻螺纹时的转矩降低20%~40%,大大减少刀具的崩刃现象。
3)较高的加工精度和加工表面质量。用涂层钻头钻孔时,由于积屑瘤得以减少或消除,使得孔径的扩大量显著减小,孔的精度得以提高(1~2级),表面粗糙度可比未涂层钻头加工件大约小50%,钻孔时常常可以省去铰孔和去毛刺等工序。用涂层钻头可加工软钢、耐腐蚀的镍合金、高温合金等难加工材料。
用涂层铰刀加工时,不仅可以显著减小表面粗糙度,而且随着切削速度和进给量的增大,涂层铰刀的表面粗糙度仅略有增加,而未涂层刀具在加工的过程中,表面粗糙度却急剧增大。涂层铰刀在加工像铝、软钢、不锈钢、灰铸铁及容易产生积屑瘤的高合金工具钢时效果很好。
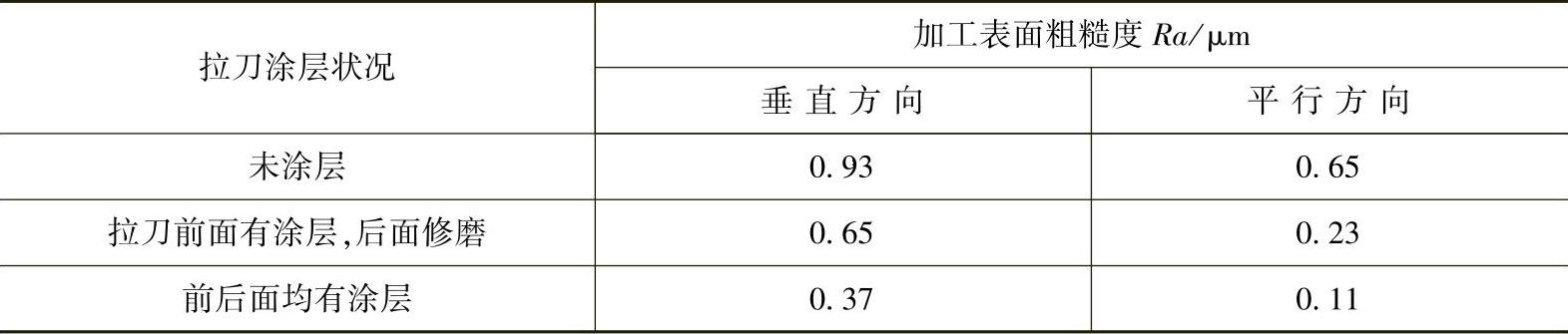
用涂层丝锥攻螺纹时,螺纹表面粗糙度值大约可减小50%,同时,由于积屑瘤的减少,使得螺纹表面擦伤的可能性降低,可延长丝锥加工标准螺孔的寿命。不同涂层拉刀加工的表面粗糙度见表2-13。
表2-13 不同涂层拉刀加工的表面粗糙度
4)较低的单件加工成本。虽然涂层后的刀具成本增加大约一倍,但是由于涂层刀具寿命提高很多,每个零件的加工成本仍然降低,尤其是对于价格昂贵的复杂刀具,如齿轮刀具和拉刀等。在用TiN涂层滚刀与未涂层滚刀加工时,若二者使用同一切削用量,则前者的后面磨损仅为后者的1/2,可节省加工费用20%~30%;若在提高切削速度及背吃刀量的情况下加工,则可节省加工费用20%~40%。(https://www.xing528.com)
涂层高速钢刀具的使用效果,随着加工条件的不同而不同,主要受以下几方面的影响:
1)工件材料的影响。根据居林公司报道,TiN涂层麻花钻头钻削不同工件材料时,与未涂层钻头相比,刀具寿命差别可达20倍或更多。钻碳钢时,刀具平均寿命可提高4~6倍;钻合金钢时提高2~4倍;钻铸铁时可提高6~8倍;钻工具钢时可提高4~6倍;钻不锈钢时可提高4~8倍;钻某些铜合金时可提高19倍。
工件材料的粘性越大,刀具涂层后的效果越好。这不仅是因为涂层刀具减少了摩擦,从而减小加工表面粗糙度,而且由于摩擦和粘接的减小,会减少刀具在孔内的卡死和崩刃等现象,提高刀具的寿命。例如,用涂层丝锥与用高压蒸汽处理的丝锥加工不同材料时寿命提高为:加工Q235软钢(73~76HBW)为2.2倍以上;加工45钢(94~97HBW)为2.3倍;加工0Cr18Ni9不锈钢(85~87HBW)为4.6倍以上;加工AC4C-F铝合金铸件为5.1倍以上。
涂层刀具很适合用于加工铝合金、软钢、不锈钢、镍基合金这类材料。例如,用滚刀加工40HRC及50HRC的50钢齿轮,当m=3mm,vc=19.8m/min,f=0.5mm/r时,用无涂层滚刀加工40HRC齿轮,切削长度为4m;切削50HRC齿轮,切削长度1m时,就不能继续使用了。而涂层滚刀前面经重磨后,切削40HRC齿轮时,可切削10m,切削50HRC齿轮可切7m。可见被加工齿轮硬度增加时,涂层滚刀寿命的提高也越显著。
工件材料的硬度及强度越高时,刀具涂层后的效果也越好,如采用涂层丝锥很适合于加工硬度超过300HBW的难加工钢材。涂层刀具也适合于加工耐磨的硅铝合金和塑料,例如,在用Kevlar复合材料制造的飞机发动机整流罩上钻孔时,由于其加工性能差,用高速钢钻头加工时,寿命很低;用硬质合金钻头加工则容易崩刃,钻1000个孔要用172支钻头;若使用涂层高速钢钻头,则只用5支。
2)高速钢基体成分的影响。涂层高速钢刀具基体成分不同时,刀具的使用效果也不相同,例如,在钻削Cr18Ni12Mo2Ti不锈钢通孔(ϕ5.99mm,vc=7.9m/min,f=0.061mm/r)时,未涂层钻头只能加工30个孔,采用不含钴高速钢TiN涂层钻头可以加工110个孔,而采用含钴高速钢涂层钻头则可加工675个孔。
对用W2Mo9Cr4V2普通熔炼高速钢及W2Cr4V5Co5粉末冶金高速钢丝锥在45钢钢件上攻螺纹时的寿命进行比较,熔炼钢丝锥经TiN涂层后,其寿命虽有所提高,但是并不显著;而粉末冶金高速钢丝锥涂层后的寿命则提高很多。
在用插齿刀加工齿轮时,刀具的转角磨损和微细崩刃是失效的主要原因。这时采用韧性较好的W6Mo5Cr4V2等高速钢作为涂层基体较好;但随着插齿速度和进给量的增加,用粉末冶金高速钢作基体的插齿刀性能渐优。
由上可见,对于连续切削的刀具(如车刀、钻头等),基体材料宜选用热稳定性较高的高速钢(如高碳高钴钢),以提高基体的抗软化性能;而对于断续切削的刀具(如插齿刀),则宜选用韧性较高的高速钢作为基体。
对于同一种刀具,切削条件不同时,基体也最好不一样,例如,当用涂层滚刀以vc=45m/min速度切齿时,崩刃是滚刀磨损的主要原因。这时最好选用韧性较好的基体(如W6Mo5Cr4V2);如以vc=100m/min高速切齿时,月牙洼磨损是刀具磨损的主要原因,这时宜采用耐热性、耐磨性和抗粘接性能较高的钴高速钢作为基体材料。
粉末冶金高速钢刀具经涂层后的效果优于熔炼高速钢刀具涂层,特别是在较重的切削载荷条件下加工的刀具。由于涂层材料的粒子小于粉末冶金高速钢材料的粒子,因此刀具以粘接磨损为主(高速钢刀具所具有的一种重要的磨损机制)的情况下,粉末冶金高速钢涂层对提高耐磨性是最为有效的。
3)切削速度的影响。切削速度越高,高速钢刀具涂层后的效果也就越显著。用W20Cr4VCo12高速钢车刀加工40钢(ap=2.5mm,f=0.25mm/r,可溶性油冷却)时涂层与未涂层刀具的耐磨性进行对比发现,在vc=30m/min及45m/min时,涂层刀具尚无磨损,而未涂层刀具前、后面的磨损均已十分显著;当切削速度增大至60m/min时,未涂层刀具很快就会被损坏,而涂层刀具则只有少量磨损。
涂层钻头与未涂层钻头的寿命比较,随着切削速度的提高,各种钻头的寿命都要下降,但未涂层钻头寿命的下降程度要大得多。重磨后的涂层钻头寿命也随着切削速度的增加而下降,但是仍然比未涂层钻头的寿命高得多。
在0Cr18Ni2Mo2Ti不锈钢上攻螺纹时,用TiN涂层丝锥切削,其切削速度为vc=9.42m/min时,寿命为未涂层丝锥的3.3倍;当vc=18.84m/min时,寿命为未涂层丝锥的7倍。
4)切削液的影响。在不使用切削液时,涂层刀具的使用效果较未涂层刀具为好。这是因为干切削时发热量大,而经涂层后摩擦减小,对降低切削温度及提高刀具寿命的效果更为显著。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。