



由于含有多种配合剂的橡胶胶料的不均匀性,导致了橡胶在注射成型过程中发生许多问题,主要表现在以下几个方面:
1.孔隙(针孔)
微小的孔隙是制品在注射成型过程中发生的,特别是在制品表面,会经常出现针孔现象。产生的原因主要是由于硫化前的胶料中混入了空气或挥发性物质(如水),在低压状态下进行高温硫化时就会膨胀。特别是在硫化不足的状态下从模具中取出制品时更易产生这种缺陷。若延长硫化时间,则会降低生产效率。解决办法是除了对原材料进行干燥、真空注射成型外,还应考虑在容易卷入空气的炼胶作业中尽量减少每批炼胶的量。在原材料的干燥中,多数是采用预先向胶料中添加干燥剂(一般是生石灰)的方法。
除了以上方法外,还可以采用提高胶料粘度的方法,如把要配合的油料及增塑剂的一部分改换成树脂类添加剂。
2.花纹
表面光滑的注射制品,也会在变形时出现斑点,形成斑点花纹。这是由于配合剂分散不充分,而且多半是由于填充剂类物料造成的,当配合剂结团时,花纹增大。对于这种分散不充分的现象,只要改变炼胶时的投料顺序或延长混炼时间即可解决。为使胶料混炼均匀,需要添加具有相容性的添加剂,这种添加剂以树脂成分为主,也可以称为均质剂,除了对胶料有均质化作用外,对提高填充剂的分散作用也有很大作用。另外,为促进填充剂在胶料中的分散,还可向胶料中添加具有表面活性的润滑剂,由于润滑剂可以改进填充剂粒子表面的湿润性,因而有助于填充剂混入胶料中,同时也促进了它们在胶料中的分散作用。
3.龟裂
龟裂是浅色橡胶制品表面产生的现象,其原因是由于紫外线照射致使制品表面氧化。在热与湿度的作用下,产生了如同陶器表面上出现的不规则的细小裂纹,如图6-17照片所示。初看,它像橙子表面的皱纹,一旦受紫外线照射的时间过长,制品表面会硬化变脆,甚至粉化。对此,一般采取的措施是添加不变色的酚类防老剂。
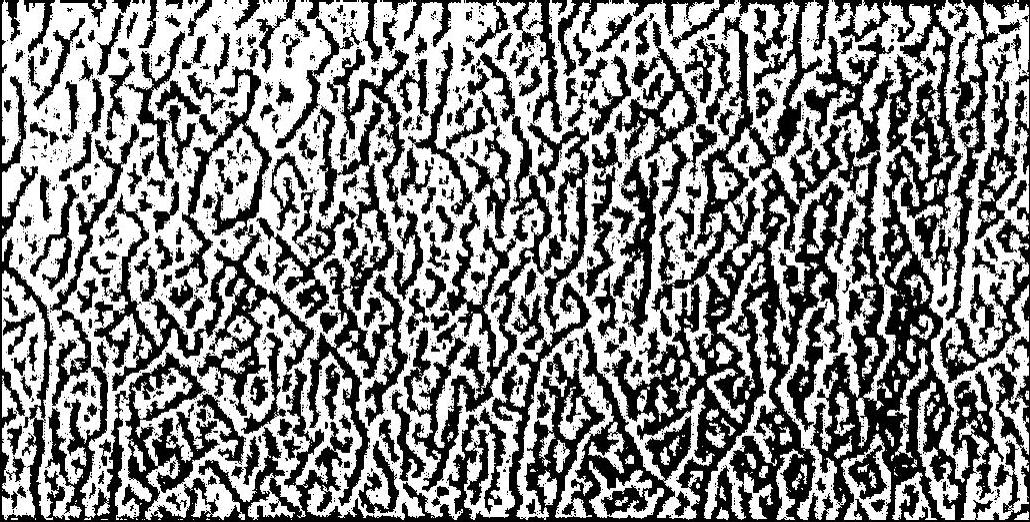
图6-17 经紫外线照射而显现的不规则小裂纹
4.泛白
橡胶制品表面发白或发灰现象统称为泛白。特别是在无应力的自然状态下,含有白炭黑等白色填充剂的硫化制品,在湿度与温度的作用下,因臭氧作用会产生泛白现象,这是一种在制品表面上有填料粒子析出的现象。如果是NR配合,最好使用锌皂(物理增塑剂)代替化学增塑剂来调节粘度。加入锌皂后再与促进剂MZ(巯基苯并噻唑锌盐)和松香各0.5份并用进行塑炼。这样便能使臭氧及氧呈非活性化,填充剂分散均匀。在塑炼后进行混炼时,再加入通常所用的防老剂、抗臭氧用的石蜡。
5.喷霜
橡胶制品中的配合剂渗出到制品表面形成一层霜状物,此种现象称之为喷霜。喷霜层是呈非结晶状的,虽然在硫化前也会出现,但大多数是发生在制品硫化以后。当橡胶基体与喷霜物之间的溶解性存在很大差异时会发生喷霜(相分离)。石蜡、润滑剂、促进剂及其分解衍生物以及硫黄就是众所周知的实例。
对于未硫化胶料中的硫黄喷霜可采取的对策是使用不溶性硫黄,因未硫化胶料喷霜造成的典型质量问题就是胶料的粘性不够,特别是在轮胎生产过程中,会对未硫化部位的成型工艺造成障碍,而在注射成型中该问题几乎不存在。
一般来说,硫化制品的喷霜对制品的外观与质量有很大的影响,但像耐臭氧的石蜡,若不喷霜又显不出其效果。在解决喷霜问题时需要分析原始的喷霜物质。在硫化促进剂发生喷霜时,应改变硫化体系;当石蜡喷霜时,在胶料混炼时应将石蜡的配合量调整到以不喷霜的程度为宜;当润滑剂喷霜时,则需要检验润滑剂与橡胶的相溶性。以前面所述的石蜡为例,使用何种类型的润滑剂并进行恰当组合也是防止喷霜的一种方法。
树脂型添加剂会起抑制喷霜的作用,这是由于树脂型添加剂混入聚合物基体后,能改变与配合成分之间的相容性的缘故。(https://www.xing528.com)
6.融合不良
在注射成型时,由于胶料流向不同,特别是在合流部位,会出现融合不理想的现象。融合不良是由于胶料流动的前端部分受到污染,或胶料流动性差,或胶料在融合前发生了焦烧现象,在制品表面会出现薄薄的流痕及折痕。
污染源自胶料中渗出的配合剂成分。作为预防措施,首先应考虑前面喷霜中所述的措施。其次,还与胶料粘模及因模具受到污染而造成的脱模不良有关。此时,可适当采用外脱模剂(如硅乳液),这种方法虽然简便易行,但却由于流痕被包在胶料中而导致融合不良。如果采用使脱模剂在模具表面上反应并固化的所谓半永久型脱模剂(例如用于注射成型的最适合短时间反应的“永久型90”脱模剂),即可解决此难题,这种脱模剂还有助于胶料流动。
另外,在提高胶料流动性、缩短注射时间方面应根据胶料的种类,选择合适的流动性改性剂(可提高内部脱模性能,抑制模具污染)及有效的添加剂(如STRUKTOL润滑剂)。对于受到污染的模具,清洗要尽快完成,最节省时间的清洗方法是将模具直接安装在注射机上,无需卸下即能进行清洗。
7.收缩
注射成型制品的缺点之一就是尺寸不稳定,其主要原因是模具材质与胶料的热胀系数不同,其中胶料的影响是主要原因。对于这个问题,可以采取降低模具温度(硫化温度)之类的措施,这样便会降低生产效率。有效的方法是添加加工助剂,降低胶料粘度,因为胶料的粘度多半与热膨胀系数有密切的关系。
8.失真(畸变)
产生失真的原因有欠硫、焦烧等。另外,胶料流动性差,过量添加不能均匀填充的热塑性树脂以及以结晶聚合物为主的配合剂等因素都容易导致制品失真。失真会影响产品的尺寸和均匀性,解决的办法是延长硫化时间和改变硫化体系。由于焦烧本身带来较多的派生问题,所以很难进行调整。除了在硫化体系方面尽力调整外,使用加工助剂是简便易行的手段。如果适当地使用润滑剂则能够提高胶料的流动性,可以有效地避免制品失真。另外,像CR这样以结晶聚合物为主的胶料的不均匀填充也是造成畸变的原因。在配合大量树脂的情况下,硫化制品内橡胶基体与树脂之间产生的应力松弛不同,这样就导致了畸变,在这种情况下减少树脂的用量是不可取的,而应该改用补强性树脂。
9.开模撕裂
开模撕裂的主要原因是胶料的热膨胀,模具温度过高或者使用对开模具,在厚制品或容易焦烧的胶料的飞边线及分离线处会裂开,开模时就会出现开模撕裂现象。在这种情况下,可提高锁模力,并了解胶料中是否填充过量。采用降低硫化温度和延长硫化时间的方法能够抑制焦烧,有效降低膨胀率,但会影响制品的物理性能和生产效率。若向胶料中添加加工助剂,则有利于降低注射成型压力和增加充模率。另外,由于热胀系数与胶料的粘度有关,所以通过添加助剂也可有效地降低胶料粘度。
10.粘模与模具污染
模具表面粗糙或者胶料中配合了容易析出的组分,或者欠硫,都会造成粘模现象。应采取的相应措施是,先找出原因进行分析,然后加以解决。由于不能立刻更改通常使用的胶料配方,所以多半是采取直接处理模具表面的方式,如对模具表面预先进行镀铬处理,这已是众所周知的常识,另外,还有用特弗隆涂层进行处理的方法。
如前所述的外脱模剂、半永久型(形成薄膜反应型)脱模剂具有能在现场进行处理的优点,被广泛采用。它能达到降低表面能的效果,使模具表面光滑,减少模具与胶料之间的摩擦,是一种非常简便易行的方法。
另外,通常采取的方法是,向胶料内添加内脱模剂(润滑剂)。内脱模剂含有界面活性成分,硫化时,界面活性成分向模具表面迁移,形成极薄的隔离层从而起到脱模作用。由于它在硫化温度下较为稳定,所以可以作为有效的防止模具遭受污染的措施。
由于欠硫是模具污染的元凶,所以探讨最佳的硫化条件是非常重要的。
综上所述,注射成型技术人员要面对由各种原因形成的许多技术问题。解决每一个问题的重要前提是充分了解胶料配方与工艺流程,准确地查出其产生的原因。若查清了原因,虽然说不存在万能添加剂,但现在可供选择的合适的加工助剂很多,这对改善生产条件及纠正不良措施有明显的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。