



1.焊前准备
(1)试件的加工 选用厚度为12mm的Q345(16Mn)或Q345R钢板,加工成尺寸为300mm×125mm×12mm的试件。用刨床或铣床将试件300mm长度一侧加工成30°坡口,不留钝边。试件尺寸和坡口角度如图3-1所示。
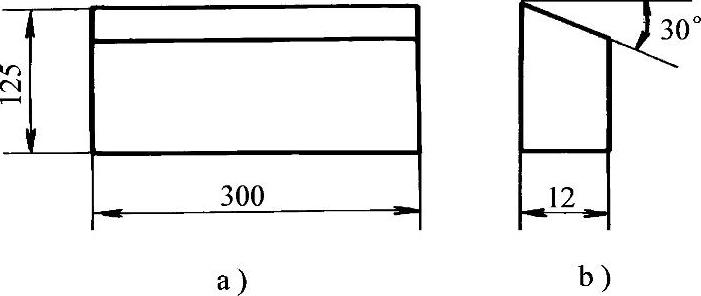
图3-1 试件加工示意图
a)试件尺寸 b)试件坡口角度
(2)试件的清理 将坡口周围正、反两面20mm范围内的油、水、锈及其他污物清理干净,使之呈现金属光泽。
(3)焊接电源和焊接材料的选择 焊接电源可采用ZX5—250型整流弧焊机或ZX7—400型逆变焊机,反极性接线方法。焊条型号可选择E5015,焊前焊条经350~400°C烘干,保温2h,然后放入保温筒内以备使用。焊条使用前注意检查焊条表面有无药皮开裂、脱落、焊芯生锈和偏心等现象。
(4)试件的组对与定位焊 板对接平焊的试件组对尺寸见表3-8。
表3-8 试件组对尺寸

试件组对时预留间隙和反变形角度如图3-2所示。
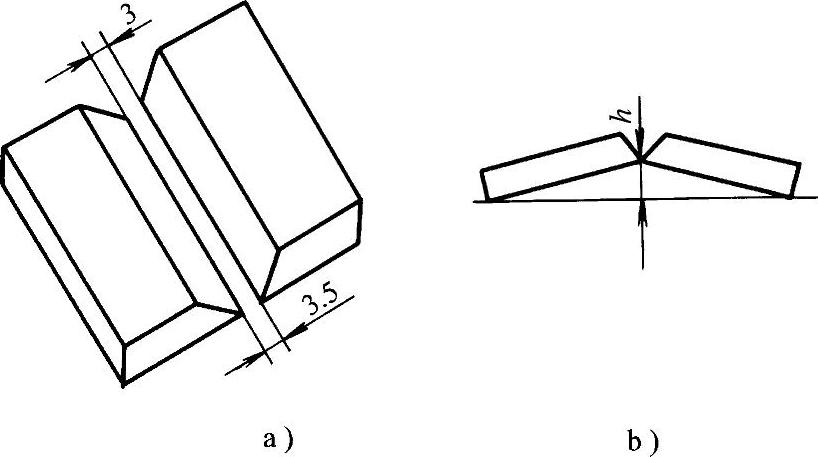
图3-2 试件组对形式示意图
a)预留间隙示意图 b)反变形角度示意图
在试件背面两端进行定位焊,定位焊缝长度为10~15mm。定位焊时使用的焊条应与正式焊接时使用的焊条型号相同。定位焊时使用的焊接电流可稍大于正式焊接时使用的焊接电流。定位焊缝要牢固可靠,特别是终焊端,为防止焊接过程中产生开裂或因焊接过程中的收缩,造成终焊端坡口间隙变小而影响焊接质量,更应焊接牢靠。定位焊后的试件表面不得有错边、弧疤,终焊端的预留间隙应大于始焊端0.5mm。
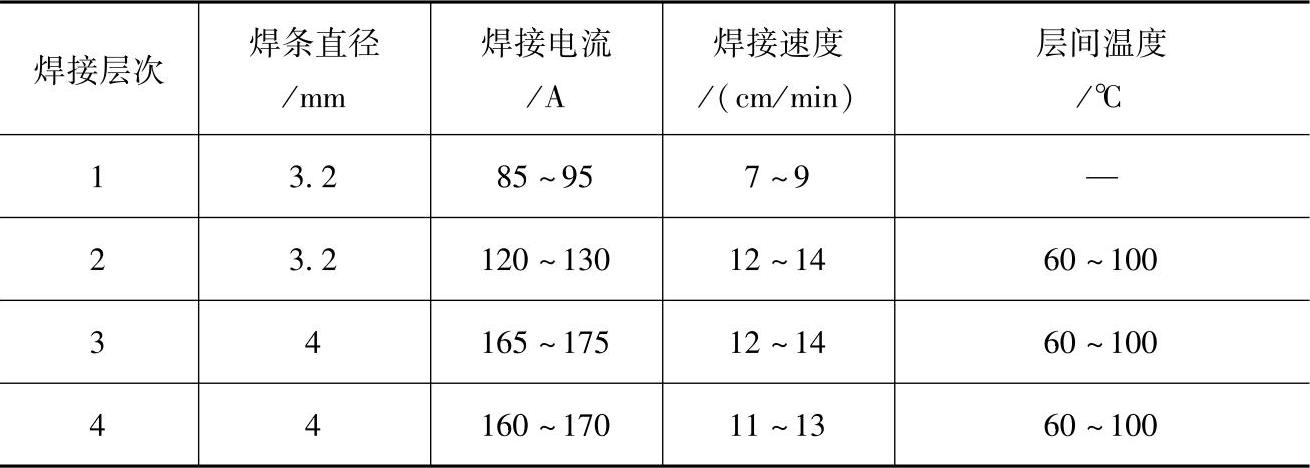
(5)焊接参数的选择 以板厚为12mm的Q345(16Mn)钢为例,板对接平焊各项焊接参数的选择见表3-9。
2.焊接(https://www.xing528.com)
将组对好的试件置于水平悬空位置,焊工体位尽可能保证方便操作,采用连弧焊法进行打底焊操作。
(1)引弧 可在定位焊缝上划擦引弧,当焊条运行到定位焊缝尾部时,稍将电弧拉长,对坡口间隙处进行预热,然后将电弧压向坡口根部,听到击穿声后,即加大焊条倾斜角度(与焊接方向呈55°~65°夹角),并开始做横向摆动。
表3-9 焊接参数的选择
(2)打底焊 采用锯齿形或月牙形运条方法,运条速度要均匀,焊条与焊接方向的夹角保持65°~75°。运条过程中要在坡口两侧稍作停顿,停留时间约为1/2s。这样不但有利于填充金属与母材的熔合,也有利于控制熔池中心温度。防止液态金属下淌造成缺陷。焊接过程中要始终保持较短的电弧,焊条熔化端部置于距离坡口根部2~3mm的地方,距离过大或过小都不利于背面焊缝成形。电弧在向前运行时,要与熔池保持紧密贴附状态,保证2/3液态金属和熔渣送入正面熔池,1/3液态金属和熔渣送入背面焊缝熔池。随着焊接过程的进行,试件温度不断地升高,焊接熔池也会逐渐增大。为控制熔池温度,保证背面焊缝成形均匀,可适当加大焊条倾斜程度,焊条端部距坡口根部的距离同时加大0.5mm。
(3)收弧 停弧前要将电弧下压,使熔孔稍微增大后回焊10~15mm,在坡口一侧停弧,并使接头处形成斜坡状,以利于接头。注意不可在焊缝熔池中心处回焊收弧,以防产生冷缩孔。更不能在熔池上直接收弧,否则有可能在背面焊缝熔池表面产生冷缩孔,成为难于修复的缺陷。
(4)接头 接头方法分为热接法和冷接法两种。
热接法就是在熔池尚处在红热状态时,在距熔池10~15mm的坡口一侧划擦引弧,电弧引燃后迅速将电弧拉向熔池尾部,压低电弧向前运条施焊。顺斜坡焊至坡口根部时将焊条下压,听到击穿声后,稍作停顿,做横向摆动,进行正常焊接。热接法时注意更换焊条的动作要迅速。
冷接法就是当熔池已经冷却,不能实现热接时,可用角向磨光机将收弧处打磨成斜坡状,斜坡的尺寸为10~15mm,冷接法的引弧点要在斜坡前方10~15mm的地方,划擦引弧后拉至斜坡顶端并迅速压低电弧,以防产生气孔。此时焊接速度不宜过快,要在向前运弧当中对熔池根部逐步加热,当焊至斜坡根部时,下压电弧,听到击穿声后,稍作停顿,焊条做横向锯齿形摆动,恢复正常焊接。
从对以上焊接过程的分析可知,低合金高强度结构钢钢板对接平焊单面焊双面成形的机理是:平焊时,受熔池液态金属和熔渣的影响,焊接熔孔不易观察,但是背面焊缝成形的关键取决于熔孔效应,熔孔较大时,背面焊缝成形高而且宽;熔孔过大时,则形成焊瘤;熔孔较小时,背面焊缝成形浅而且窄;熔孔过小时,会产生凹陷或背面焊缝咬边等现象。因此,保证形成一定尺寸的熔孔是板对接平焊背面焊缝成形的关键。
低合金钢板对接平焊单面焊双面成形的操作要点是:液态金属的送进要均匀覆盖正面焊接熔池的2/3,背面焊接熔池的1/2。使每侧坡口钝边熔化约1~1.5mm。焊接过程中要保持短弧焊接,给送液态金属量要均匀,每次给送量要少。采用锯齿形或月牙形运条,焊条摆动速度要均匀。
(5)填充焊 第一层打底焊结束后,要快速清理焊缝表面的焊渣、飞溅物,接头超高处可用角向磨光机打平,特别是对接头死角处的焊渣更要清理干净,填充层开始焊接时试件的层间温度应不低于60°C。
填充焊第一层采用φ3.2mm直径的焊条,可采用月牙形或锯齿形运条方法。焊条摆动当中要注意中间稍快,坡口两边稍加停顿,以使焊后焊缝表面平滑整齐。接头时为防止引弧瞬间空气介入产生蜂窝状气孔,引弧点应在施焊位置前方15~20mm处。电弧引燃后迅速拉入熔池,稍加稳定,即做横向摆动。接头时动作要快,否则待熔渣冷却后,会影响接头质量。
填充焊第二层时改用直径为φ4mm的焊条,焊接方法和填充焊第一层时相同,但行走速度要视距试件表面的距离而定。第二层填充后,焊缝距试件表面距离为1~1.5mm,且以两边高、中间凹为更好。
(6)盖面焊 盖面层焊接时采用直径为φ4mm的焊条焊接。在试件始焊端部引弧,引弧后在始焊端焊条做横向摆动,待始焊端焊缝均匀饱满后,即直线向前运条焊接。焊接时注意坡口两端熔合情况,运条速度不可过快,注意使液态熔池覆盖坡口边缘每侧1~2mm,这样焊出的焊缝边缘整齐美观,且不易产生咬边现象。盖面层焊接时的焊条角度尽量保持前后左右垂直于焊件,当有磁偏吹现象影响熔渣流动时,要视熔渣流动方向将焊条角度略加调整。接头要接在焊缝中心,为防止接头处焊缝过高,接头时除动作要迅速外,当电弧进入熔池后要用电弧做轻轻向前推进的动作,以保证接头平滑。接头一定要到位,以防止接头出现脱节现象影响美观。焊后不应立即清除焊渣,待焊缝冷却后再清理,以减缓焊后冷却速度,减少淬硬组织的产生。
低合金高强度结构钢钢板对接平焊打底层和填充层的接头部位,焊后允许修磨,其他部位均不得修磨,盖面层的任何部位均不得修磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。