



塑料加工的科学理论基础主要是流体的动量传递、热量传递和质量传递,统称为传递现象。
1.注射成型加工的基本步骤
注射成型能一次成型外形复杂、尺寸精确或带有嵌件的塑料制品,几乎能加工所有热塑性塑料和某些热固性塑料;生产率高且易实现自动化。注射成型是间歇生产过程。每次注射周期经过模具闭合、注射熔料、保压、冷却固化、开模和顶出注塑件。另外,注射装置在保压完成后螺杆旋转,塑化下一次注射的物料。如图2-1所示,螺杆由高压油推动,将积聚的塑料熔体射入模具的型腔。塑料熔体注射成型有如下的基本步骤。
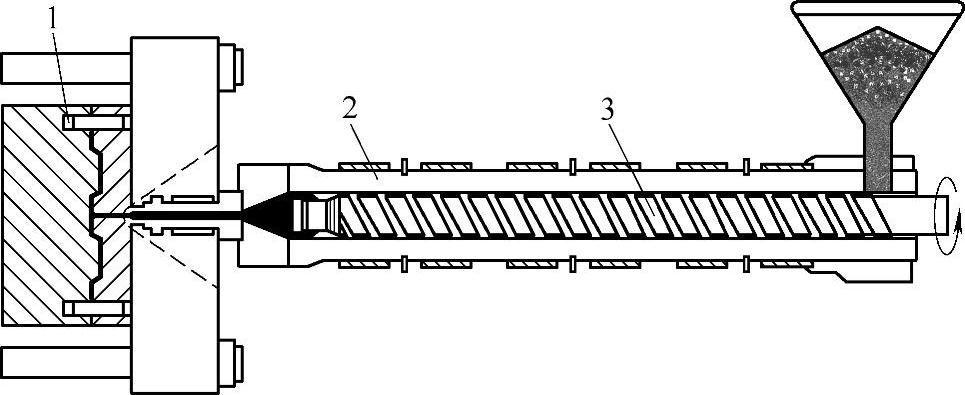
图2-1 一般的注射成型
1—闭合的模具 2—塑化装置 3—塑化和注射的螺杆
(1)混合和加料 多数塑料制品不是由纯聚合物制成,而是以聚合物为基体又添加各种助剂的混合物。添加剂用于改进基体聚合物的性质。有的添加剂用量较大,构成塑料的重要组分;有的用量甚微。各种添加剂与基体聚合物的相容性和分散机理是很不相同的。
塑料加工中涉及混合的另一情况,是给定的聚合物与其他聚合物相混,被称为聚合物的混合物。添加相在分散相中的浓度,及它们之间的相容性会影响聚合物混合物的性能改进。
由于注射机螺杆的长径比较小,比挤出机螺杆的混合功能差,因此,加添加剂的塑料、短玻璃纤维增强塑料和聚合物混合物,大都用经造粒的颗粒料供应给塑料加工厂。甚至着色剂的添加也用色母颗粒,供应注射生产。
这些颗粒料生产由高分子合成材料厂生产。混合的配方研究不仅要满足最终制品的工作性能要求,还需考虑塑料的注射加工性能。
颗粒料以长径比为1的圆柱体居多,常见尺寸为3~5mm。其他有热切而成的扁圆柱、辊压切制的方块料。必须了解固态粒料的输送流动,尤其是在注射机料斗中,以重力或加载送料的过程。
(2)熔融、输送和加压 聚合物热导率低,传热慢,而且有可能热降解或热分解,要限制加热温度和经受加热时间。寻求更高的熔融速率和均化质量,一直是注射塑化装置设计的目标。几十年前,由单独的料筒电热,发展到料筒加热与螺杆剪切加热共同熔融塑料粒子,一直沿用至今。这是因为螺杆在塑化的同时也输送了塑料熔体。
高黏度的塑料熔体要在短时间内充满长流程又狭窄的型腔,必须有几百到几千大气压的压力,沿程的压力降很大。计算机的流动分析软件,重大功能是在于能寻觅注射压力,保证制件型腔内有合理压力分布,让成型制件有均布的密度。
(3)化学反应 热固性塑料成型过程中存在化学反应,模具必须加热并保证排出低分子挥发物。反应加工是同时进行化学反应和聚合物加工的技术。反应注射成型(Re- act injection molding,RIM)技术主要用于热固性树脂体系。两个组分的液态原料高压撞击混合后,注射进成型模具,进一步完成聚合和交联反应,固化成产品。RIM是将液态单体的聚合反应和注射成型结合在一起。液体原料的黏度低,流动性好;反应过程的温度低于60℃;从撞击混合到制品脱模的时间,通常约为1min。反应注射充模的计算机模拟分析,必须考虑化学反应速率和程度,及反应热。
(4)冷却固化和脱模 塑料加工最终要获得优质且稳定的制品。注塑件从加热温度冷却到室温,冷却速率越低,温差残余应力越小,对提高制品内在质量有利。但是,过长的冷却时间是生产率所不允许的。因此注射模具的冷却系统设计,首先要提高冷却效率,同时也要保证模具内塑料件均匀一致地冷却。例如:注塑件的外轮廓和内壁面应有同样致冷温度,不均匀的收缩和残余应力,会使固化后的塑件产生翘曲变形。
注塑件冷却固化后,塑件收缩,对型芯包紧力很大。在顶出脱模过程中要克服摩擦阻力。由于存在聚合物从黏流态到固态的粘附作用,与钢模壁之间存在很大的摩擦系数。为了顺利脱模,不损伤塑料制品,对脱模力预测计算的数值分析还在探索研究中。
2.塑料注射加工的特征
塑料注射成型加工先由固态原料加热塑化成黏流态,经成型后冷却固化为制品。聚合物具有大分子的长链,有着大分子链的柔顺性、大分子链的链状结构和构象。它的形态转化决定了注射加工的特征。
(1)链状结构和构象 聚合物大分子链的链状结构可以是线型的、支链型的或网状体型的。前两者的聚合物可以反复加热和冷却,称为热塑性聚合物;后者是较低相对分子质量的预聚物经交联反应后生成,只能在交联时进行一次加热,固化后经受高温不会软化,称为热固性聚合物。此两类的塑料有不同的加工方法、不同的加工机械和模具装备。
高分子聚合物是很大数目的结构单元连接而成的长分子链。由于单键的内旋转,具有许多不同的构象。在流动和温差的诱导下,成型过程中的聚合物熔体处于分子构象的变化和发展中,致使最终的固态聚合物的构象影响着制品的性能。也就是说,注射加工方法和工艺条件影响着制品的性能。取向、结晶和松弛是聚合物分子构象的发展结果。注射加工方法和条件决定的流动剪切速率和成型冷却速率等,影响制品各部位的应力史和应变史;影响制品的物理和力学性能。
(2)高黏度和非牛顿性 聚合物的相对分子质量很高,通常在104~107。例如,低密度聚乙烯的平均相对分子质量为1.5万~3.5万;高密度聚乙烯的平均相对分子质量为5万~14万。聚合物熔体的黏度也很高。熔体的黏度随着相对分子质量升高而增大。在注射成型加工的温度范围内,有102~104Pa·s的高黏度。熔体的流动性是注射成型加工的关键。高压熔体在注射模的型腔中,是窄缝隙里的喷泉流动。高黏度熔体在注射模内流动中有很大的压力降。为此必须给以高压并提供足够的热量。熔体在注射模的几何型腔的壁面固定,是外压力作用下的压力流动。熔体在层状稳定流动状态下,质点速度仅沿着与流动方向垂直的方向发生变化,为剪切流动。
聚合物熔体剪切流动的黏度呈现假塑性的非牛顿属性。黏度随剪切速率的增大而降低。在注射模的型腔中,流动熔体通常有102~104s-1的剪切速率。对于一定的注射熔体量,压力的变动和型腔流通截面形状和尺寸变化,会有流动剪切速率变化。剪切稀化的黏度对加工条件的确定有指导意义。通过调整剪切速率,控制熔体黏度以使加工易于进行。在注射成型中,让变稀的熔体通过1mm直径的针点式浇口,有利于一模多腔所生产注射制品的一致性。
聚合物熔体还具有弹性。注射模中熔体经小浇口射入大型腔。弹性恢复使射出物很不稳定,会出现蛇形流动和熔体破碎,影响制品质量。
(3)低的导热性 多数聚合物的热导率低于0.33W/(m·K)。经过增强改性的塑料,有所提高的热导率也在0.5W/(m·K)左右。比起钢的热导率30~50W/(m·K),相差两个数量级。这使得塑料的加热和冷却需要很长时间。厚度不同的聚合物物料的加热或冷却速率相差很大。大致与厚度的平方成正比。为了缩短加热时间,塑化装置设计以薄层物料为基础,让塑料粒子在螺杆的浅螺槽里加热熔融。同样道理,塑料制品设计也以薄的壁厚为准则。
3.传递现象分析
从以上考察塑料注射加工的步骤和特征,考察大分子组成的流体微团运动所造成的传递,要从守恒原理出发,用微分方程(例如连续性方程、动量方程和能量方程)形式描述传递规律。解这些方程得到速度分布、温度分布和压力分布。三种传递现象在塑料加工中往往同时存在。且三种传递现象有类似机理和类似的数学表达方式。传递现象分析的原理和方法是塑料加工理论研究的基础。不过,注射加工时塑料熔体的流动、动量传递是最重要的。
(1)流动类型 首先认识塑料熔体在注射加工中动量传递的类型,介绍动量方程在注射加工邻域中应用。
1)层流和湍流。聚合物熔体黏度高,在注射流动中剪切速率一般小于104s-1,因此雷诺数通常小于1。在螺杆旋转塑化和注射推进时,塑料熔体呈现层流状态;在注射模的型腔中流动充填时,一般也呈现层流状态;只有在剪切速率超过104s-1,剪切应力超出塑料熔体的临界值时,会出现弹性湍流和熔体破碎,破坏成型制品的质量。
2)稳定流动与不稳定流动。流体在输送通道中流动时,该流体在任何部位的流动状况保持恒定,不随时间而变化,即一切影响流体流动的因素都不随时间而改变,此种流动称为稳定流动。所谓稳定流动,并非是流体在各部位的速度以及物理状态都相同,而是指在任何一定的部位,它们均不随时间而变化。
在正常运行的挤出机中,塑料熔体沿螺杆螺旋槽向前流动属稳定流动。其流速、流量、压力和温度等参数的分布均不随时间而变动。经过数十年众多学者的不懈研究,在以往经典的三几何段和三物理段的螺杆塑化理论的基础上,现在已经有了较完善的计算挤出过程的三段七区的理论。其中也应用了螺旋槽剪切传输和塑料材料形态转变等基础理论,它基本上符合稳定流动的动量传递、热量传递和质量传递理论的分析结果。但是,对于新型螺杆和双螺杆的挤出理论,还处于发展阶段。
流体在输送通道中的流动过程,其流动状况都随时间而变化,即影响流体流动的各种因素随时间而变动,此种流动称之为不稳定流动。
例如在注射成型的充模过程中,塑料熔体的流动属于不稳定流动。因为此时在模腔内的流动速率、温度和压力等各种影响流动的因素均随时间变化。但是,注射流动速度快,充模时间短,在流动分析时通常视其为稳定流动,简化了计算式而误差不大。
在注射加工的塑化过程中,螺杆旋转的剪切热和料筒外加热,让塑料在传输中从固态转化成黏流态。与挤出螺杆的区别在于注射螺杆塑化是间歇行为。螺杆在熔体的反力作用下后退,注塑装置对螺杆施加背压,因此,注射螺杆的塑化过程是塑料材料的不稳定流动。但至今没有注射螺杆塑化过程的理论。注射机的塑化量的计算借用挤出螺杆的计算式,好在误差很小。
3)一维流动、二维流动和三维流动。当流体在流道内流动时,由于外力作用方式和流道几何形状的不同,流体内质点的速度分布具有不同特征。
在一维流动中,流体内质点的速度仅在一个方向上变化。即在流道截面上任何一点速度只需用一个垂直于流动方向的坐标表示。例如,塑料熔体在等截面圆管内作层状流动时,其速度分布仅是圆管半径的函数,是一种典型的一维流动。
在二维流动中,流道截面上各点的速度需要用两个垂直流动方向的坐标表示。流体在矩形截面通道中流动时,其流速在通道的高度和宽度两个方向均发生变化,是典型的二维流动。
流体在截面变化的通道中流动,如锥形通道,其质点速度不仅沿通道截面的纵、横两个方向变化,而且也沿主流动方向变化。即流体的流速要用三个互相垂直的坐标表示,因而称为三维流动。
二维流动和三维流动的动量方程,其数学处理比较一维流动的要复杂很多。有的二维流动,如平行板狭缝通道,或者间隙很窄的圆环通道,按一维流动作近似处理时不会有很大的误差。众所周知,注塑件的成型制品的型腔是由狭窄的缝隙构成的,浇注流道大多为圆管或接近圆管,都便于简化成一维流动。早期的计算机的注射模具流动(mold flow)分析软件,实际上是按一维的动量方程进行流动分析。
(2)动量传递和动量方程 动量方程有两种形式,奈维-斯托克斯方程是实用形式。(https://www.xing528.com)
1)动量方程。动量方程(momentum equation)是动量守恒原理在流体运动中的表现形式,其展开式见表2-1所列。
动量守恒原理要求流体系统的动量变化率等于该系统上的全部作用力,见表中直角坐标系x分量的动量方程的展开式。
表2-1 动量方程的展开式
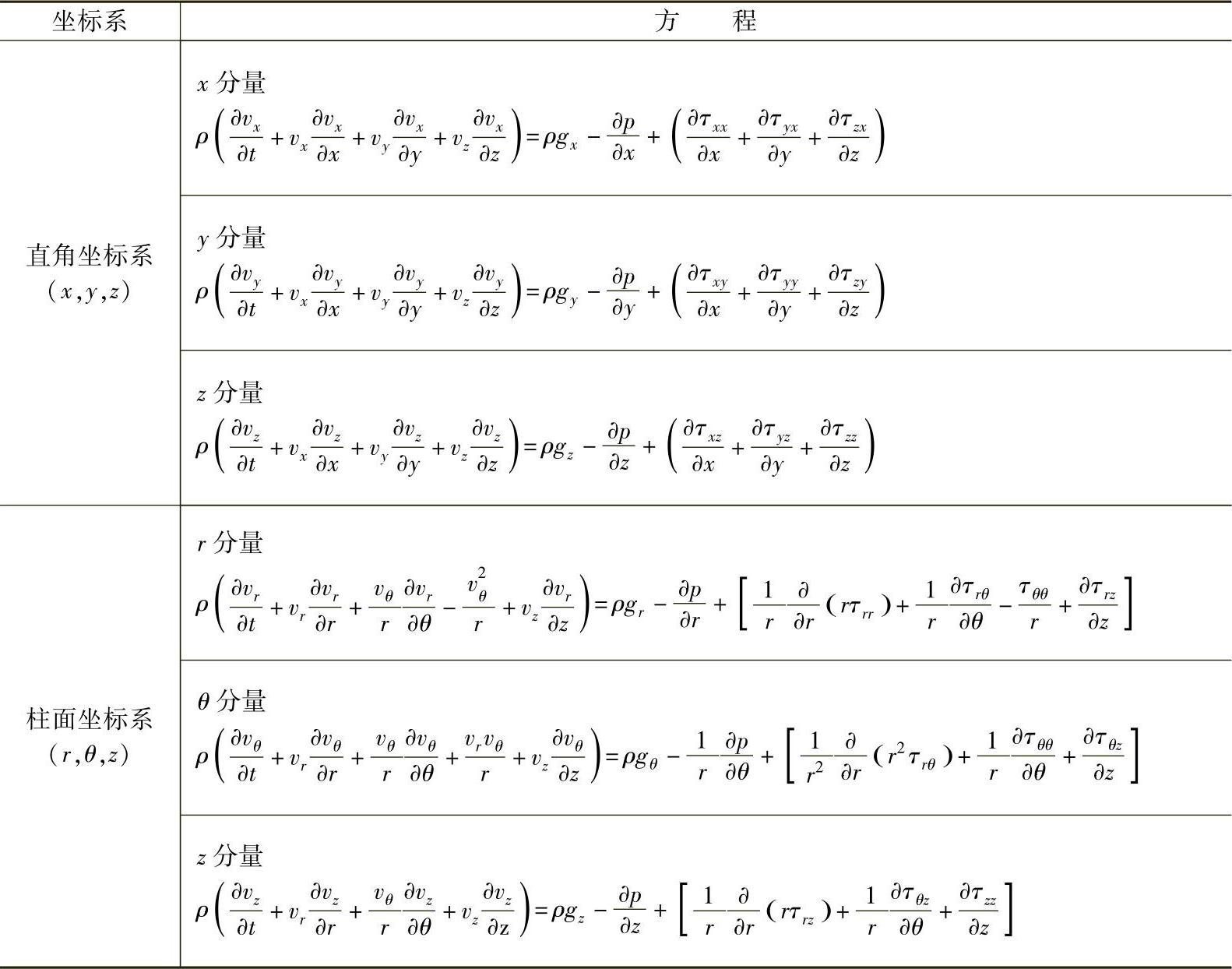
表2-1中  ——流体的局部动量的变化率;
——流体的局部动量的变化率;
 ——流体的体积动量的变化率;
——流体的体积动量的变化率;
ρgx——质量力,gx为重力加速度在x方向分量;
 ——压力;
——压力;
 ——表面黏性力。
——表面黏性力。
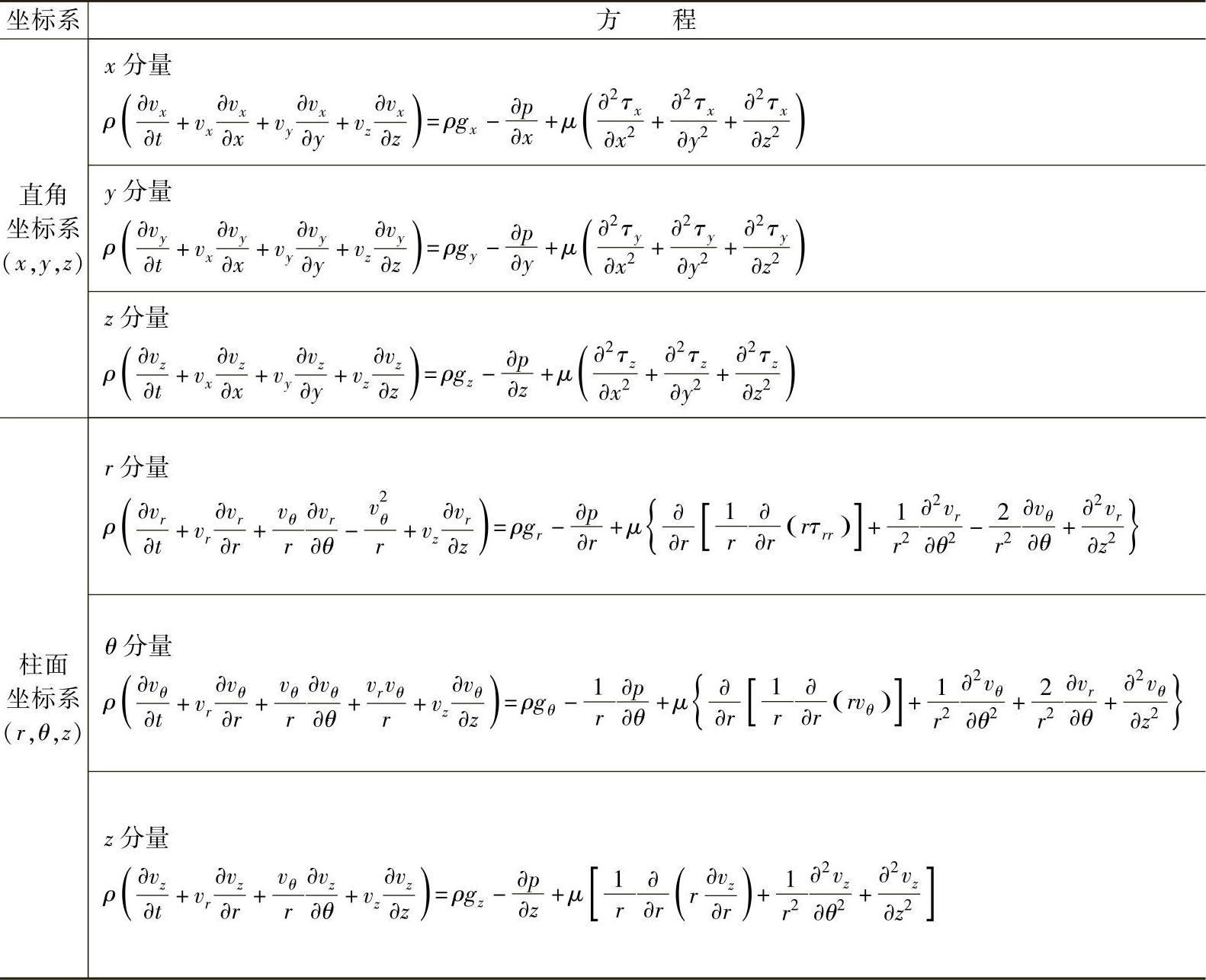
2)奈维-斯托克斯方程。奈维-斯托克斯方程(Navier-Stokes equation),简写N-S方程。它从微分形式的动量方程演化而来,见表2-2所列。在聚合物熔体加工时,常用N-S方程在不可压缩下的形式。表中直角坐标系,动量方程的展开式中各分量(i=x,y,z)有
非牛顿流体应用N-S方程时,可将牛顿黏度μ置换成非牛顿黏度η。
表2-2 奈维-斯托克斯方程的展开式
(3)热量传递和能量方程 等温流动是指流体各处的温度保持不变。在等温情况下,流体与外界可以进行热量传递,但传入和输出的热量应保持相等。
在塑料注射加工成型条件下,塑料的流动一般均呈现非等温流动状况。注射机的料筒和喷嘴与注射模被控制在不同的温度。即使模具温度恒定,黏度高和剪切速率大的熔体,流动过程中有生热和热效应。黏性流体在模具的通道里,压力流动时,黏滞损耗的能量转变为热,熔体温度升高,使其在流道径向和轴向存在一定的温度差。塑料熔体的注射充模实际上是非等温的流动。但将熔体充模流动阶段当做等温流动过程处理,并不会有过大的误差,却可以使充模过程的流动分析大为简化。
各种塑料制品的固化是在不同条件下进行的。热塑性塑料制品是由低温模具的传导而冷却的。热固性塑料模压成型制品则需加热。聚合物相变时热性能有突变,必须关注结晶型聚合物的固化与无定形聚合物的区别。
为提高传热效率或冷却效率,增大注射熔体温度与模具温度差往往受到限制。高温会造成聚合物熔体热降解或热分解。温度太低的模具冷却界面,会使注塑件产生过大的温差残余应力。由于不能充分松弛,冻结的残余应力会引起翘曲变形。因此,熔体温度、模具温度与冷却时间,关系到生产率和制品的质量,也是注射工艺设计的重要参量。
能量方程(energy equation)是能量守恒原理在流体运动中的表现形式。表2-3所示运动流体能量方程的展开式是实用能量方程。它以可测量的温度T的变化率形式表述。在固定质量流体微元中的总能量变化率,等于单位体积的流动能量、热能的净流量和应力所做功之和。推导傅里叶热传导方程时忽略能量方程中的后两项。
表2-3 运动流体能量方程的展开式
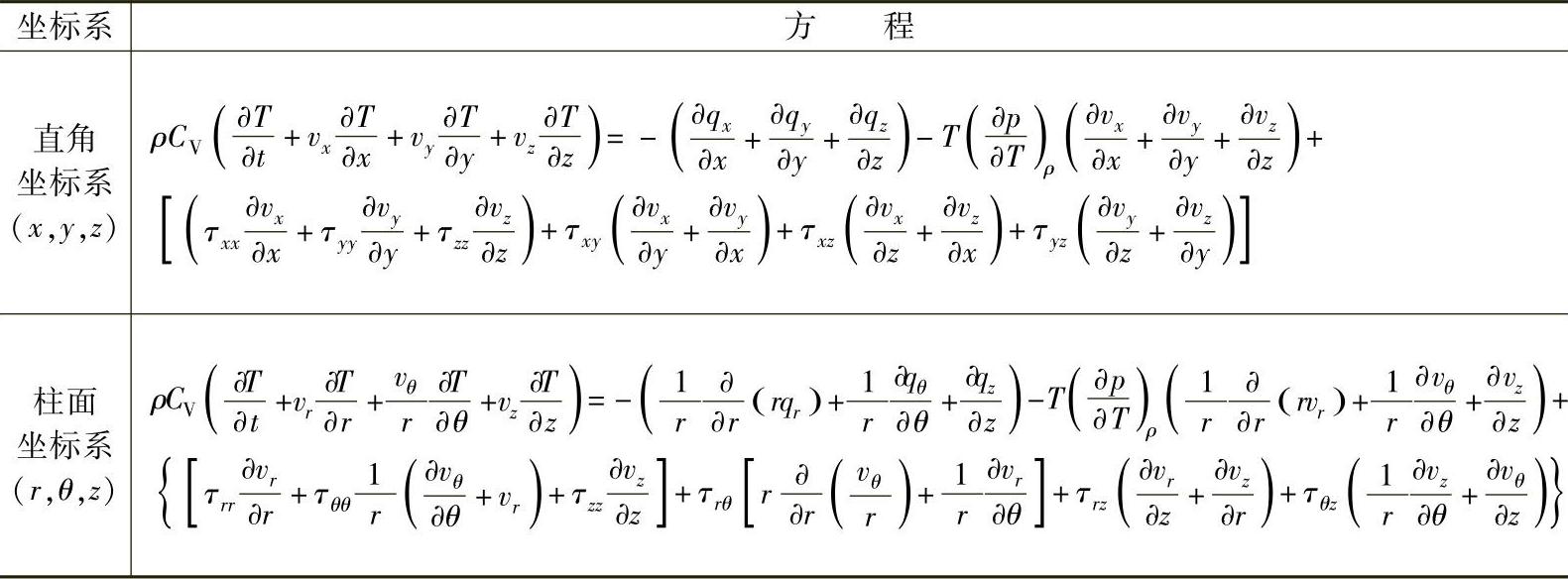
表2-3中 CV——比定容热容;
qi——导热通量,即单位时间通过单位面积热量;
 ——固定密度的压力对温度的变化率。
——固定密度的压力对温度的变化率。
在注射充模流动的数值分析中,表2-3的运动流体能量方程太复杂。将其第一项引入热扩散的热导率λ,将导热通量qi演化成温度梯度;又假定塑料熔体为不可压缩流体,可将第二项去除;考虑注射流动时的黏性摩擦的热效应,将能量方程的最后一项化成黏度η与剪切速率平方的函数,就可以得到黏性运动流体在非恒温条件下能量方程的直角坐标系(x,y,z)展开式

式中 Cp——比定压热容[J/(kg·K)];
λ——热导率[W/(m·K)];
η——非牛顿黏度(Pa·s)。
式中注射充模流动时的剪切应力和剪切速率的关系为

(4)物质传递和连续性方程 在注射保压阶段,螺杆有缓慢少量的推进。注射模型腔里的聚合物物料有所增加,其密度有提高。因此,计算机模拟分析保压过程的密度分布,必须考虑物质的传递。
注射加工中的物质传递现象,还表现在配方混料的过程、螺杆塑化的过程,还有多色多组分的注射等。有的需要强化,有的要弱化。物质传递机理包括分子扩散和对流扩散。聚合物熔体的分子扩散系数很低。聚合物物系的物质传递系数,对温度和黏度有很强的依赖性。
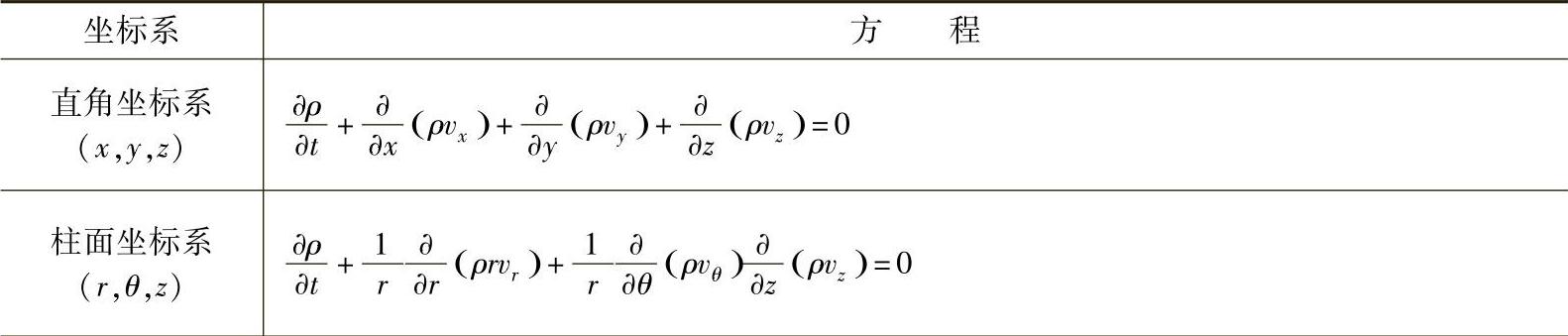
连续性方程(continuity equation)是质量守恒原理在流体运动中的表现形式。在选定的时空坐标系(x,y,z,t)中,考察在流动过程中速度v和密度ρ的分布,见表2-4。若为稳定流动,某位置密度不随时间变化,其 =0。而不可压缩流体矢量场的连续性方程为
=0。而不可压缩流体矢量场的连续性方程为
表2-4 连续性方程的展开式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。