



任何机械设计都必须遵循结构和工艺两方面原则,有的设计要工艺满足结构,有的则是结构要满足工艺。对于客车车身蒙皮而言,必须是结构要满足工艺,因此我们先说说客车车身蒙皮的工艺原则是什么?
我们知道客车车身工艺的难点之一是大尺度范围内如何保证蒙皮的平整度,如果车身蒙皮的平整度出现问题,现在最常见的解决办法是刮腻子,所以我们说:评价车身设计和工艺水平是看未进涂装的白车身,不是看从涂装出来的彩车身。
因此,大客车车身蒙皮的工艺原则是:尽量减少腻子量。
腻子不是必不可少,而是迫不得已的工艺手段。
减少腻子量的前提是车身外钣的表面质量好、缺陷瑕疵少,这反映在两个方面:
①蒙皮零件自身的表面成形质量好,如由模具加工成形的肯定比手工成形的表面质量好。
②蒙皮零件的装配方式也影响车身外钣的表面质量,如粘接的比焊接好、焊点隐藏的比焊点外露的好。再比如乘用车的车门,是由冲压成形的内外钣焊接而成,虽然门外钣本身的表面质量很好,但与内钣焊接时的焊点是否会影响外钣的表面质量呢?如果无法避免这种焊接缺陷,则在涂装外钣时必须使用腻子。
本着“尽量减少腻子量”这条工艺原则,再结合第1章中总结的骨架式客车车身的结构特点,我们给出大客车车身蒙皮的设计原则(即结构设计原则)如下:
①蒙皮不承载。
②尽量不采用大型冲压件蒙皮。
③毛边不外露。
④焊点不外露。
⑤能冷作不热作。
⑥避免连续焊接。
【蒙皮不承载】蒙皮不能作为承载结构,否则将使车身结构复杂化,得不偿失。虽然某些结构的侧蒙皮和顶蒙皮也能部分承载弯扭载荷,但也只能看作是蒙皮的“副业”,其“主业”仍是附着于骨架之上的装饰件。
【尽量不采用大型冲压件蒙皮】虽然冲压蒙皮的表面质量好,但在客车车身上我们仍然主张尽量不采用之,原因有以下三点:
①从精度匹配角度讲,如果冲压模具的精度高则显得浪费,如果精度低则表面质量又不理想,这是冲压蒙皮与方钢骨架在装配工艺上的主要难点。
②如果采用冲压蒙皮,则最好有包边工艺或翻边工艺,否则蒙皮的毛边必须在结构上能隐藏或另加遮盖物处理。乘用车冲压蒙皮的核心就在于包边工艺,尤其是其车身的开闭件,如果没有包边工艺,乘用车的车身工艺简直无法想像。而客车的开闭件如行李舱门,由于不能采用冲压件包边工艺,则采用厚铝合金板或厚复合材料板材来解决毛边和平整度问题。
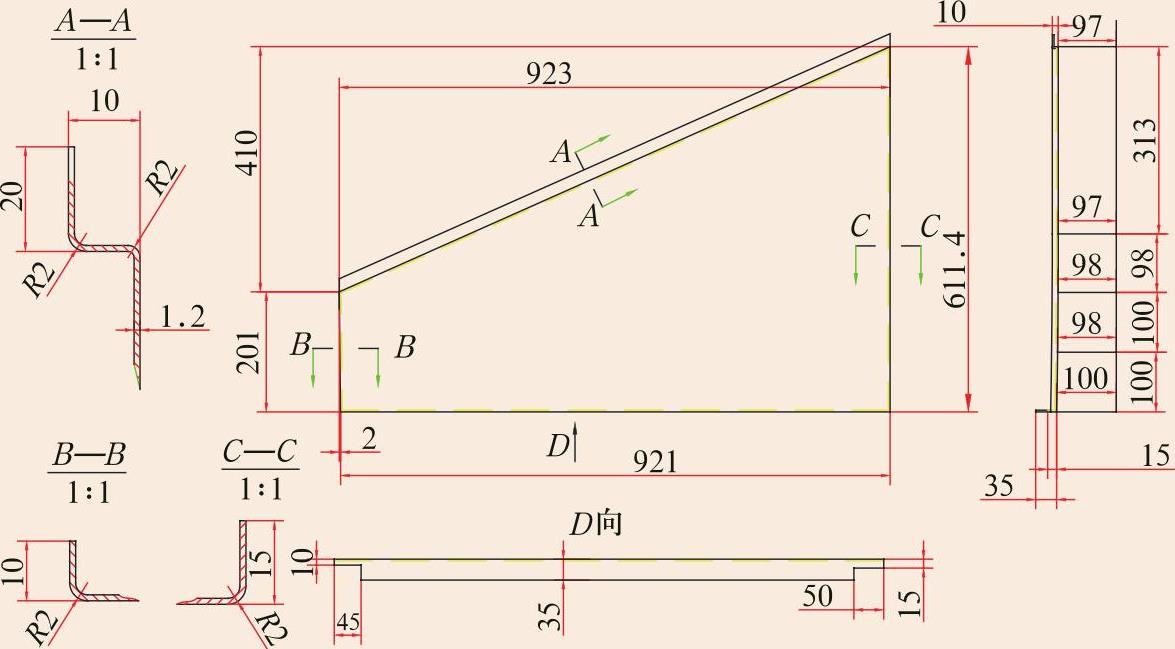
③客车不追求精准的外表曲线,某些在理论上有曲线造型的零件也可用直线替代,不影响装配和使用,从而降低制造成本。图3-1所示是一款公路客车的驾驶人窗下蒙皮,理论上应该有个侧弧曲线,但在这么短的高度尺寸上此曲线基本上接近于直线,因此该图正确画法是将侧弧处理成直线,那么此件就可用折弯这样简单的工艺来成形了。如果必须追求这个侧弧,那么这样小的弧面如何加工呢?采用冲压工艺?模具成本何时能收得回来?不采用模具冲压而用手工成形,那表面质量又如何保证?到最后又得用腻子来补救。
【毛边不外露】任何物料的裁切边都是毛边。毛边表现的缺陷在两方面,一是表面平整度变差,如毛边起波浪;二是毛边会影响防腐效果,如蒙皮的缝隙会淌黄水。
但我们认为薄板料的裁切边是毛边,而厚板料的则不是,因为厚板料的毛边不会起波浪,不影响平整度。
解决毛边的方法一是隐藏,二是遮盖。图3-1的蒙皮四周都有翻边,外露的只是光滑的工艺R角,这就是隐藏法。而遮盖法则是用外装饰件来盖住毛边。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-1 驾驶人窗下蒙皮的结构形式
客车车身蒙皮的平整度最难的地方是侧蒙皮,侧蒙皮最难处理的是如何开孔洞,如经常需要在侧蒙皮上开发动机进气口,此时的结构和工艺手法就会极大影响侧蒙皮的平整度。最常见的方式是用进气口罩板来遮盖孔洞的毛边,如图3-2所示,这种方式的缺点是蒙皮在开孔的周边也需要与骨架焊接或粘接,孔周边也使用少量的腻子,只是毛边被进气口罩板盖住了。
图3-3是BENZ的进气口结构形式,预先在侧蒙皮上冲压成形了进气口,既避免了毛边外露又增加了局部刚度,体现了很高的工艺水准。
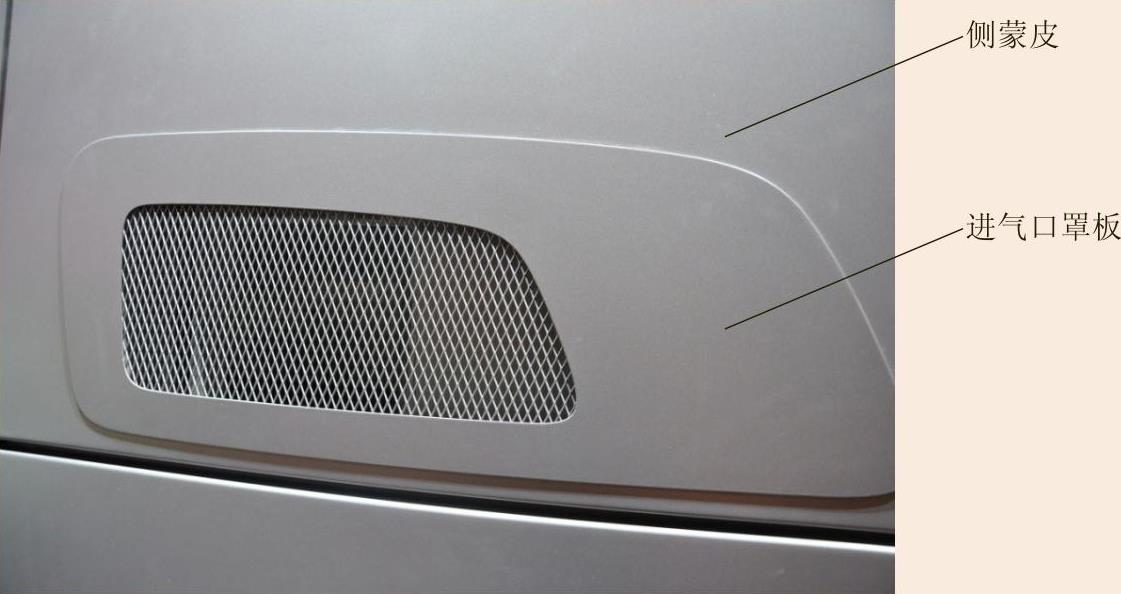
图3-2 发动机进气口的一种结构形式
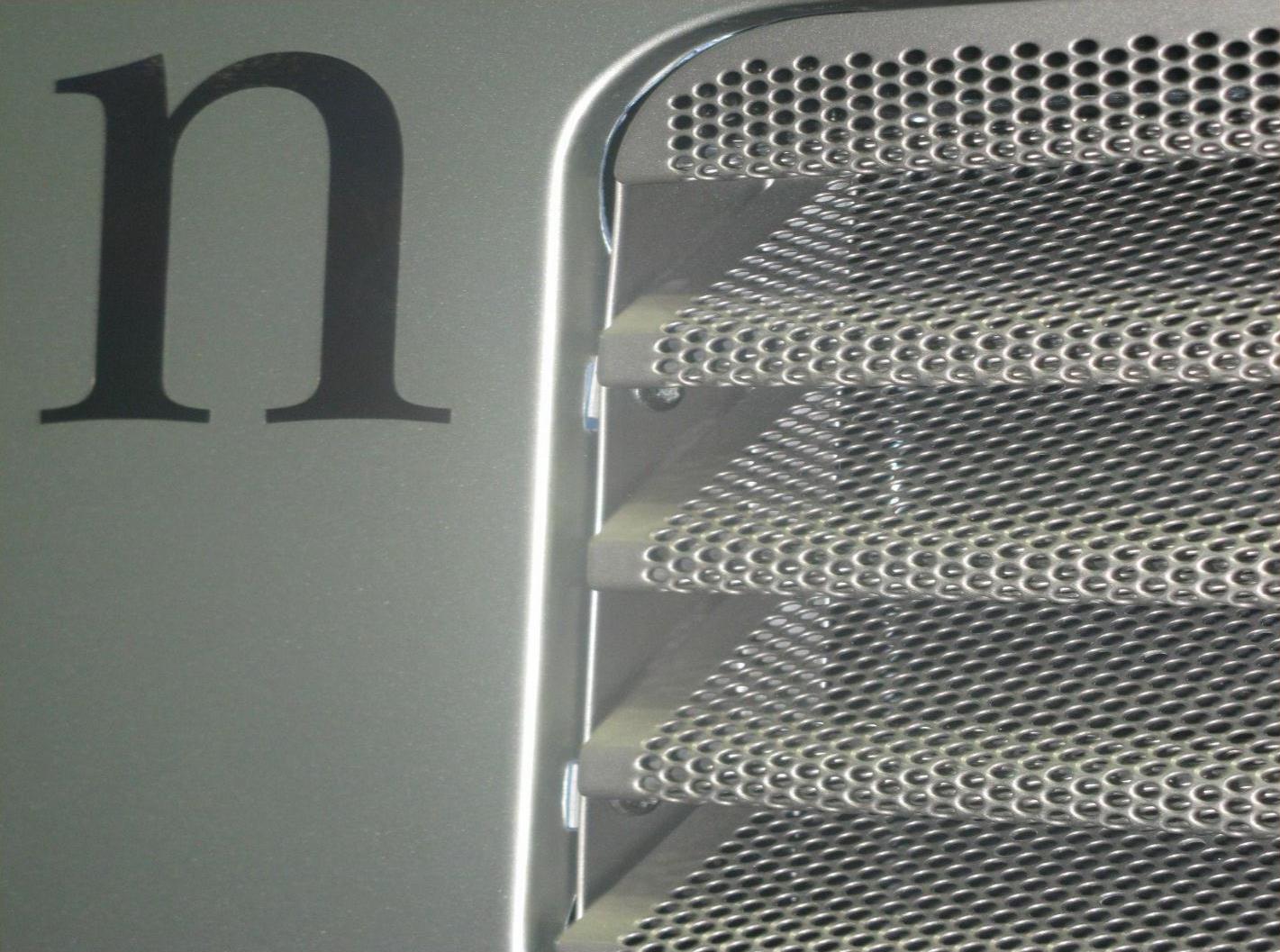
图3-3 BENZ侧进气口的结构形式
图3-4是最糟糕的处理方式,进气口罩板直接与侧蒙皮焊接,然后打磨、刮腻子。
为了避免在侧蒙皮上开孔,很多车型的发动机进气口干脆不开在侧蒙皮上,或在后围蒙皮上,或独立一块与侧蒙皮不相干。图3-5中的①是NEOPLAN做在后围蒙皮上的结构方式,②是IVECO的独立结构形式。

图3-4 最糟糕的侧进气口的结构形式

图3-5 进气口与侧蒙皮分离
【能冷作不热作】能采用冷连接的,尽量不采用热连接。我们称螺栓连接、铆钉连接、粘接为冷连接,称焊接为热连接。焊接工艺不可避免地会引起变形和焊点瑕疵,除非能将焊点隐藏。螺接和铆接虽然不产生热变形,但必须将螺栓或铆钉隐藏,否则这种安装方式没太大的意义,这也是现今客车车身设计的基本理念之一:内外饰无钉化。而粘接则是车身外饰件的最好安装方式,尤其是尺寸、面积较小的外蒙皮构件,应首选粘接方式。如图3-6中①的侧造型蒙皮,它不与侧蒙皮焊接,而采用粘接方式来固定,而②的侧造型蒙皮则自成一体,不与侧蒙皮发生焊接。

图3-6 侧装饰蒙皮的粘接
【避免连续焊接】尽量不采用大长度、大面积的连续焊接。如果焊接不可避免,则尽可能采用定位焊、断续焊,不要采用连续焊接。尽可能使焊点隐藏,不外露。如图3-7所示,某车型侧蒙皮在后部设计有造型,而这块造型蒙皮不可能与主板侧蒙皮是整体结构的,此图中的这块造型蒙皮肯定与主板蒙皮采用了连续焊接,这样既破坏主板蒙皮的平整度,又要打磨、刮腻子,而且腻子量肯定不少。所以这种造型表面看个性十足,但看其未进涂装之前的白车身,肯定得不到高分。

图3-7 不可取的侧蒙皮结构
而图3-8则是将造型蒙皮设计在后围蒙皮上,由后围蒙皮整体成形。后围蒙皮与侧围主板蒙皮之间不采用焊接,而是直接设计成结构胶缝。这是最合理的客车蒙皮结构,设计理念就应如此。

图3-8 可取的侧蒙皮结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。