



零件名称:连接支架
材料及板厚:SECC电镀冷轧钢,0.8mm
零件图(见图9-23a)
展开图(见图9-23b)
排样图(见图9-23c)
模具结构图(见图9-23d)
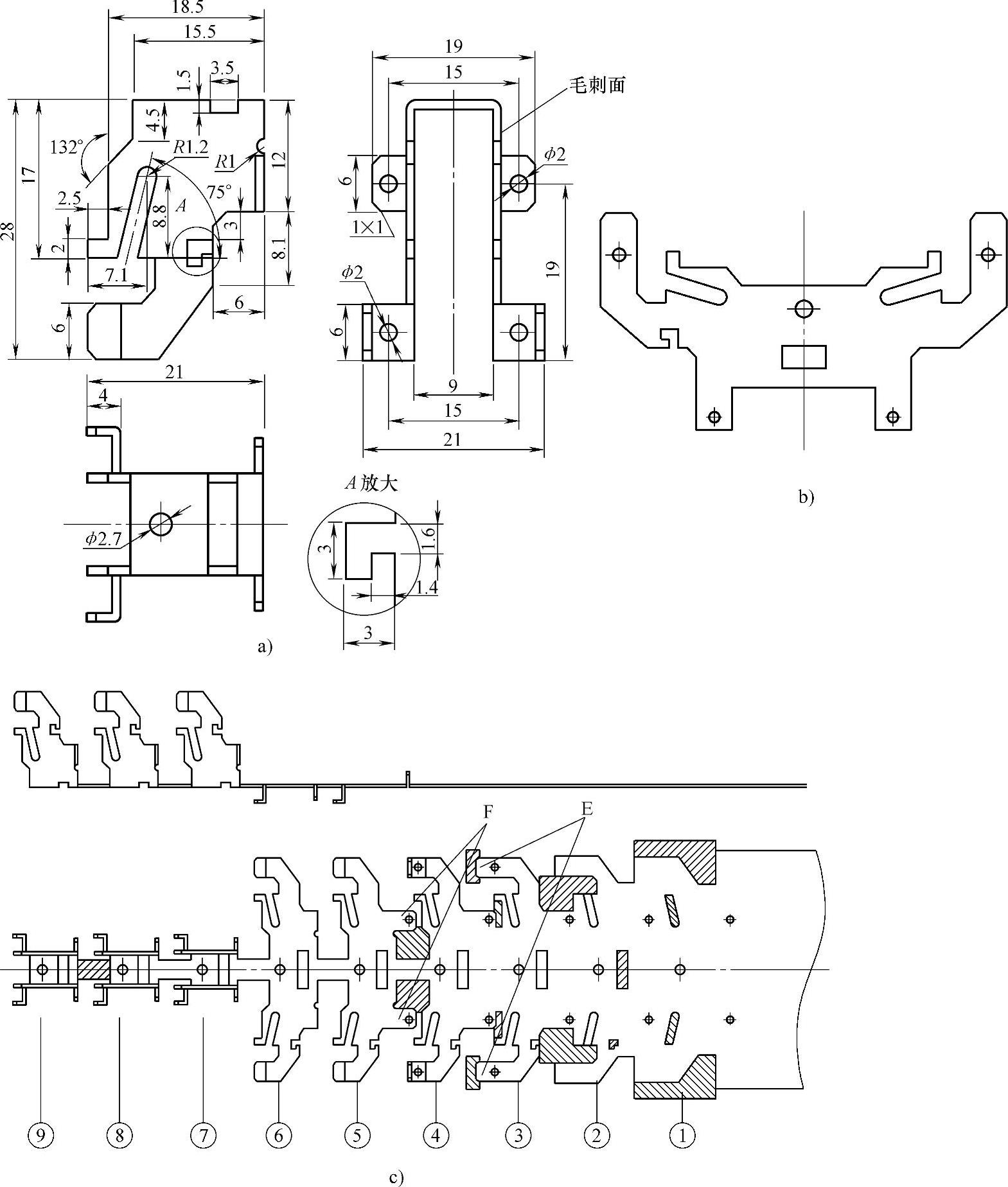
图9-23 连接支架级进模
a)零件图 b)展开图 c)排样图
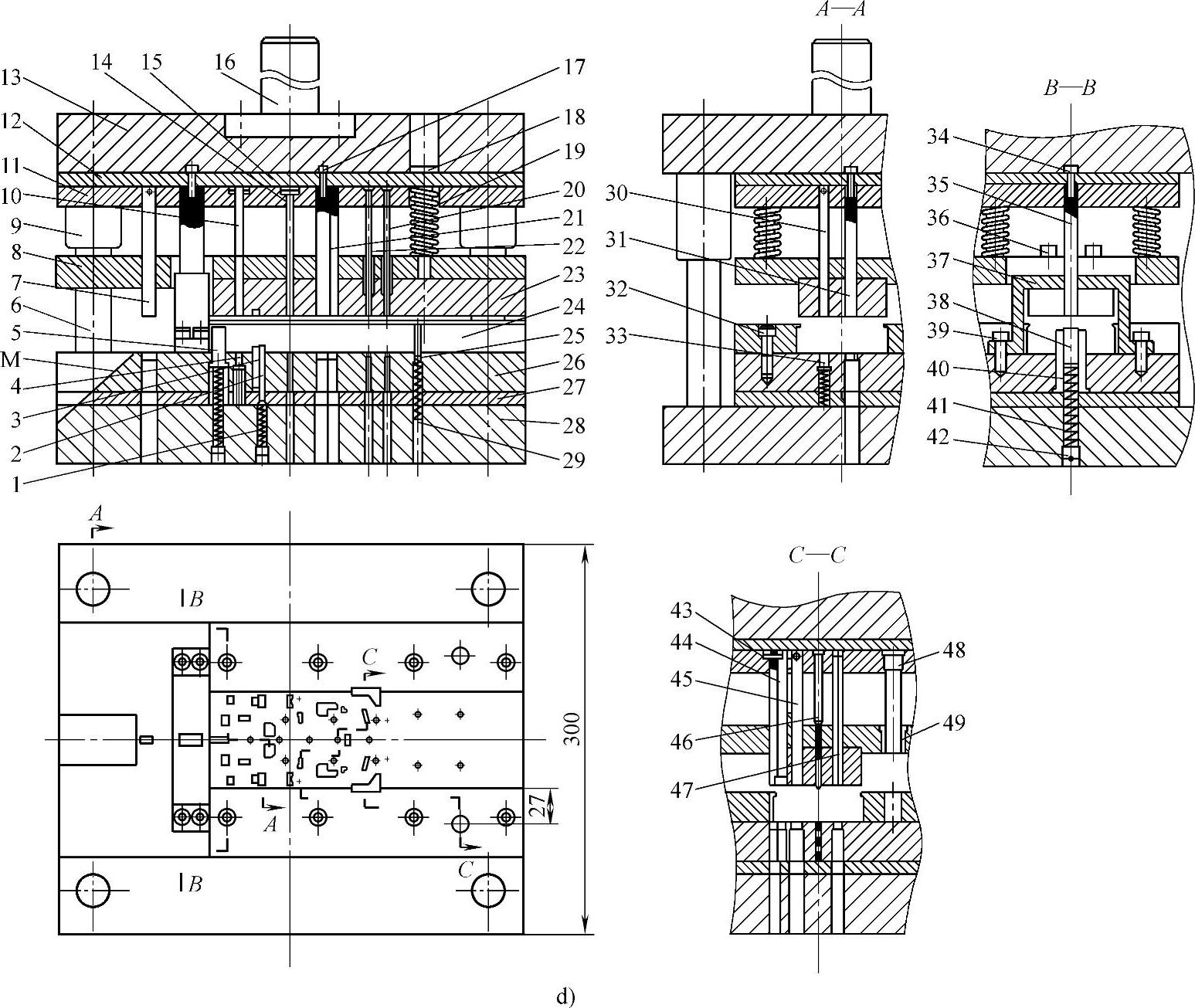
图9-23 连接支架级进模(续)
d)模具结构图(https://www.xing528.com)
1、41—弹簧 2—弯曲推块 3、10、30、35—弯曲凸模 4、33、38—顶件块 5—条形浮顶器 6—导柱 7、14、21、31、45、47—冲裁凸模 8—卸料板 9、12、27—垫板 11—凸模固定板 13—上模座 15、43—销 16—模柄 17、32、34、36—内六角螺钉 18—卸料螺钉 19—卸料弹簧 20、22—冲孔凸模 23—卸料板镶块 24—导料板 25—浮顶销 26—凹模板 28—下模座 29、42—螺塞 37—大弯曲固定卸料架 39、44—侧刃 40—大弯曲成形镶块 46—导正销 48—小导柱 49—小导套
说明:
1)该模具为冲孔、弯曲、分离等9个工位的级进模结构。
2)针对零件两侧均有双向成形要求,排样设计时的载体只能采用中间载体的形式。该零件冲压工艺分成9个工位,送料用侧刃粗定位,用导正销精定位。工位①包含双成形侧刃外形冲裁、冲3个圆孔,中心线上的孔可兼作导正孔;工位②~④为局部外形冲切,其中工位②冲一个矩形孔,工位③冲制两圆孔,工位④上两个E部位向上弯曲。工位⑤上由工位④的两个E部位再向下弯曲。工位⑥上由工位⑤的两个F部位向下弯曲。工位⑦为大弯曲成形;工位⑧为空工位;工位⑨为零件外形与载体平切分离。
3)模具结构设计
①为保证模具的精度,该模架采用四导柱模架。条料的运动精度由成形侧刃44粗定位和导正销46精定位来保证。
②工位④是零件E部位有两处向上弯曲,为确保制件弯曲尺寸的精度,在弯曲凸模3的内侧增设一个浮动弯曲推块2,且弯曲推块比弯曲凸模略高些,以确保模具闭合时,能先对条料施加预压力,然后再弯曲,防止条料因滑动产生变形和尺寸不准确,同时,弯曲完毕后,弯曲推块起顶料作用。弯曲凹模设在卸料板镶块23中。
③工位⑤在工位④两处向上弯曲的E部位再向下弯曲,弯曲后条料的送进中会产生障碍。为此采用浮顶装置,考虑到加工制造、条料外形冲裁后产生的缺口等因素,浮顶装置采用两种类型,工位①~④采用双排圆柱形浮顶销25,工位⑤~⑥采用条形浮顶销5,条形浮顶销是为了使板料在外形冲裁留下缺口后顺利通过,条形浮顶销的右端设计为15°~20°的倾斜面。在该工位,零件两部位向下弯曲的凹模内各设有一个弹性顶件块4,目的是使零件向下弯曲后从凹模内顶出。
④工位⑥有工位⑤的两处F部位向下弯曲,这两部位同样在凹模内各设有一个弹性顶件块33,作用与顶件块4相同。
⑤工位⑦为零件大弯曲最后成形,该工位是要使条料的上表面成为弯曲后的内表面。在模具结构上采用如图9-23b中B—B剖面图的弯曲模结构形式,卸料采用局部固定卸料的结构形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。