



下面介绍美国TOCCO公司设计制造的一条内齿轮及恒星齿轮的双频感应淬火生产线。
1.内齿轮感应淬火
此生产线内齿轮每次卸下一件,由相对而立的两个气缸操纵。当工件处于1号装料位置,一个接近开关动作,使气动往复杆推工件到淬火工位。此工位有一个可变速度的伺服驱动及垂直扫描的托架。齿轮到达淬火工位,另一个接近开关动作,于是,立式扫描器将内齿轮从往复杆上托起,并把工件放到感应器下面的定向位置。有两个接近开关用作专用的定位指示,如果定错位置,工件即回到往复杆,以便再次装料
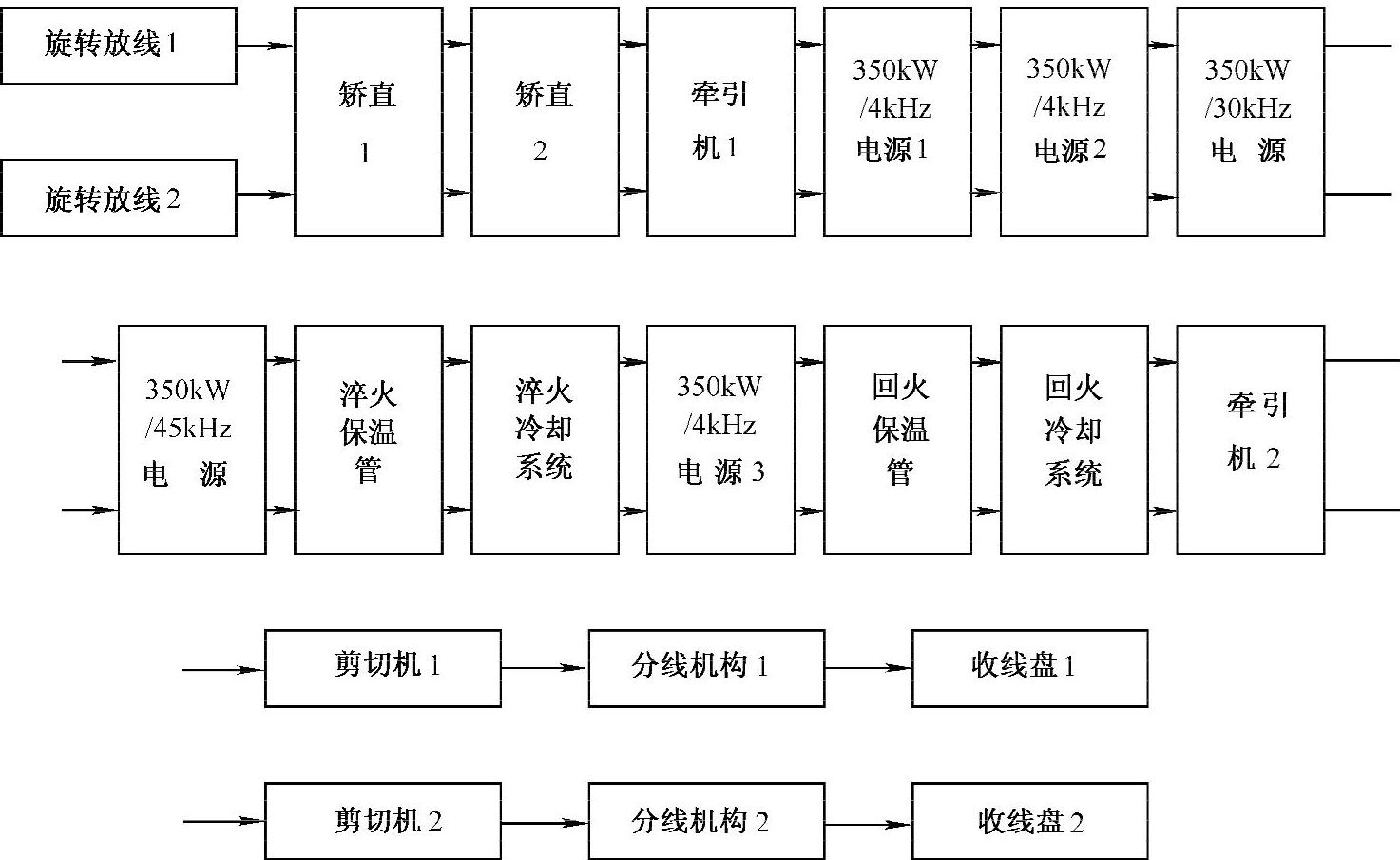
图4-88 管桩钢丝双线热处理过程示意图
错位1s,机床即停止运转,与此同时,一个诊断显示屏幕指示出工件不在淬火工位。如果内齿轮定位正确,为工件定向工位所接受,扫描机构将把它送入感应器。一旦感应器位于内齿轮中,中频电源开始进行加热,工件旋转,同时扫描机构使工件下降,使感应器扫描并预热内齿轮的全长。图4-89所示为内齿轮中频预热、高频扫描淬火示意图。
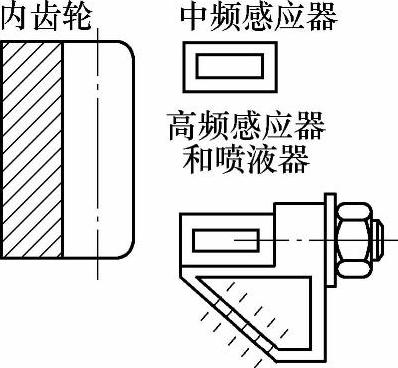
图4-89 内齿轮中频预热高频扫描淬火示意图
中频预热完成后,扫描定位器上升,回到原来位置,电源转换开关转接到高频电源,工件再次旋转下降,将预热过的齿轮用高频进行扫描并淬火淬火后的内齿轮降下到往复杆后,往复杆推工件到回火工位,其定位信号动作与淬火工位相同。回火是一次加热方式,回火时工件是旋转着的。回火功率较小,是在齿轮高频感应淬火的间段时间进行的。
回火工序完成后,齿轮降到往复杆上,推向冷却工位,由喷淋头冷却到装卸温度,然后工件被推向分检工位(合格或剔出)。剔出是由许多检测装置所确定的。如果内齿轮被确定剔出,则装在侧面的一个气动卸料杆将水平地将该齿轮推动,并滑到剔出卸料箱;如果齿轮合格则推到出料箱。
2.恒星齿轮的淬火与回火(https://www.xing528.com)
此淬火机构动作与内齿轮淬火机床相似,工件是在感应器中进行一次加热的,如图4-90所示。

图4-90 恒星齿轮双频感应淬火示意图
中频预热及高频加热时,工件均是旋转的。高频加热后,淬火冷却介质从组合式感应器中喷出。由于恒星齿轮的结构特点,在它进入回火工位前,必须将附存的淬火冷却介质清除掉。有一个工件轻抖动工位将恒星轮托起呈110°角度,并进行抖动,将附存的淬火冷却介质排除。回火工序使用中频,正好是高频加热此齿轮的时间阶段。回火时工件也转动着,随后回火后的齿轮进入冷却工位。喷淋冷却后,再次轻抖动,除水后进入检验工位,进行合格及剔除分选。
此生产线由两台100kW、10kHz中频固态电源组成,一台用于内齿轮,另一台用于恒星齿轮,高频电源为200kW、450kHz。
3.检测仪表及其控制
扫描速度、加热周期和淬火冷却由程控器(Modicon 984)控制;还有输入及输出卡片、程序设计器(480 Gould)、伺服控制器(410 Gould)、DC电动机控制器用以控制工件回转速度。伺服控制器用以控制扫描速度,故障诊断屏幕显示故障,能量监控器提供真实能量,淬火、回火感应器上均有接地保护。如果工件与感应器相碰,故障会在屏幕显示,机床会停止工作。
4.水冷系统
水冷系统由不锈钢水泵、板式换热器、浮子式开关、水温监测器、自动调温阀等组成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。