



以下有30个故障诊断实例,故障涉及PLC、变频器、伺服驱动和通信,是作者在调试和维修设备时碰到的典型问题,具有一定的代表性。
【调试和故障诊断实例1】
故障现象:
某冲压设备,控制系统由PLC、伺服和变频器组成,运料小车由伺服驱动同步带驱动。使用一段时间后,发现同步带松弛,张紧同步带后发现,定位不准。
故障检查与排除:
1)这是正常现象,同步带松弛,张紧后,同步带的节距变长,导致定位不准。
2)解决方案:需要重新定位。使用伺服系统和同步带定位时,必须要设计重新定位的程序和操作界面。
【调试和故障诊断实例2】
故障现象:
某钻杆热处理设备,控制系统由PLC和变频器组成,运料小车由变频器驱动丝杠驱动。工艺要求送料小车前进时慢速(20Hz),后退时快速(90Hz),且要求前进到位后尽快返回。使用一段时间后,发现返程时,小车经常超程,既麻烦,也损害设备。
故障检查与排除:
1)最容易想到的办法是:加长停机时的减速时间,但要注意,本例的工艺不允许这么做。
2)解决方案:在后退的限位开关前,加一个限位开关,变频器接到此信号后,减速到(20Hz),然后停下,问题解决。
【调试和故障诊断实例3】
故障现象:
图6-38所示为某初学者接线的控制系统,使用几天后,变频器电源烧毁。
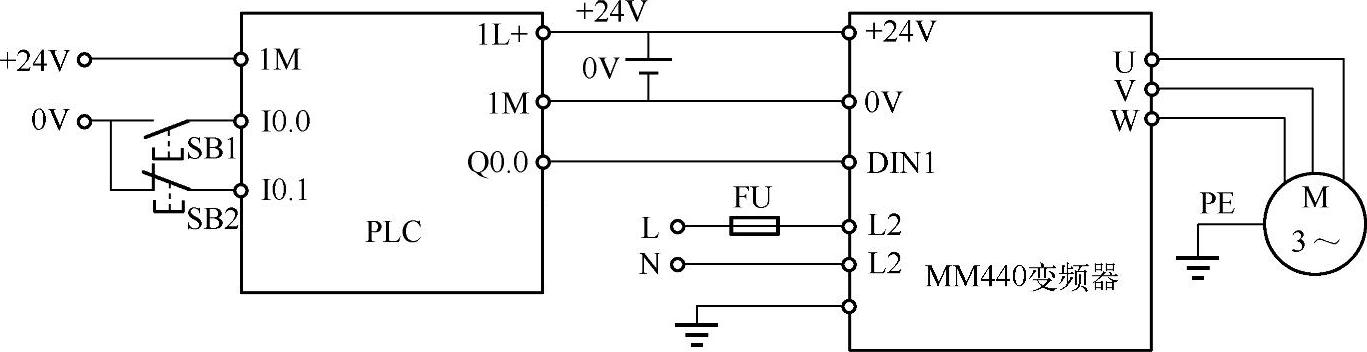
图6-38 原理图
故障检查与排除:
1)如图6-44所示的原理图是错误的。错误在于变频器的DIN1有2个供电电源,一个是外部电源,一个是变频器内部电源,通常这是不允许的。
2)解决方案:方案1,只要把变频器的内部电源不接入即可,只用一个电源,这是最佳办法。
方案2,可以使用双电源供电,改进后的电源如图6-39所示。
【调试和故障诊断实例4】
故障现象:
某设备的电磁阀额定功率为20W,额定电压为+24V,电磁阀上电,系统工作正常,但断电时,会造成直流电源跳闸。
故障检查与排除:
这个跳闸应与短路无关。由于电磁阀的功率较大,断电后会产生较大的感应电动势,对直流电源产生较大的干扰,因此直流电源跳闸。
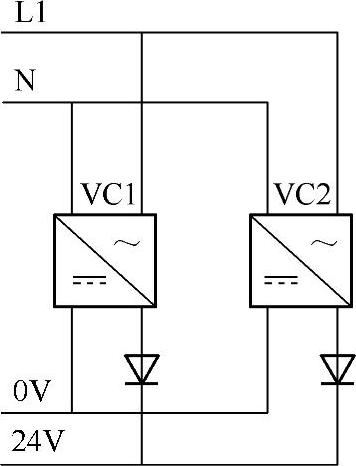
图6-39 原理图
解决方法1:
最容易想到的方法是加续流二极管,如图6-40所示。
解决方法2:
单独给冲击性负载供电。
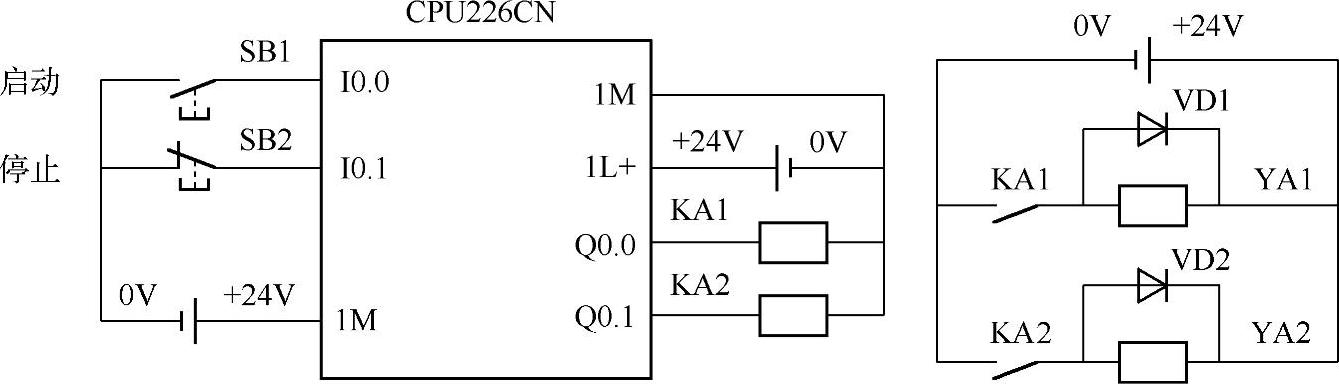
图6-40 原理图
【调试和故障诊断实例5】
故障现象:
某设备的主回路有变频器,电源开关为剩余电断路器,运行时,电源开关时常跳闸。
故障检查与排除:
一般不能在变频器前使用剩余电断路器。因为变频器的整流输入电路和大功率输出电路,却会对电源产生比较大的高次谐波干扰,容易造成剩余电断路器跳闸。通常使用一般断路器。
如果一定要使用剩余电断路器,则应选用剩余电较大的剩余电断路器。
【调试和故障诊断实例6】
故障现象:
某纺织机械,配丹佛斯变频器,正常转速为10000r/min,正常启动和运行时,无故障,但停机阶段,数次损坏变频器的电容。
故障检查与排除:
1)起动和运行阶段无故障,表明变频器的功率足够。
2)设备的转速高,停机时电动机的巨大的动能转换成电能反冲到变频器的电容,过量的电量致使电容烧毁。
3)在直流回路中添加制动电阻后,问题解决,再无烧电容现象。
【调试和故障诊断实例7】
按如图6-41所示接线,之后按下SB1、SB2和SB3按钮,发现输入端的指示灯没有显示,PLC中没有程序,但灯HL常亮,接线没有错误,+24 V电源也正常。怀疑是输入和输出接口烧毁,请问是否正确。
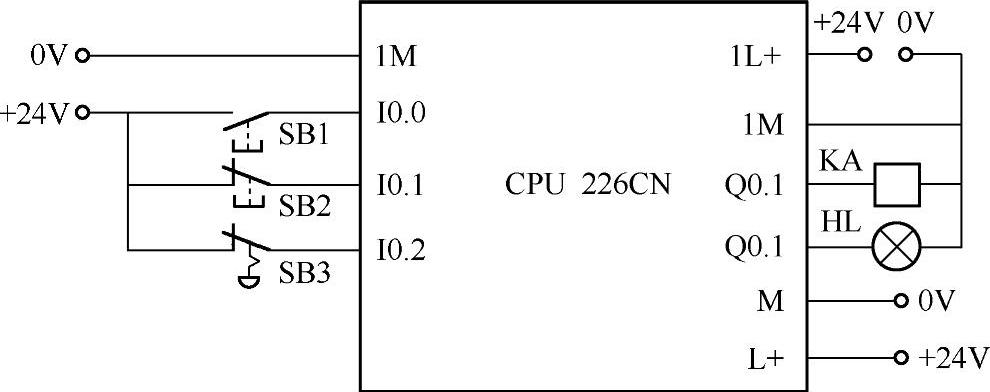
图6-41 原理图
分析如下:
1)一般输入端口不会烧毁,因为输入接口电路有光电隔离电路保护,除非有较大电压(如AC 220V)的误接入,而且烧毁输入接口一般也不会所有的接口同时烧毁。经过检查,发现接线端子1M是“虚接”,压紧此接线端子后,输入端恢复正常。
2)误接线容易造成晶体管输出回路的器件烧毁,晶体管的击穿会造成回路导通,从而造成HL灯常量。
【调试和故障诊断实例8】
某设备的控制系统由PLC和5台G120变频器组成,操作工反映每天晚上有1~2次变频器停机,上电后可正常使用,白天正常。
故障现象:
维修检查发现:报警信息为“F06310”,晚上的电压偏高,为420V,而白天电压基本正常,为390V。为过压报警。
故障检查与排除:
安装了20kW的自耦变压器,将电压调整到370~400V,问题得到解决。
【调试和故障诊断实例9】
故障现象:
某设备的控制系统由S7-300、数字量和模拟量模块组成,通电后发现模拟量模块的通道烧毁(系统并无短路和过电压故障)。
故障检查与排除:
维修检查发现:接线电工疏忽,将地线和零线接错,由于模拟量通道无光电隔离,所以容易烧毁。
把接错的线更正,问题得到解决。
【调试和故障诊断实例10】
故障现象:
某自动化设备上配有PLC,最后一道工序是打标机,打标信号由PLC的继电器的触头送给打标机,发现:90%的情况打标机能正常工作,而10%不能打标,原理图如图6-42所示。
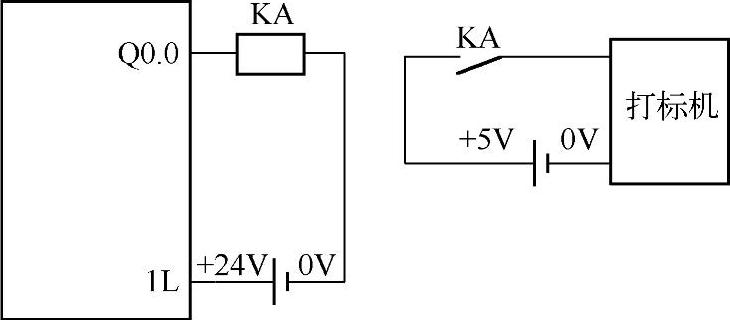
图6-42 原理图
故障检查与排除:
经过检查,打标机没有问题,自动化设备的前端也没有问题,分析原因是继电器闭合瞬间产生较大干扰,导致打标机不工作,加滤波后,工作正常,改进后的原理图如图6-43所示。
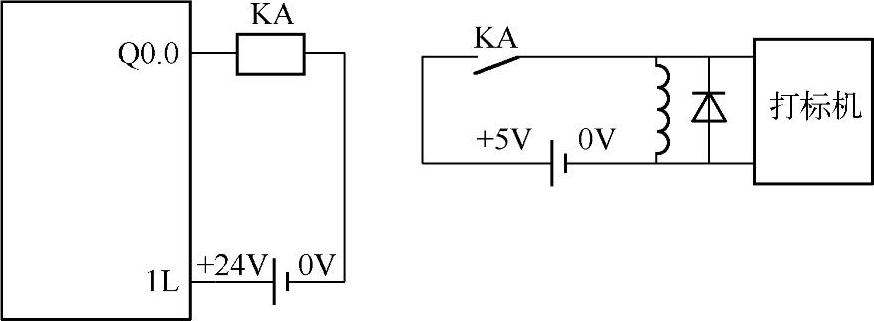
图6-43 原理图
【调试和故障诊断实例11】
故障现象:
某初学者,下载程序到S7-300后,SF灯亮,不知是硬件故障还是程序错误,怎么办。
故障检查与排除:
删除下载的程序,只下载正确的硬件组态,看是否SF亮,如不亮,则程序错误。
【调试和故障诊断实例12】
故障现象:
某设备的控制器为S7-300和CP343-1,发现CPU的STOP和SF灯亮,而CP343-1的灯都不亮。
故障检查与排除:
1)首先检查接线是否正确,有无断线、短路和接错线,DC 24V供电电压是否正常。
2)系统断电,检查模块是否安装牢固。
3)排除以上问题基本可以得出,CP343-1模块故障,需要拆下,并更换新的模块。
【调试和故障诊断实例13】
故障现象:
如图6-44所示伺服系统,橙色为电源线,绿色为编码器线,使用时,偶尔有干扰现象。
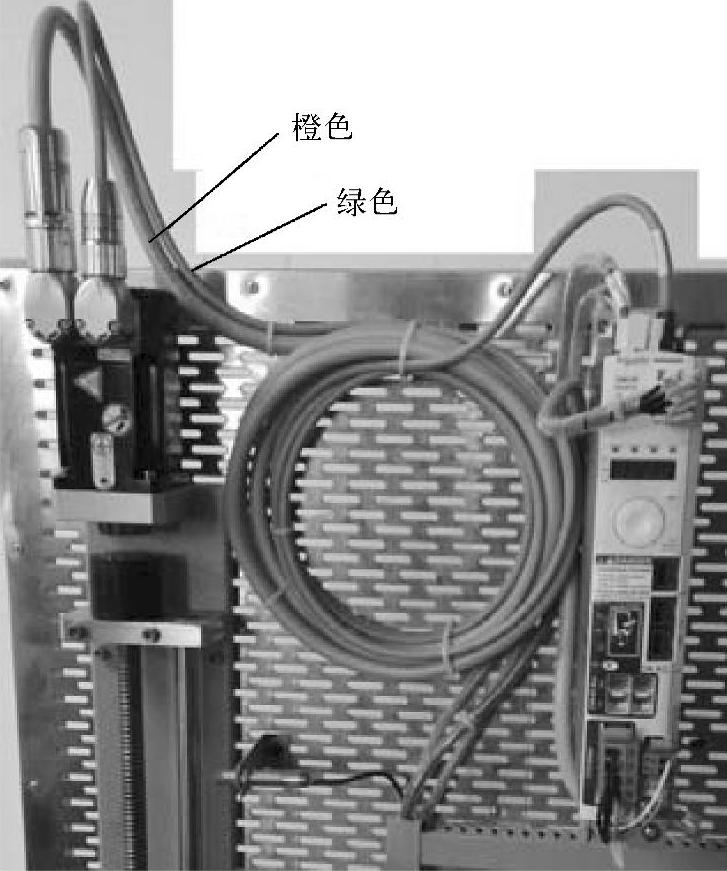
图6-44 系统照片
故障检查与排除:
1)强电和弱电要分开,电源线和编码器线不能捆扎在一起。
2)电源线最好不要环绕,间距最好大于20 cm。
【调试和故障诊断实例14】
故障现象:
维修人员发现S7-200(继电器型输出)的Q0.3烧毁,问怎样解决?
故障检查与排除:
1)办法1:拆开主板,更换继电器,这种办法对维修人员要求高。
2)办法2:此PLC还有备用点Q3.3,将Q0.3上的硬接线,改到Q3.3上,再将程序中的Q0.3全部替换成Q3.3,这种办法容易实现,但必须要源代码。(https://www.xing528.com)
【调试和故障诊断实例15】
故障现象:
某钢厂设备的控制系统由1台CPU315-2DP、3台MM440和2台ET200M以及I/O模块组成。其中一台变频器安装在一台移动小车上。经常出现小车变频器接头松动而造成系统崩溃,生产厂家一直未能解决。请解决此问题。
故障检查与排除:
1)移动小车造成PROFIBUS-DP通信接头松动,这是很正常的事情,也很难防止其再次松动。
2)解决方案:将小车上的变频器和CPU的信息沟通不采用PROFIBUS-DP通信,而直接用ET200M上的模拟量调速,起停等信息用ET200M上的I/O端子。
3)做此改进后,系统可以稳定运行。
【调试和故障诊断实例16】
故障现象:
某设备的控制系统由1台CPU315-2DP和10个从站组成,采用PROFIBUS-DP通信。站间通信距离最远为200m。调试时,发现系统很不稳定,通信频繁出错。请查找原因。
故障检查与排除:
1)厂家的此设备已经出售多台,未发现类似原因,可排除设备设计和程序上的重大缺陷。
2)检查DP接头和所有屏蔽线都接线正常。
3)把波特率从500kbit/s降至9.6kbit/s,也无明显改善。
4)后检查现场发现有多台大功率变频器和中频淬火炉,且频繁起停,后停止运行附近所有设备,通信正常,故判断为干扰所致。
5)解决方案:将DP通信电缆改为光纤通信电缆,问题得以解决。因为光纤抗干扰能力强。
【调试和故障诊断实例17】
故障现象:
某设备的控制系统由1台CPU315-2DP和多个从站组成。有一台AGV运料小车与主站采用无线通信。试用一段时间后,发现系统不稳定,主要是对AGV小车控制不准确,有时甚至按下急停按钮也不停机。请查找原因。
故障检查与排除:
1)工作现场的情况复杂,干扰信号多。对无线信号的影响比较大。AGV小车收不到急停信号,说明干扰信号比较大,这种影响有时甚至是致命的。
2)解决方案:将无线信号改为有线控制,控制线由软链拖曳,使用效果良好。
【调试和故障诊断实例18】
故障现象:
S7-300AI模块,输入信号为4~20mA电流,接线与程序均无问题,但是接收的数据在程序监控中跳动很大。
故障检查与排除:
1)将信号AI-与AI模块的电源负短接,这种办法80%的情况都能解决。
2)有些情况是解决不了的,只有加模拟信号隔离器来解决。
【调试和故障诊断实例19】
故障现象:
WinCC通过CP5611通信卡与PLC进行MPI通信,所有组态、设置均无问题,但是连接时通信时好时坏,通过软件检测硬件(test),结果为OK,但是通信一直存在问题。
故障检查与排除:
将通信所用的DP电缆与DP接头,全部拆下,发现DP电缆的屏蔽层与DP接头内的接地没有连接,重新制作,再试,通信正常。
【调试和故障诊断实例20】
故障现象:
现场一台CPU315-2DP采用PID输出调节变频器的频率,发现PID输出到100%(即AO模块输出最大20mA电流信号),但是变频器的频率没有到最大的50Hz,查电流确实没到20mA,只有16mA。
故障检查与排除:
查找问题,发现AO模块后面有隔离器。将隔离器跳开,AO模块直接输出到变频器上,问题解决。
【调试和故障诊断实例21】
故障现象:
将CPU315-2DP的信号线与动力线放在同一个桥架内,发现现场没有设备反馈信号至PLC;接线检查多次,没有问题。但PLC的一个DI模块的几个LED指示灯却一直点亮。
故障检查与排除:
用万用表测量,有110V以上的电压。
原因:强电的感应电。
解决方案:强电和弱电布线分开。可见,强电和弱电分开布置是非常重要的。
【调试和故障诊断实例22】
故障现象:
某钢厂新增加一套输灰设备,方案为原有CPU414自带ET200M远程站,因为远程站为ET200M没有CPU,编程需要在原有CPU414上进行,因为增加硬件、程序必须重新下载。但是,业主只允许停机半个小时。问怎么解决?
故障检查与排除:
事先把组态和程序认真模拟仿真,确保无较大的疏漏。下载硬件组态CPU会停机重启,但下载软件CPU不会停机,因此,半小时停机时间是足够的,即使程序不正确,也可以重新下载,但必须保证硬件组态正确。
【调试和故障诊断实例23】
故障现象:
某设备的控制系统由1台CPU315-2DP、1台G120(控制风机)、3台软起动器(控制风机)和3台ET200M组成,ET200M与CPU315-2DP为DP通信。G120模拟量速度给定,端子排起停控制,软启动器为直接端子排起停控制。
某日发现2台风机不能在远程中控室中用HMI控制运行,变频器控制不能就地起动,而软启动的可以就地起动。其他设备均可中控制室控制。
故障检查与排除:
在中控室发出软启动器起停信号,PLC上有灯指示,表明信号到达PLC,通信无问题;继续查找,发现中间继电器不吸合,更换中继即可。
变频器处,用信号发生器给模拟量信号和端子排起停信号,也不能起动,表明变频器故障,需要维修。
【调试和故障诊断实例24】
故障现象:
洗衣机不锈钢内筒生产线上的液压专机发生故障,油缸下行后无法上行,总是停留在下死点,手动进行上行操作也无效。
故障检查与排除:
此液压专机电气控制系统为PLC控制,检查液压系统,油压正常。此油缸控制电磁阀为二位五通电磁阀,直接用螺丝刀顶电磁阀换向阀芯,也无法换向。而此时发现电磁阀线圈有吸力。后测量发现电磁阀线圈有电压。而此时PLC信号输出指示灯显示无输出。经过检查发现PLC输出触点粘连,造成下降线圈一直得电。
故障排除:更换PLC输出触点,故障排除。(此故障为电气系统设计问题,PLC输出点直接控制电磁阀线圈,后期需进行整改)
【调试和故障诊断实例25】
故障现象:
洗衣机装配生产线上的搬运机械手在工件到位后无夹紧动作,检测工件到位信号采用是对射式光电传感器,根据I/O接线图,先检查PLC输入端信号是否正常,结果发现流水线有工件,但输入端无信号。
故障检查:根据经验先重点检查红外线传感器及相关线路。经过现场测试工作正常,再检查相关信号线路没有发现断线等故障。短接信号输入端与公共端、PLC输入端也没有信号,故障为PLC输入端内部光耦损坏。
故障排除:更换到空余的PLC输入端,故障排除。故障分析,此红外线传感器信号由继电器输出,通过接线端子送到控制柜,安装接线端子的接线盒在设备的下面,由于接线盒锈蚀,线路凌乱,外部的潮气进入接线盒,致使信号端子附近强电窜入弱电回路,烧坏PLC光耦。
【调试和故障诊断实例26】
故障现象:
洗衣机离合器生产线的轴承压入机在运行中突发故障,无自动运行,尝试手动操作进行复位,手动也无动作。
故障检查:首先检查电气控制系统(三菱FX2N),发现PLC面板上电源指示灯闪烁,运行指示灯不亮,根据现象怀疑PLC故障,更换PLC故障依旧。后查阅图纸发现,外接的2只传感器为3线式。传感器使用的是PLC内部的24 V电源(厂家为节约成本)。故将PLC上24 V电源的正极接线断开,PLC恢复正常。
故障排除:按图索检查2只3线式传感器的线路,发现其中一只传感器的线缆破损,线缆内部电源的正负极短路,造成PLC短路保护。经询问操作工人,故障发生前有一箱零件倾倒下来,故分析此故障的原因是倾倒下来的零件砸伤了传感器的线缆造成短路故障。
建议不要使用PLC的内部电源向传感器供电,而要使用外部开关电源供电。
【调试和故障诊断实例27】
故障现象:
FR-E700变频器,刚起动时,E.0C1报警,请问可能是什么原因?
故障检查与排除:
1)先查手册,E.0C1为加速过流报警,首先想到:把加减速时间都延长,但仍然报警。
2)把电动机脱开,也就是不加负载,看有无报警,若无,则很可能是负载卡死或者过大,若仍然报警,则很可能变频器故障。
3)后发现是变频器故障,送厂家维修。
【调试和故障诊断实例28】
故障现象:
某系统配有2套伺服系统,伺服系统拖动小车快速送料,调试时发现振动较大,影响生产。
故障检查与排除:
1)先检查机械结构,对机械结构紧固,震动有所改善。
2)后来将伺服驱动器的加速和减速时间加大,问题最终解决。
【调试和故障诊断实例29】
故障现象:
某设备的运料翻斗控制系统由PLC和变频器组成,翻斗从低处取料后到高处,再下移后卸料,运行时,变频器经常在下移过程中报警。系统有制动电阻。
查找原因:翻斗在下降过程中,翻斗带动电动机转动,电动机变成发电机,多余的电力使泵升电压升高,从而致使变频器过压报警。
解决方案:将制动电阻的功率调大,问题得以解决;也可采用增加回馈单元,或者直流共母线的方法加以解决。
【调试和故障诊断实例30】
故障现象:
某设备的控制系统由1台CPU314C-2DP和2个从站(3号和4号从站)组成,采用PROFIBUS-DP通信。某日早上,设备不能正常开机,发现CPU的SF和BF灯亮。请进行故障诊断。
故障检查与排除:
1)首先判断通信故障,采用快速视图诊断,如图6-45所示。
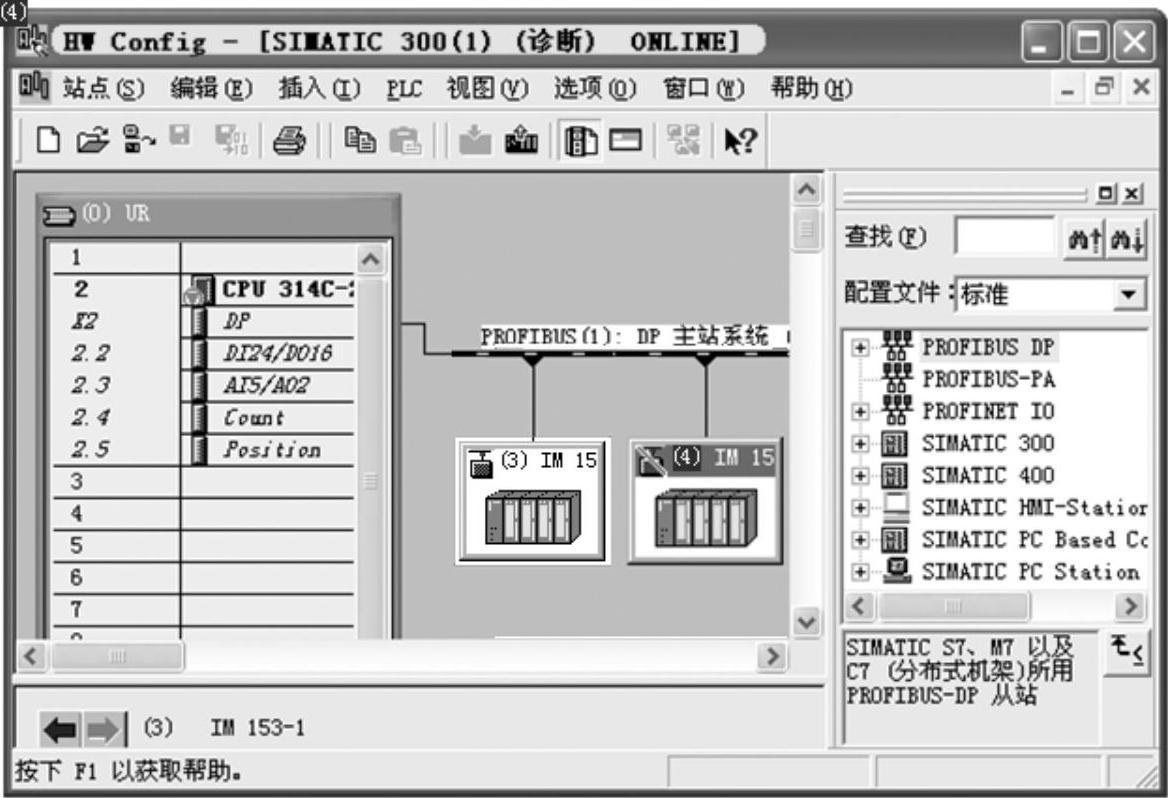
图6-45 硬件组态
2)仔细检查后发现,第3站DP接头上的终端电阻置于“ON”,将其拨到“OFF”即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。