



1.焊前准备
(1)试件的加工 选用12~14mm厚的Q235A钢板,用剪板机或氧乙炔切割方法,将其分割成100mm×100mm的方形试件,然后用钻床在中心部位钻孔,孔的尺寸和管的内径尺寸相同。选用φ57mm×3.5mm的20无缝钢管,加工成长度为75~100mm的试件,坡口角度为45°±1°。
(2)试件的清理 用砂纸和锉刀等将试件坡口20mm范围内的油污、铁锈等清理干净,使之呈现金属光泽,然后用锉刀将钝边锉出,钝边尺寸为1~1.5mm。
(3)焊接电源及焊接材料的选择
焊接电源选用BX3-300-1型交流弧焊机,其空载电压不低于60~70V,且动特性和调节性能良好。选用的焊条型号为E4303,焊条直径为2.5mm,焊条使用前需经150~200°C烘干,保温1h,然后放入保温筒内以备使用。焊条不得有偏心、焊芯生锈和药皮开裂、脱落等现象。
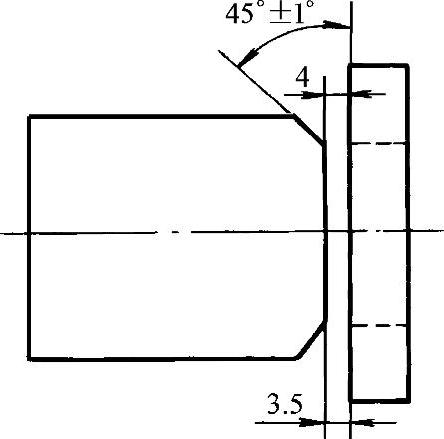
图2-41 水平固定管板组对形式
(4)试件的组对与定位焊 骑座式水平固定管板的组对形式如图2-41所示。组对的各项尺寸参数见表2-36。
表2-36 骑座式水平固定管板的组对尺寸

试件定位方法可采用肋板定位法或击穿定位焊法,如图2-42所示。肋板定位法即在焊缝对称60°爬坡位置,分别点固试件固定肋板,正式焊接时,由仰焊部位开始焊到肋板处,将肋板打掉即可。该方法不破坏坡口及间隙,使封口接头减少,有利于防止因操作不当产生的缺陷。击穿定位焊法采用与正式焊接时相同的焊条和工艺方法,在坡口根部进行定位焊接。定位焊缝长度不得大于10mm,其位置与肋板定位法相同。
(5)焊接参数的选择 骑座式管板水平固定焊的其他各项焊接参数的选择见表2-37。
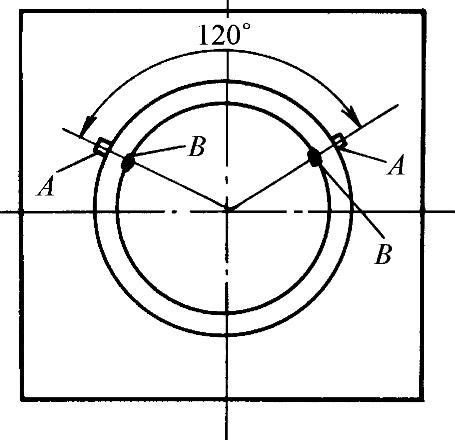
图2-42 骑座式管板水平固定焊试件的定位方法
A—肋板定位法 B—击穿定位焊法
表2-37 骑座式管板水平固定焊焊接参数

2.焊接(https://www.xing528.com)
(1)引弧 将组对好的试件在水平位置固定。操作时可分为左、右两部分由底向上进行焊接。一般情况下,可先从右侧开始焊接。因为右手掌握焊钳时,仰焊位置便于观察熔池,能够较好地引弧焊接,从而形成较好的始焊焊缝。
采用划擦法引弧,引弧点可在左侧仰焊位置距中心15~20mm处。引弧后将电弧拉到距中心5mm处,先拉长电弧进行1~2s的预热,然后压低电弧将焊条向右下方倾斜,此时焊条与试件及焊接方向之间的夹角如图2-43所示。
电弧热量分布要始终偏向板件根部,待其熔化后迅速与管子坡口钝边搭接形成焊接熔池,开始连接处焊缝要尽量薄一些,以使左向焊接时接头容易。形成熔池后,要断弧快速跟进两滴液态金属,以保证背面焊缝饱满,且建立起较为稳妥的熔孔。
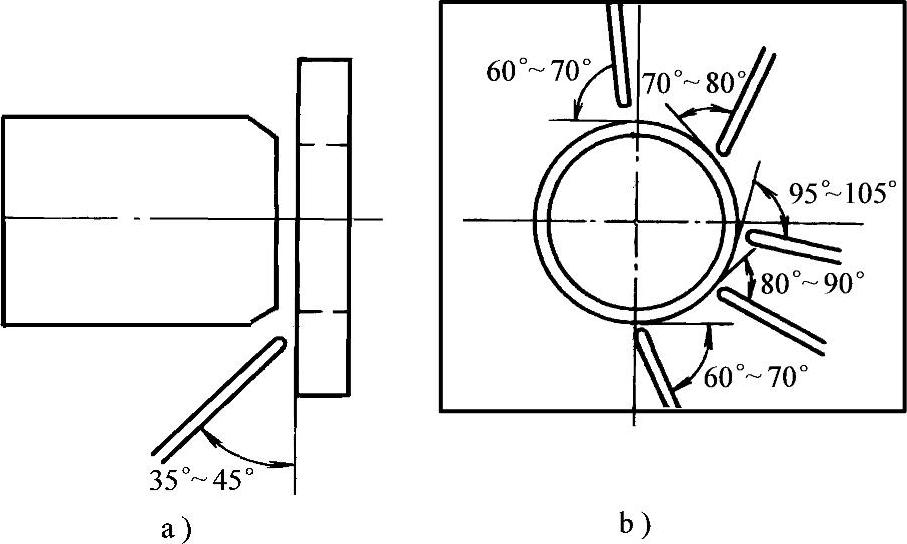
图2-43 焊条与试件和焊接方向之间的夹角
a)焊条与试件下侧的夹角 b)焊条与焊接方向的夹角
(2)打底焊 骑座式管板水平固定焊单面焊双面成形断弧焊时,因板与管承热分布不均,极易产生沿板坡口边缘的未熔合和未焊透现象,因此运条时一定要注意板与管两侧电弧的热量分布。每一次起弧焊接时,都要从板的坡口边缘处开始,向管的坡口一侧进行摆动。注意在管的一侧电弧不要伸入坡口太多,电弧摆至管一侧时要稍作停顿,然后向板一侧摆动当中拉断电弧。焊接过程中要注意观察熔孔尺寸变化情况,仰位和立位焊接时,熔孔尺寸一般为比每侧间隙增大1~1.5mm,从立焊到平焊位置时,观察到的熔孔尺寸为1~1.5mm。随焊接位置的变化,焊条角度要不断调整,特别是焊到上半部分时,焊工站位要适应焊条角度的变化,否则易造成背面焊缝液态金属下淌,产生焊瘤。焊接上半部分时,还要注意缩短给送液态金属的时间,适当加快间断灭弧的频率,目的是控制熔池温度防止液态熔池下坠。当右半部分焊到顶点时,不要在平焊部位停弧,应继续向前施焊5~10mm,以利于左向焊时的封口焊接。
右半部分打底焊完成后,要将始焊、终焊端的焊渣和金属飞溅物清理干净,必要时用錾子修整。然后开始左半部分的焊接,在仰焊部位接头时,须对始焊部位拉长电弧进行1.5~2s的预热,压低电弧,横向摆动到坡口根部,立即用电弧向上顶压,形成熔孔后进行正常焊接。但要注意始焊点的选择要在右侧部分始焊端稍后5mm处。接头后的焊接方法和焊条角度与右半部分焊接时相同,但由于受右侧焊接过程的影响,左侧的坡口及周围温度升高,应适当减小焊接电流。
(3)收弧 收弧时要沿熔池方向向后轻轻点焊两下,以使熔池缓慢冷却,防止因空气介入在弧坑处产生冷缩孔。
(4)接头 接头方法可采用热接法和冷接法。其接头方法和管板垂直俯位固定焊时相同。
从以上的焊接过程分析可以得出,骑座式管板水平固定焊单面焊双面成形的机理和操作要点:管板水平固定焊时,因管与板承热差异很大,焊接时,焊接电弧应偏向试板坡口一侧,且电弧在板端的停留时间长,而在管端的停留时间短,使熔化的液态金属由板端带向管端,以使管与板的承热保持平衡。当熔孔尺寸合适时,就可获得良好的背面焊缝成形。但焊条运行到板的一侧时,电弧一定要深入根部,以保证坡口根部熔合良好,防止产生夹渣和未熔合等缺陷。
(5)盖面焊 盖面层也分左右两部分进行焊接,由下而上操作。运条方法在不同位置时是不同的,当焊接仰焊部位时,宜采用较大幅度的斜锯齿形运条方法,目的是获得均匀一致的焊脚,同时使液态金属和熔渣能够均匀覆盖焊缝表面,以保证焊缝表面圆滑过渡。随着焊接位置由下向上,从仰焊位置到立焊位置,斜锯齿形运条幅度应逐步减小。当超过立焊位置时,为保持液态金属和熔渣处在均衡的位置上,斜锯齿形运条的方向应改为反向,随着位置的不断升高,到平角焊位置,反向斜锯齿形运条的幅度也应逐步加大。
盖面层右半部分的焊接,其始焊部位应设在仰焊中心部位偏左约10~15mm处,终焊部位应越过顶部中心线10~15mm,目的是便于接头和收尾。始焊端和终焊端的焊接位置如图2-44所示。操作过程中,焊条摆动要平稳,在坡口两侧稍作停留,以保证焊缝尺寸均匀,无咬边。

图2-44 右半部分盖面层始焊端和终焊端位置
盖面层左半部分的焊接和右半部分基本相同,但焊接电流应较右半部分焊接时相应减小大致5%~10%。左半部分焊接的难点主要在仰焊部位的接头处。接头引弧时,引弧部位应在焊接前方距接头处15~20mm处。采用划擦法引弧,电弧引燃后准确拉至右半部靠近孔板一侧的始焊位置,与右半部始焊处的搭接要紧密,电弧要尽量压低,并在向前不断运条当中逐步加大斜向摆动幅度,此时斜向的锯齿形摆动方向正好与右侧焊接时相反。完成接头后,其他位置的操作方法和焊条角度与右半部分焊接时相同,至平焊收弧时要越过右部弧坑10~15mm再停弧,以保证接头饱满。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。